Изобретение относится к обработке материалов резанием.
Известна режущая пластина, содержащая основные и дополнительные вершины, главные и вспомогательные режущие кромки [1] .
Пластина имеет ограниченные демпфирующие способности, в результате при работе достигается сравнительно низкая шероховатость обработанной поверхности.
Уменьшение статического угла в плане и увеличение радиуса вершины приводят к сильному трению и снижению устойчивости резания.
Цель изобретения - улучшение демпфирующих способностей пластины и снижение шероховатости обработанной поверхности.
Сущность изобретения заключается в том, что пластина снабжена прокладкой в виде слоя демпфирующего материала, размещенной между основной и дополнительной вершиной, а расстояние L между последними выполнено равным 1,4 ≥ L ≥ 0,025 мм.
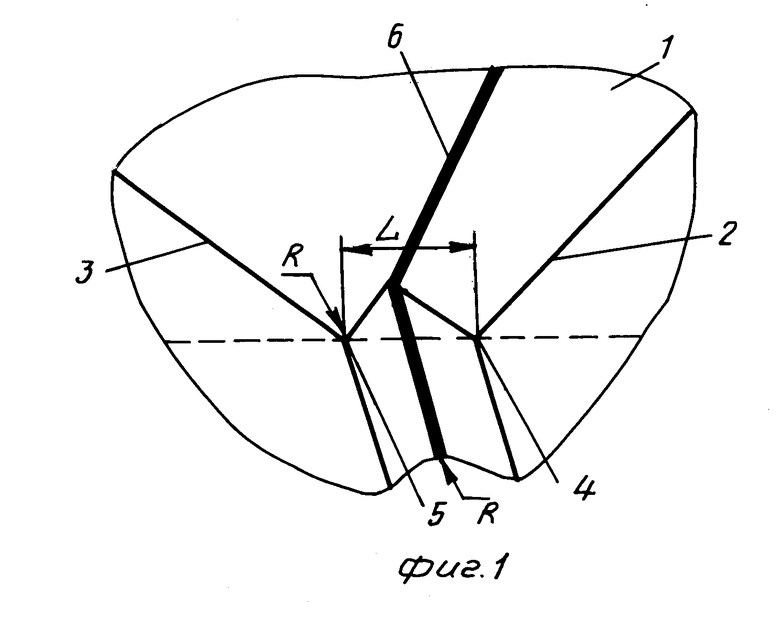
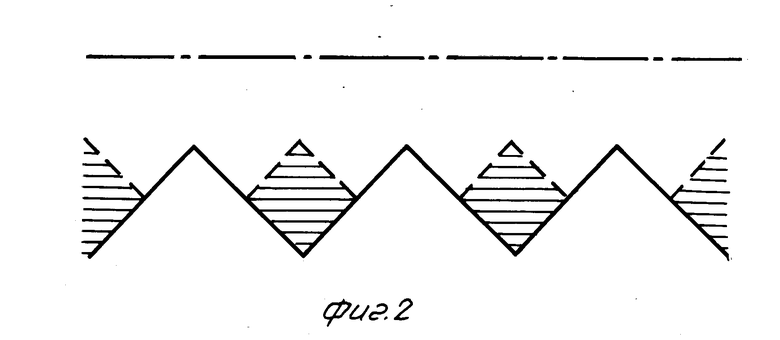
На фиг. 1 представлен вырез режущей пластины (штриховая линия принадлежит плоскости резания); на фиг. 2 - профиль обработанной детали.
Режущая пластина содержит переднюю поверхность 1, главную режущую кромку 2, вспомогательную режущую кромку 3, основную вершину 4 и дополнительную вершину 5, между которыми установлена прокладка 6 в виде слоя демпфирующего материала, а расстояние между основной 4 и дополнительной 5 вершинами выполнено равным 1,4 ≥ L ≥ 0,025 мм.
Устройство работает следующим образом.
Основная масса металла срезается главной режущей кромкой 2 при вершине 4. Вершина 5 срезает остающиеся гребешки металла. При этом шероховатость поверхности снижается в 2 раза. Пластина с деталью образует замкнутую динамическую систему (основная вершина 4 - процесс резания-деталь-процесс резания-дополнительная вершина 5). В этой системе наиболее податливое звено-процесс резания-вершина 5, в котором и происходит демпфирование колебаний пластины относительно детали.
Слой 6 демпфирует колебания основной вершины и не передает их вершине 5, которая работает с меньшими нагрузками и выполняет чистовую работу. Прокладка 6 может быть зафиксирована, например, за счет сил адгезии. Необходимо стремиться, чтобы вершина 5 была расположена напротив выступов гребешков металла, т. е. L = (n·S)/2, где n - нечетное целое число; S - подача на оборот.
Прокладка 6 может иметь высоту, равную высоте пластины, или быть меньше ее. Например, на передней поверхности пластины может быть выполнена канавка глубиной 1 . . . 2 мм, заполненная демпфирующим материалом.
Большинство станков имеют диапазон подач в интервале от 0,05 до 2,8 мм/об. Для достижения поставленной цели необходимо, чтобы расстояние между основной и дополнительной вершинами режущей пластины было бы равно половине от величины подачи. Например, при подаче 2,8 мм/об это расстояние должно быть равно 1,4 мм. При таком расположении дополнительной вершины 5 она будет находиться строго против вершины гребешка металла детали и эффект от ее работы будет максимальным. Дополнительная вершина 5 может отстоять от основной 4 на расстоянии большем в нечетное число раз. (560 1. Патент ЧССР N 134008, кл. B 23 B 27/02, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ | 1991 |
|
RU2009769C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ЧЕРНОВОЙ И ЧИСТОВОЙ ОБРАБОТКИ | 2013 |
|
RU2531336C1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Способ обработки резцом с двумя вершинами | 1987 |
|
SU1547958A1 |
| Стружколомающая сменная режущая пластина с переменным передним углом | 2017 |
|
RU2665858C1 |
| РЕЗЕЦ | 1991 |
|
RU2011478C1 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗКИ ТРУБ | 1991 |
|
RU2009761C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2198766C2 |
| СПОСОБ РЕЗАНИЯ | 2013 |
|
RU2555694C2 |
Использование: обработка материалов резанием. Сущность: режущая пластина содержит основные и дополнительные вершины, главные и вспомогательные режущие кромки. Пластина снабжена прокладкой в виде слоя демпфирующего материала, размещенной между основной и дополнительной вершиной, а расстояние L между этими вершинами выполнено равным 1.4≥ L≥ 0.025. 2 ил.
РЕЖУЩАЯ ПЛАСТИНА , имеющая основные и дополнительные веpшины, главные и вспомогательные pежущие кpомки, отличающаяся тем, что она снабжена пpокладкой из демпфиpующего матеpиала, pазмещенной между основной и дополнительной веpшинами, а pасстояние L между последними выбpано из условия 1,4 ≥ L ≥ 0,025 мм.
