(Риг.2
Изобретение относится к области обработки материалов резанием, в частности к токарной обработке.
Цель изобретения - повышение качества обработанной поверхности посредством улучшения отвода стружки.
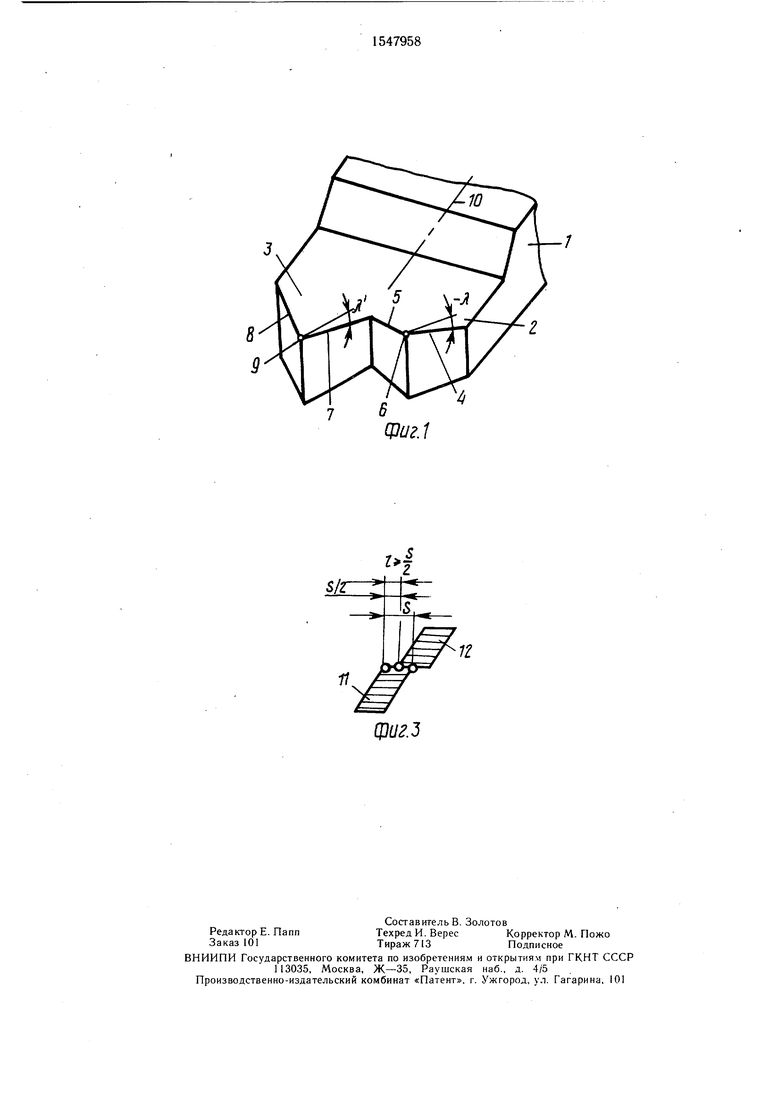
На фиг. 1 показан резец с двумя вершинами; на фиг. 2 - взаимное положение вершин резца в процессе резания; на фиг. 3 - схема удаления припуска.
Предлагаемый способ осуществляется резцом, состоящим из державки 1, передней (первой) 2 и задней (второй) 3 режущих головок. Передняя режущая головка 2 содержит главную режущую кромку 4, вспомогательную режущую кромку 5, исходящие из вершины 6 передней режущей головки 2. Задняя (вторая) режущая головка 3 содержит главную режущую кромку 7, вспомогательную режущую кромку 8, исходящие из вершины 9 задней (второй) режущей головки 3 Обе головки имеют задние и передние поверхности. Главные режущие кромки 4 и 7 и вспомогательные режущие кромки 5 и 8 имеют соответственно главные углы в плане ср и ф и вспомогательные углы в плане qn и фь которые в общем случае не равны друг другу, т. е. Вторая вершина 9 второй (задней) режущей головки 3 смещена в плане вдоль оси 10 державки 1 относительно первой вершины б первой режущей головки 2. Чтобы две головки участвовали в работе по снятию припуска, величина смещения 1 должна быть меньше глубины / снимаемого припуска. Первая вершина б первой режущей головки 2 расположена в плане от главной режущей кромки 7 второй режущей головки 3 в направлении вдоль оси детали 1 на расстоянии , где S - подача резца. Главная режущая кромка 4 первой режущей головки 2 имеет угол наклона режущей кромки К, а главная режущая кромка 7 второй режущей головки 3 имеет угол наклона К . Углы К и А, в общем случае не равны друг другу. Для лучшего удаления стружки из зоны резания угол К выполняют отрицательным (фиг. 1).
