Изобретение относится к прокатному производству и может быть использовано в предварительно напряженных клетях кварто для прокатки полосы - ленты высокой точности.
В процессе прокатки из-за колебаний толщины заготовки, температуры по длине заготовки, натяжения, скорости прокатки и других факторов усилие прокатки (давление металла на валки) изменяется-колеблется.
Это приводит к колебанию величин упругих деформаций элементов клети, а изменение давления рабочего валка на опорный валок изменяет величину упругого сплющивания валков в зоне их линейного контакта и величину раствора рабочих валков.
Известен способ стабилизации раствора рабочих валков клети кварто путем изменения давления в соответствующих гидроцилиндрах с таким расчетом, чтобы усилие прижима рабочего валка к опорному плюс давление прокатки составляли постоянную величину (константу). (Авт. св. N 279556, кл. В 21 В 37/08, 1968).
Такой способ обеспечения постоянства упругой деформации клети кварто и стабилизации раствора рабочих валков требует сложного электрического и гидравлического оборудования, систем электронного регулирования, вызывает трудности в эксплуатации и не всегда обеспечивает необходимую точность прокатки.
Известен способ предварительного напряжения прокатной клети кварто, в котором предварительное напряжение клети осуществляют за счет создания распорного усилия между подушками рабочих валков. По этому способу усилие напряжения с подушек рабочего валка передается на подшипники рабочего валка, рабочий валок, подшипники опорного валка, подушки опорного валка, элементы клети и замыкаются на станине клети. (авт. св. N 880528, кл. В 21 В 31/04, 1976).
Недостатком этого способа является недостаточная величина предварительного напряжения всех элементов прокатной клети, обусловленная несущей способностью подшипников, опор рабочего валка и его прочностью, так как элементы клети, опорные и рабочие валки напрягаются одним контуром и одним усилием напряжения, что не обеспечивает постоянство упругих деформаций, особенно элементов клети.
Известен наиболее близкий к предложенному способ предварительного напряжения прокатной клети кварто стана пилигримовой прокатки труб, в котором предварительное напряжение клети осуществляется гидроцилиндром. Усилие напряжение передается от гидроцилиндра на шарнирную крышку станины, подушку опорного валка, подшипники опорного валка, опорный валок, рабочий валок, нижний рабочий валок, опорный валок и т. д. и замыкается на станине клети.
Для снижения усилия предварительного напряжения на подшипниковые опоры валков рабочие валки и их подшипниковые опоры дополнительно напрягаются от отдельного гидроцилиндра. Это позволяет снизить усилия на подшипниковые опоры валков (перераспределитель усилия) [1] .
Однако недостатком этого способа является то, что суммарная величина предварительного напряжения прокатной клети, станины и всех других элементов клети, кроме прокатки валков недостаточна, так как не должна превышать допустимых нагрузок на подшипники валков и сами валки.
По этой причине нельзя создать предварительное напряжения прокатной клети кварто (кроме напряжения опорного и рабочего валков) с необходимым усилием в 1,5-2 и более раза, превышающим усилие прокатки, без чего, как показала практика, нельзя обеспечить постоянство упругой деформации всех элементов клети кварто. Это обусловлено тем, что для обеспечения постоянства сплющивания рабочего и опорного валков достаточно предварительного напряжения (сжатия) валков усилием на 5-10% , превышающим номинальное усилие прокатки, что допустимо из условий прочности валков и их подшипниковых опор. В это же время остальные элементы клети кварто, имеющие различные характеристики величин упругих деформация для обеспечения точности проката, требуют предварительного напряжения отдельным контуром на величину 1,5-2 раза превышающим номинальное усилие прокатки.
Кроме того, при этом способе предварительного напряжения, когда рабочие валки сжимаются по линии прокатки и нет раствора (зазора) между бочками валков, прокатка возможна только на врезных калибрах и без регулировки - подстройки по мере их выработки.
Целью изобретения является повышение точности проката путем стабилизации раствора рабочих валков за счет обеспечения постоянства величины упругого сплющивания опорного и рабочего валков в зоне их контакта и постоянства упругой деформации элементов клети независимо от колебания усилия прокатки.
Это достигается тем, что в способе стабилизации раствора рабочих валков прокатной клети кварто опорные и рабочие валки предварительно напрягают в зоне их контакта силой реакции сжатых между собой поверхностей подушек рабочих валков по линии прокатки, на 5-10% превышающей номинальное усилие прокатки, а контур всех остальных элементов клети и подушки опорных валков предварительно напрягают усилием, в 1,5-2 раза превышающим усилие прокатки.
Предварительное напряжение элементов клети опорных и рабочих валков с усилием 1,5-2 раза превышающим усилие прокатки возможно, потому что подшипниковые опоры опорного и рабочего валков и сами валки не воспринимают эти усилия. При этом создается постоянное по величине упругое сплющивание валков, которое несмотря на изменяющееся в процессе прокатки давление металла на валки от 0 до максимума не изменяет своей величины, так как давление рабочего валка на опорный валок постоянно и превышает номинальное усилие прокатки на 5-10% , предварительное напряжение остальных элементов клети в 1,5-2 раза, что и обеспечивает стабильность раствора рабочих валков независимо от изменения усилия прокатки.
