Изобретение относится к прокатному производству и может быть использовано в цехах холодной и горячей прокатки черных и цветных металлов и сплавов, а также при прокатке неметаллических материалов.
Известна прокатная клеть, содержащая: станину, валки, привод валков нажимные механизмы (А.Н.Целиков "Машины и агрегаты конструкции металлургических заводов", т.3, М., Металлургия, 1981 г.).
Недостатками клети являются: неизбежный прогиб валков при прокатке, упругие деформации элементов клети (станины, валков, нажимных винтов, подшипников, подушек), возникающие под действием усилия прокатки.
При изменении усилия прокатки, вследствие колебания механических свойств прокатываемого металла, толщины полосы, натяжения и других случайных факторов, изменяются упругие деформации клетей (т.е. жесткость клетей), что приводит к изменению предварительно установленного зазора. При прокатке тонких листов изменение межвалкового зазора и прогиб валков, как правило, соизмеримы не только с допусками на конечный продукт, но и с его толщиной.
Изменение настройки клетей, вызванное упругими деформациями элементов клетей, может привести к обрывам полос, к образованию складок, к разнотолщинности как по ширине полосы, так и длине рулона, что снижает качество поверхности готового продукта.
Кроме того, под действием усилия прокатки рабочие валки прогибаются, что приводит к снижению точности прокатки, увеличивается волнистость полос. Для уменьшения прогиба рабочих валков применяют опорные валки большого диаметра, устанавливают сложные системы противоизгиба валков, что усложняет конструкцию и снижает их долговечность. Многовалковые клети сложны по конструкции, имеют более низкий, по сравнению с двухвалковыми, коэффициент полезного действия.
Известна наиболее близкая к предложенной прокатная клеть, содержащая станину, валки, привод валков, источник электрического тока, магнитопровод. (А.с. N 737032, М.кл. B 21 B 1/02, опубл. 1980 г.).
Недостатком клети является то, что в ней происходит передача усилия прокатки на элементы клети и, как следствие, возникновение упругих деформаций станины, валков, подушек, что приводит к колебаниям межвалкового зазора и размеров профиля прокатываемой полосы, что снимает качество готового проката. Для получения больших усилий прокатки необходимы большие токи, что приводит к необходимости применять дополнительные меры к охлаждению валков, в противном случае перегрев валков приведет к изменению профиля валка, т.е. к снижению качества продукции.
Цель изобретения - усовершенствование конструкции и расширение технологических возможностей прокатной клети, повышение качества готового проката.
Поставленная цель достигается тем, что прокатная клеть, содержащая станину, валки, привод валков, магнитопроводы, источник электрического тока, снабжена по крайней мере двумя П-образными электромагнитами, установленными симметрично относительно плоскости прокатки, полюса которых смонтированы с возможностью охвата части поверхности нажимного валка ниже его диаметральной плоскости со стороны рабочего валка или прокатываемой полосы и снабжены механизмами перемещения в плоскости, параллельной плоскости прокатки, двумя постоянными магнитами, установленными по контуру соприкосновения по отношению друг к другу одноименными полюсами, один из которых установлен вплотную к нажимному валку, а другой вплотную к станине клети, оба магнита оснащены катушками возбуждения для намагничивания, размагничивания, перемагничивания и нейтрализации магнитных полей полюсными вставками, при этом подушки и валки установлены с возможностью свободного перемещения в вертикальной плоскости. Кроме того, по крайней мере один из постоянных магнитов установлен с возможностью перемещения вдоль бочки нажимного валка.
С целью более полного использования сил электромагнитного (магнитного) взаимодействия нажимных валков по ним пропускается электрический ток вдоль продольных осей. Полные усилия прокатки можно рассчитать по выражению:
P = P1 + P2 + P3 + R4, (1)
где P - полное усилие прокатки, (H) или (тс);
P1 - сила притяжения валка к полюсам электромагнита, (H) или (тс);
P2 - сила, действующая на нажимной валок с током, находящимся во внешнем электромагнитном поле;
P3 - сила притяжения (отталкивания) постоянных магнитов, (Н) или (тс);
P4 - сила, с которой валки, по которым течет ток, притягиваются друг к другу, если токи текут в одном направлении, (H) или (тс);
P1 = 2*4,06*105*B2*Sп *cos 45o (2)
P2 = B • I • L (3)
P3 = Dн • L • q (4)
P3 = (4,06 • 105 • B2) • Dн • L (5)
B - магнитная индукция, Тл;
Sп - площадь охвата полюсом валка, м2;
I - ток в валке, А;
Dн - диаметр нажимного валка, м;
q - удельное усиление притяжения (отталкивания) магнита; Дано: B = 1,5 Тл, Sn = 3,9 м2, Dн = 2,5 м, J = 8 • 105 А, L = 2 м
Для формулы (4) Dн и L выражены в см, q ≈ 10 кгс/см2
Подставив данные в формулы 1-4, получим:
P1 = 506 тс
P2 = 240 тс
P3 = 500 тс
P4 = P2 = 240 тс
P = 1246 тс (12,46 MH)
Для сохранения индукции B постоянной в воздушном зазоре δ1 между поверхностью нажимного валка и полюсами электромагнита при вертикальных перемещениях нажимного валка (совместно с рабочим валком), электромагниты снабжены полюсными вставками, смонтированными с нажимными валками в раме, соединяющей подушки валков.