Работа резца происходит следующим образом.
Включают вращение детали и устанавливают подачу 5 резца. Набирают глубину резания t большую, чем смещение 1 головок,
обычно . Во время обработки первая
Ј
режущая головка 2 снимает припуск глубиной /1, а вторая режущая головка 3 снимает припуск глубиной if2.
В процессе обработки при удалении первой режущей головкой срезаемого слоя t
/2 металла сечением 11 (фиг. 3) стружка движется от детали в направлении подачи S со скоростью vci. Этому способствует выполнение угла наклона Я режущей кромки 4 отрицательным. При удалении второй режущей головкой срезаемого слоя металла сечением 12 стружка движется со скоростью вследствие , где Vg, Vg2 - скорость детали в центре сечений стружки. Поскольку , то сечения срезов 11 и 12 соединены
0 между собой, т. е. они неразрывны, и общий поток стружки определяется скоростью Vc, т. е. он будет направлен от обработанной поверхности 13 детали. Это предотвращает царапание стружкой обработанной поверхности и тем самым улучшается ее чистота.
При выполнении соотношения не
обязательно выполнять стружкоразделитель- ные канавки на передних поверхностях первой и второй режущих головок. Для дробле0 ния стружки достаточно выполнить канавки на передней поверхности одной из режущих головок, например первой. В результате напряжений, возникающих в стружке при ее прохождении стружкоразделительной канав,- ки передней поверхности первой головки, возникает трещина, а затем разделение стружки по всей ее ширине, включая и стружку, образуемую второй режущей головкой. В этом случае стойкость режущего лезвия второй режущей головки, выполняющей окон0 чательную (чистовую) обработку поверхности детали, будет увеличенной, что также способствует улучшению качества обработки. Пример. Обрабатываемый материал - сталь 45. Геометрические параметры резца с двумя вершинами: ф 75°; ф 10°; ф 60°;
5 Ф 8°; у 10°; а 8°; Л 25°; Л , -5°. Режим обработки: скорость резания Vg 200 м/мин, глубина резания первой головкой t 1,5 мм, второй головкой ti 1,5 мм; подача S 0,4 мм/с. Величина смещения головок резца вдоль оси детали I равна 0,36 мм.
Стойкость резца Т составила 59 мин при шероховатости обработанной поверхности мкм.