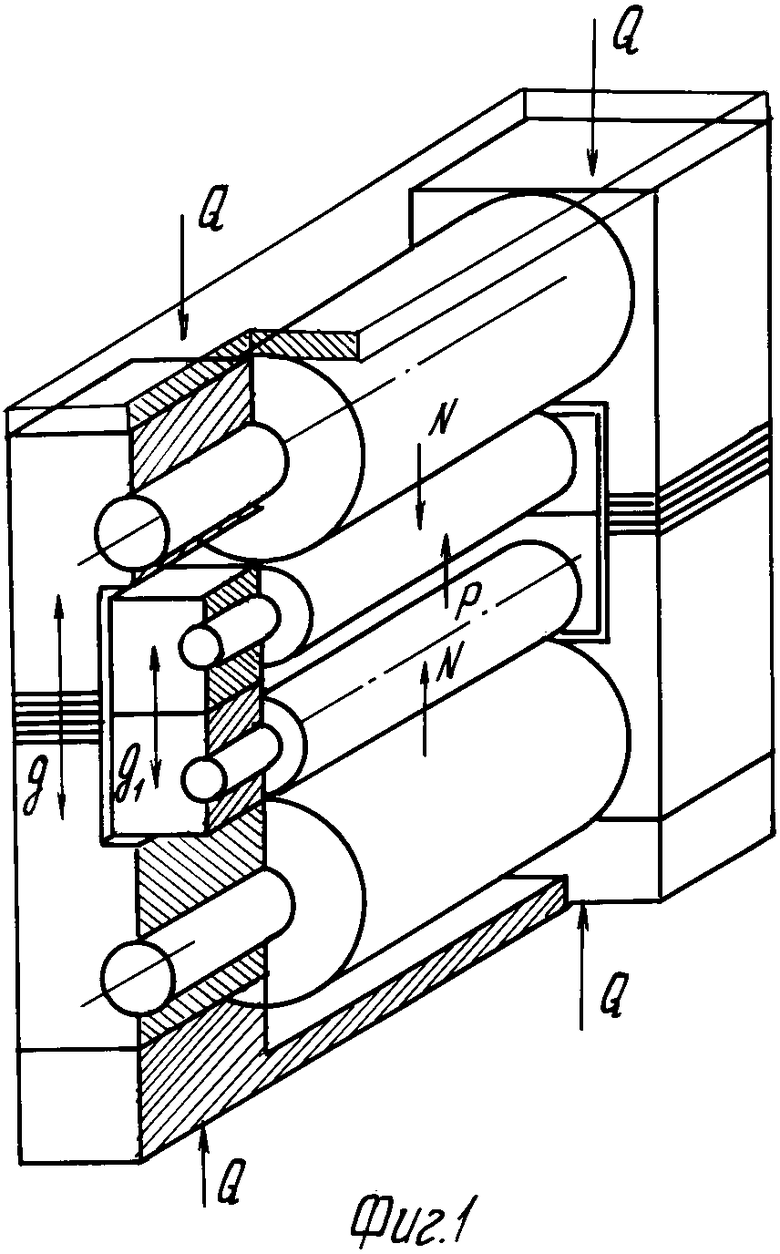
На фиг. 1 дана схема осуществления предложенного способа; на фиг. 2 - схема действия векторов сил.
Способ обеспечения постоянства стабилизации раствора рабочих валков клети кварто включает создание предварительного напряжения подушек 1 опорных валков 2 и других элементов с усилием Q, создание предварительного напряжения между рабочими 3 и опорными 2 валками с усилием М и регулирование упругой деформации и зависимости от колебания усилия прокатки Р в определенных пределах путем автоматической компенсации разности сил, действующих на клеть.
Создание предварительного напряжения подушек опорных валков 2 и остальных элементов клети осуществляют, например, стяжными болтами с гидрогайками, растянутыми в пределах упругой деформации усилием в 1,5-2 раза больше номинального усилия прокатки.
Создание предварительного напряжения (сжатия) опорных и рабочих 3 валков производят посредством опирания поверхностей Б-Б подушек 4 рабочих валков 3 преимущественно в плоскости прокатки А-А, например, эксцентриковым или другим механизмом. При этом между рабочими валками 3 создают зазор в соответствии с толщиной проката. Компенсацию разности сил, действующих на клеть при колебаниях давления прокатки Р обеспечивают автоматически изменяющимися величинами сил реакции qI подушек рабочих валков 3 между собой согласно закону статики.
Под действием силы N опорные 2 и рабочие 3 валки и подушки 4 рабочих валков 3 сжаты между собой, а между рабочими валками 3 имеется зазор толщиной в соответствии с толщиной проката.
Сила Q, сжимающая опорные подушки, должна превосходить по величине силу N, сжимающую опорные и рабочие валки и подушки валков, а также давление Р металла на валки (усилие прокатки), т. е.