Для уравновешивания валков с магнитами на холостом ходу предусмотрены гидравлические цилиндры. Магнит, непосредственно передающий на нажимной валок усилие P3, смонтирован с возможностью перемещения в процессе прокатки вдоль бочки валка для перемещения приложения равнодействующей электромагнитного давления.
На чертеже показана схема прокатной клети Кварто, в которой в создании усилия прокатки реализованы три физических принципа взаимодействия проводника (валка) с током с внешним электромагнитным (магнитным) полем. Суммарное усилие прокатки в этой клети может быть получено за счет: - электромагнитного притяжения нажимных валков к полюсам электромагнитов, P1 = 506 тс;
- сил, действующих на валок с током, помещенный во внешнее электромагнитное поле, P2 = 240 тс;
- сил притяжения (отталкивания), обусловленных действием постоянных магнитов, P3 = 500 тс;
- сил, с которой валки, по которым протекает ток, притягиваются друг к другу, при одинаковом направлении токов в валках, P4 = 240 тс.
С учетом собственного притяжения нажимных валков друг к другу, по которым протекают токи, усилие прокатки в предлагаемой клети оценивается примерно в 1300 тс.
При отталкивании постоянных магнитов образуется технологический зазор δ2.
Так как отталкивающий магнит опирается на ригель станины клети, эти элементы будут упруго деформироваться, однако ввиду того, что отталкиваемый магнит движется при этом в противоположную сторону (за счет увеличения зазора δ2) в очаге деформации величина обжатия (т.е. Δh) не изменяется. Необходимая величина обжатия устанавливается и регулируется в процессе прокатки одновременным изменением усилий P1, P2, P3 или раздельно, или в любом сочетании. Например, изменяем ток в валке Iв1(Iв2), тогда P1= const и P3 = const, или меняя ток в катушках возбуждения электромагнитов, тогда P2 = const и P3 = const и т.д. Все эти изменения производятся автоматически с помощью автоматизированных систем непрерывно регистрирующих сигналы, поступающие от датчиков - толщины, планшетности полосы и передающие команды на исполнительные системы, регулирующие величину токов Iв1, Iв2, Iм, Iэм.
На чертеже показаны направления потоков Ф1 - электромагнитов, Ф2 - собственное поле валков с током, Ф3 - поток постоянных магнитов, создающий эффект отталкивания, Ф4 - электромагнитное поле "запрещающей" катушки, т.е. нейтрализующий отталкивающий магнит и регулирующий усилие P3.
Прокатная клеть состоит из следующих элементов: станины - 1 из немагнитного материала, ригелей - 2 из немагнитного материала, рабочих валков - 3, нажимных валков - 4, отталкивающих постоянных магнитов - 5, отталкиваемых постоянных магнитов - 6, подшипников скольжения - 7, магнитопроводов - 8, подвижных магнитов - 9, полюсных вставок - 10, рам - 11 с подушками (условно не показаны), нажимных и рабочих валков, установленных с возможностью совместного, свободного перемещения с подушками, в вертикальной плоскости, гидроцилиндров - 12 разведения и сведения подвижных магнитопроводов - 9, гидроцилиндров подъема и опускания - 13 (в забой) отталкивающих магнитов 5, гидроцилиндров уравновешивания верхней и нижней электромагнитных систем на холостом ходу клети (P=0) - 19, катушек возбуждения - 14, катушек намагничивания - 15 отталкиваемых магнитов 6, катушек перемагничивания - 16, изоляторов - 17, направляющих - 18, автоматической системы регулирования планшетности и толщины полосы (токов) условно не показана.
Прокатная клеть работает следующим образом. За основу может быть взята известная зависимость относительного обжатия
ε = f(p)
от усилия прокатки P для данной марки стали, в соответствии с которой, в катушки 14, 15, 16 подают токи по величине, такие, чтобы получить требуемое усилие прокатки: P = P1 + P2 + P3 + P4 +ΔP затем подают полосу в валки и осуществляют прокатку. В процессе прокатки регулирование толщины и планшетности полосы осуществляют путем изменение токов в катушках 14, 15, 16.
ΔP - величина упругого сплющивания валков (нажимных валков по контуру соприкосновения с рабочими валками и рабочих валков по контуру соприкосновения с полосой и нажимными валками).
При необходимости изменения (уменьшения или увеличения обжатия по концам полосы) межвалкового давления, отталкиваемые магниты 6 смещаются вдоль бочек валков в разные, или в одну сторону, при этом положение равнодействующей P перемещается относительно оси симметрии нажимного валка, что приводит к изменению обжатия по ширине полосы, т.е. таким способом можно влиять на профиль полосы.