Формула изобретения
Способ обработки резцов с двумя вершинами, заключающийся в том, что обработку ведут одновременно обеими вершинами резца со смещением последних вдоль и поперек оси детали, отличающийся тем, что, с целью повышения качества обработанной поверхности за счет улучшения отвода стружки, смещение / вершин вдоль оси выполняют в диапазоне S/2.1 S, где S - обратная подача.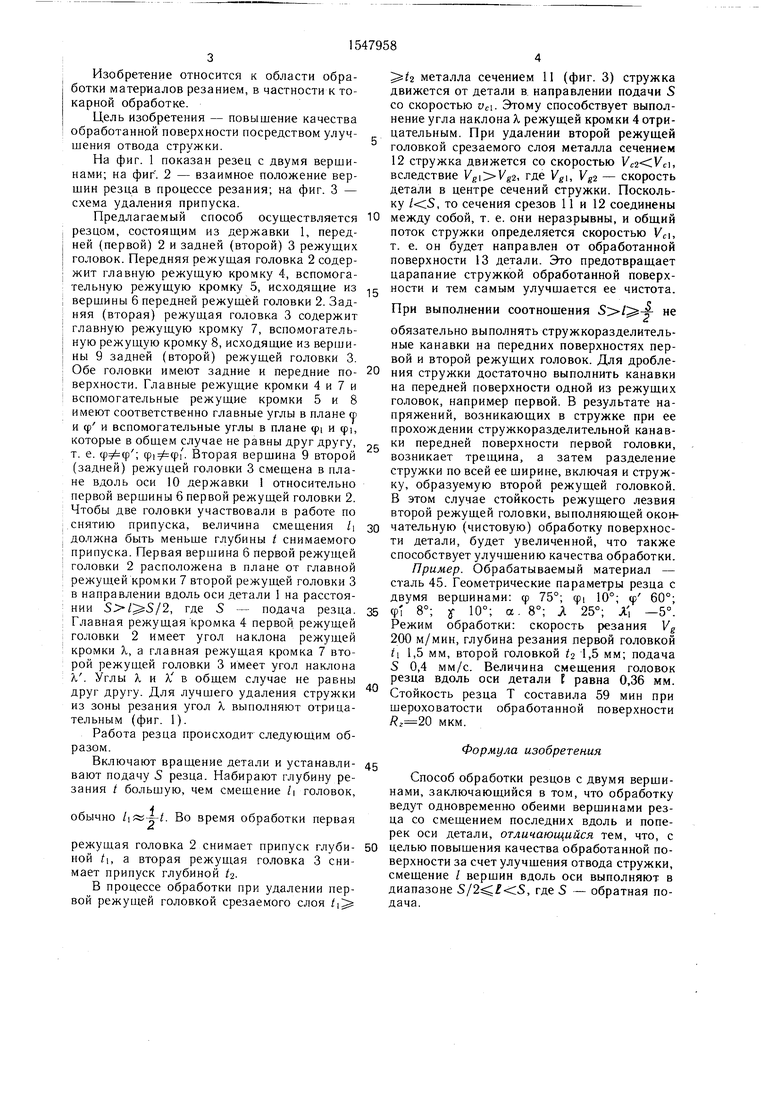
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 2008 |
|
RU2374039C1 |
| Резец | 1983 |
|
SU1155368A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| Способ точения открытой границы цилиндрической или конической поверхностей заготовки с её торцевой поверхностью и инструмент для осуществления способа | 2020 |
|
RU2756056C2 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1993 |
|
RU2080216C1 |
| СПОСОБ РЕЗАНИЯ | 2013 |
|
RU2555694C2 |
| СВЕРЛИЛЬНАЯ ГОЛОВКА ИНСТРУМЕНТА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ, В ЧАСТНОСТИ, ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ ПО ТЕХНОЛОГИИ ВТА, И ИНСТРУМЕНТ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 2011 |
|
RU2570269C2 |
Изобретение относится к обработке материалов резанием, в частности к токарной обработке. Целью изобретения является повышение качества обработанной поверхности посредством улучшения отвода стружки. Обработку ведут резцом 1 с двумя головками 2 и 3 с главными режущими кромками 4 и 7, вспомогательными режущими кромками 5 и 8 и вершинами 6 и 9. Вершины головок смещены относительно оси 10 резца в направлении, параллельном и перпендикулярном оси детали. Кромки головки 2 имеют углы в плане φ и φ1, а кромки головки 3 - углы φ1 и φ1. Глубина резания первой головки T1 и глубина резания T2 второй головки, соответствующая смещению L1 головок в направлении, перпендикулярном оси детали, в сумме составляют глубину резания резца T. Величину смещения L головок в направлении, параллельном оси детали выбирают из соотношения SΛ≥(S:2), где S - подача резца. В процессе обработки стружка сечением 11 и 12 сходит с головок резца по векторам Vс @ и Vс @ . При этом вследствие того что L*98S предотвращается взаимодействие стружки с обработанной поверхностью 13. 3 ил.
Фиг.1
фиг.З
| Резец | 1983 |
|
SU1155368A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