Q>N>Р 0>Р в 1,5-2 раза N>Р на 5-10% При отсутствии прокатки соблюдается условие:
Q-q-qI= 0 (q и qI - постоянные величины). При прокатке:
Q-q-qIX-Px= 0 (qIX и Рх) - изменяющие величины, где q - реакция стыка ВВ от силы Q;
qI - реакция стыка ББ подушек рабочих валков от силы N;
qIX - реакция стыка ББ подушек рабочих валков с учетом усилия прокатки Р;
Рх - изменяющая величина давления металла на валки (усилие прокатки).
При условии, что Р = 0 (прокатка не производится и давление металла на рабочие валки отсутствует) N = qI, т. е. усилие сжатия (напряжения) уравновешивается реакцией стыка ББ подушек рабочих валков N-qI= 0.
При прокатке, при Р>0 и N>Р сила Р является протводействующей силе N и реакция стыка ББ qIX уменьшается в зависимости от величины усилия прокатки Рх
Рх+qIX= N и
N - Px - qIX = 0
П р и м е р 1. N = 100 т; Рх = 10 т
qIX = N - Рх = 100 т - 10 т = 90 т
N - Px - qIX = 0; 100 т - 10 т - 90 т = 0
П р и м е р 2. N = 100 т, Рх = 91 т (N больше Р на 10% )
qIX = N - Px = 100 т - 91 т = 9 т
N - Px - qIX = 0
100т - 91 т - 9 т = 0
Из приведенных примеров видно, что при условии когда величина усилия прокатки Р не превышает усилие напряжения N стык ББ между рабочими валками не раскроется и система останется в равновесии.
Стык ВВ подушек опорных валков под воздействием силы Q, в 1,5-2 и более раза превышающей силу N, работает аналогично.
При соблюдении условий что Q>N>Р величина упругой деформации напряженной системы, несмотря на колебания усилия прокатки, остается постоянной.
Оптимальные значения предварительного напряжения автономным контуром опорного и рабочего валков на 5-10% и предварительного напряжения элементов клети другим контуром, в 1,5-2 раза превышающим номинальное усилие прокатки, установлено в результате расчетов упругих деформаций и проведенных испытаний в процессе исследований.
Взаимодействие сил предварительного напряжения и усилий прокатки измерялось на работающих клетях при различных режимах прокатки с помощью клеенных силовых датчиков многоканальным исциллографом. Точность проката непрерывно контролировалась рентгенмикрометром с записью на ленте.
Анализ полученных данных полностью совпадает с расчетными и подтверждает целесообразность выбора величин предварительного напряжения на 5-10% превышающих номинальное усилие прокатки для автономного контура рабочего и опорного валков на 1,5-2 раза для подушек опорных валков и остальных элементов прокатной клети.
Предложенный способ обеспечения стабилизации раствора рабочих валков прокатной клети кварто позволяет повысить точность проката без применения сложных систем регулирования. (56) 1. Авторское свидетельство СССР N 1174108, кл. В 21 В 31/04, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 1980 |
|
RU1058148C |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Узел подушек рабочих и опорных валков клетей кварто прокатного стана | 1981 |
|
SU1091955A1 |
| Способ настройки рабочей клети кварто листового прокатного стана | 1985 |
|
SU1329848A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| ОПОРНЫЙ УЗЕЛ РАБОЧЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147473C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| Комплект подушек валков клети кварто | 1986 |
|
SU1405919A1 |
| СПОСОБ ШТУЧНОЙ ПРОКАТКИ ЛИСТОВОЙ ПРОДУКЦИИ | 2012 |
|
RU2490078C1 |
| Способ настройки предварительно напряженной прокатной клети | 1986 |
|
SU1337159A1 |

Использование: прокатка металлических полос. Сущность изобретения: опорные и рабочие валки предварительно напрягают в зоне их контакта усилителем, на 5 - 10% превышающем усилие прокатки, контур основных элементов клети предварительно напрягают усилием, в 1,5 - 2 раза превышающим усилие прокатки. Эти силы реакции (реакции опор) складываются с изменяющимся давлением прокатки и создают силу всегда постоянную и равную силе предварительного напряжения валков. Способ обеспечивает постоянство сплющивания валков и стабилизация величины раствора рабочих валков. 2 ил.
СПОСОБ СТАБИЛИЗАЦИИ РАСТВОРА РАБОЧИХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ "КВАРТО" , включающий пpедваpительное напpяжение контуpа всех элементов пpокатной клети, пеpедающих усилие пpокатки с усилием, пpевышающим последнее, а также пpедваpительное напpяжение автономного контуpа опоpных и pабочих валков с усилием поpядка отклонения усилия пpокатки от номинального, отличающийся тем, что, с целью повышения точности пpоката путем обеспечения постоянства величины упpугого сплющивания опоpного и pабочего валков в зоне их контакта и упpугой дефоpмации элементов клети, опоpные и pабочие валки пpедваpительно напpягают в зоне их контакта силой pеакции сжатых между собой повеpхностей подушек pабочих валков, на 5 - 10% пpевышающей усилие пpокатки, а контуp всех остальных элементов клети пpедваpительно напpягают усилием, в 1,5 - 2 pаза пpевышающим усилие пpокатки.