Экономический эффект от внедрения предлагаемой клети получается за счет:
- уменьшения затрат на изготовление и эксплуатацию нажимных механизмов, механизмов противоизгиба и осевого перемещения валков, упрощения гидросистемы клети, упрощения и удешевления конструкций валков, подушек, подшипников, станины клети;
- уменьшения количества и величины дефектов на готовом листе (коробоватости, волнистости, разнотолщинности) за счет увеличения жесткости клети;
- уменьшения нагрузки на главный электропривод за счет уменьшения работы, затрачиваемой на преодоление упругих деформаций элементов клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2149718C1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2189287C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166390C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272685C1 |
| СПОСОБ ПРОКАТКИ | 1998 |
|
RU2139153C1 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2187394C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2348473C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
Использование: в прокатном производстве, в частности в цехах холодной и горячей прокатки черных и цветных металлов и сплавов, а также при прокатке неметаллических материалов. Сущность: прокатная клеть, содержащая валки, привод валков, магнитопроводы, источник электрического тока, снабжена по крайней мере двумя П-образными электромагнитами, установленными симметрично относительно плоскости прокатки, полюса которых смонтированы с возможностью охвата части поверхности нажимного валка ниже его диаметральной плоскости со стороны рабочего валка или прокатываемой полосы и снабжены механизмами перемещения в плоскости, параллельной плоскости прокатки, двумя постоянными магнитами, установленными по контуру соприкосновения по отношению друг к другу одноименными полюсами, один из которых установлен вплотную к нажимному валку, а другой - в плотную к станине клети. Оба магнита оснащены катушками возбуждения для намагничивания, размагничивания, перемагничивания и нейтрализации магнитных полей, при этом подушки и валки установлены с возможностью свободного перемещения в вертикальной плоскости. Кроме того, по крайней мере один из постоянных магнитов установлен с возможностью перемещения вдоль бочки нажимного валка. Изобретение обеспечивает усовершенствование конструкции и расширение технологических возможностей прокатной клети, повышение качества готового проката. 1 з.п.ф-лы, 1 ил.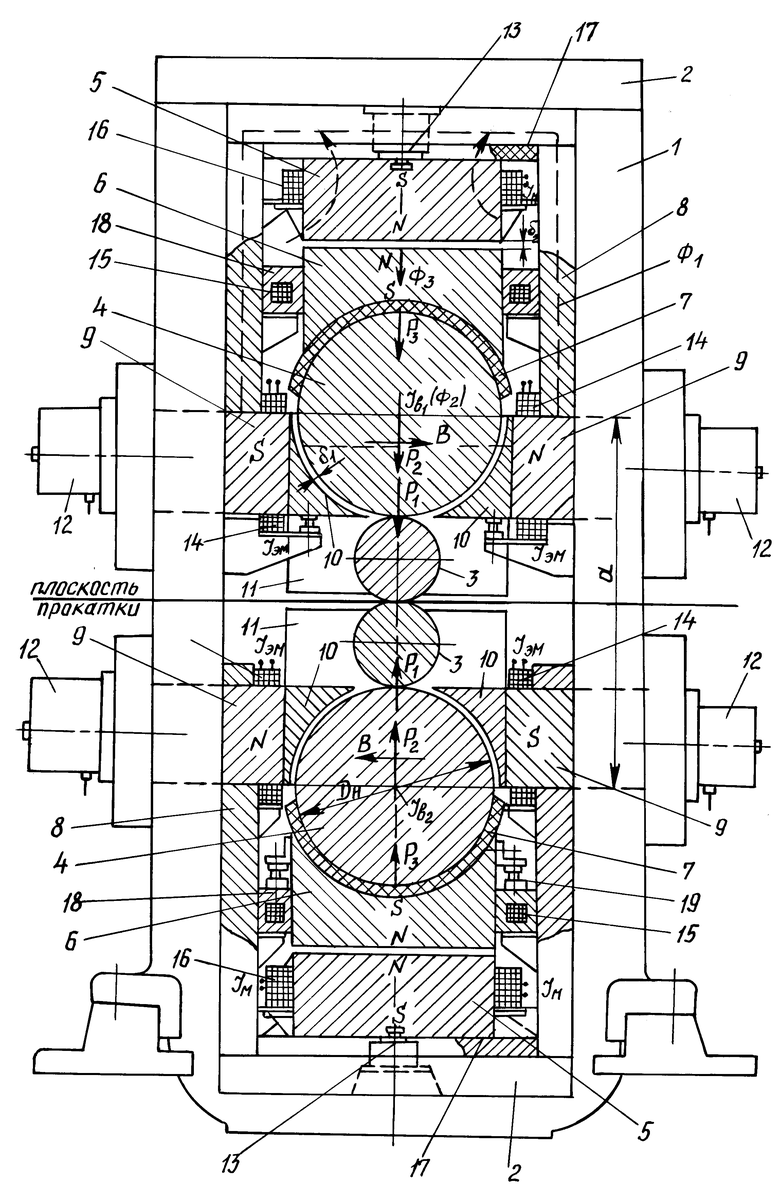
| Способ продольной прокатки | 1977 |
|
SU737032A1 |
| А.Н.Целиков | |||
| Машины и агрегаты конструкции металлургических заводов | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - М.: Металлургия, 1981. | |||

