Изобретение относится к области обработки металлов резанием и может быть использовано при обработке коленчатых валов цельных конструкций для дизельных двигателей, поршневых компрессоров и т.д.
Известны различные способы обработки шеек коленчатых валов, суть которых сводится к процессу круглого фрезерования путем внешнего или внутреннего касания. Также обработка ведется одновременно несколькими дисковыми или кольцевыми фрезами при стационарном положении вала или его вращении вокруг оси коренных подшипников. Но в любом случае независимо от кинематики движения заготовки и инструмента друг относительно друга скорость резания - это скорость инструмента. Подача при этом может быть врезная (радиальная) или круговая (при вращении заготовки или планетарном движении инструмента).
Литература: А. Г. Косилова, Р.К. Мещеряков "Справочник технолога машиностроителя" т.1, Машиностроение, М, 1985 с.331-333 - аналог.
Недостатками данных методов обработки являются значительная величина шероховатости обрабатываемой поверхности (Ra=5÷8 мкм) и низкая точность обработки (допуск на диаметр шейки ±0,1 мм).
Известен способ обработки деталей типа коленчатых валов, при котором обрабатывают шейки и торцевые поверхности щек инструментом в виде дисковой фрезы; на периферии фрезы выполнены зубья, вершины режущих кромок которых находятся на одном диаметре, а углы между кромками двух соседних зубьев одинаковы. При обработке цилиндрических шеек детали сообщают вращение со скоростью резания, а инструменту со скоростью подачи. Соотношение между частотой вращения инструмента и детали устанавливают прямо пропорционально величине подачи на один оборот детали.
Авторское свидетельство: SU 1421473 А1, В 23 С 3/06 - прототип "Способ обработки деталей типа коленчатых валов и станок для его осуществления", Бюллетень изобретений 33, 1988 г.
Недостатком данного способа является то, что технология его осуществления предписывает выполнение следующих ограничений, а именно ωи/ωд = Sкр/2πRи, где ωи,ωд - угловые скорости инструмента и детали, рад/с; Sкр - подача инструмента на оборот детали, мм/об; Ru - радиус инструмента, мм. Это соотношение предусматривает пропорциональную зависимость между величиной подачи инструмента на оборот детали Sкр и частотой вращения детали. Вместе с тем широко известно, что влияние этих режимных характеристик процесса резания на параметры шероховатости обрабатываемой поверхности, а также на силы резания, определяющие, в конечном счете, точность обработки, не одинаково. Например, для снижения высоты микронеровностей и снижения сил резания требуется уменьшить величину подачи или увеличить частоту вращения детали, но в различных пропорциях, так как их влияние на параметры качества различно. Кроме того, сам процесс обработки шеек также не однозначен, поскольку в начале обработки идет процесс снятия металла, имеющего высокую прочность, а именно упрочненный поверхностный слой заготовки (корка). В связи с этим для достижения требуемой точности обработки и шероховатости обрабатываемой поверхности в процессе резания необходимо постоянно изменять соотношения между режимами обработки, обеспечивая тем самым процессы предварительной и окончательной обработок.
Кроме того, данный способ обработки и приведенное в нем соотношение угловых скоростей детали, инструмента, а также подачи инструмента на оборот детали при конструкции фрезы с одинаковой высотой режущих кромок зубьев и равными углами между ними (одинаковым шагом) не обеспечивает условия непрерывности резания. То есть между моментом вступления в резание каждого последующего зуба по отношению к моменту прекращения резания предыдущего зуба имеются разрывы во времени. В этом случае происходит ударное нагружение детали, что ухудшает качество обрабатываемой поверхности, снижает точность обработки.
Задачей предлагаемого изобретения является устранение указанных недостатков и достижение нового технического результата, заключающегося в повышении точности и параметров шероховатости обрабатываемой поверхности за счет осуществления непрерывного процесса резания, когда в контакте с обрабатываемой поверхностью всегда находится та или иная режущая кромка инструмента, причем снимаемый ею припуск всегда меньше припуска снятого предыдущей режущей кромкой.
Поставленная задача решается тем, что в способе обработки детали типа коленчатых валов, имеющих цилиндрические поверхности шеек, обрабатывают дисковой фрезой с зубьями на периферии, у которой на каждом зубе выполняют режущую кромку и располагают ее под углам относительно режущей кромки соседнего зуба. Поверхности шеек обрабатывают со скоростью резания, которую определяет частота вращения детали.
Новым в данном способе является то, что каждую режущую кромку фрезы устанавливают выше предыдущей, а каждый последующий угол между режущими кромками соседних зубьев выполняют меньшим, чем предыдущий, от первого зуба, вступающего в резание, к последнему, причем угловые скорости фрезы и детали выбирают из соотношения
где ωи, ωд - угловые скорости инструмента и детали, рад/с;
ϕzi - угол между режущими кромками инструмента, рад;
ΔSi - радиальное изменение высоты установки i режущей кромки по отношению к предыдущей;
Sp - скорость радиальной подачи инструмента, мм/об.
На фиг.1 представлена кинематическая схема осуществления способа.
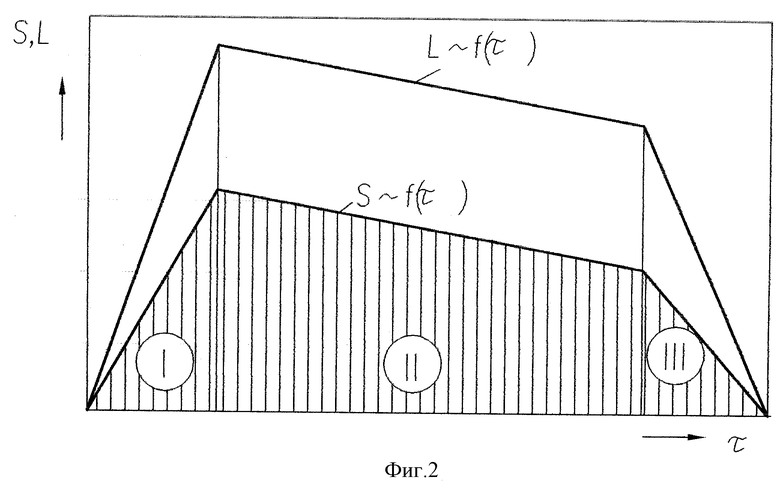
На фиг.2 представлена схема изменения толщины снимаемого припуска (S) и длины (L) стружки за время цикла (τ) обработки одной шейки.
Способ осуществляется следующим образом.
Деталь закрепляют на станке и сообщают вращение вокруг оси обрабатываемой шейки 0 со скоростью ωд. Инструмент, выполненный в виде дисковой фрезы с числом зубьев Z, устанавливают на шпинделе фрезерной головки и сообщают вращение вокруг оси 01 со скоростью ωи. Причем инструмент выполняют так, что характеристики режущей кромки каждого зуба фрезы Zi, а именно, высота режущей кромки Ai всегда меньше высоты следующей за ней движущейся кромки Ai+1 на величину ΔSi, а угол между режущими кромками соседних зубьев ϕzi всегда больше, чем угол между следующими за ними режущими кромками ϕzi+1. Частоту вращения инструмента ωи назначают на порядок меньше, чем частоту вращения детали ωд(ωд≫ωи).
При обработке цилиндрических шеек детали скорость резания определяет частота вращения детали. Перед обработкой шеек фрезу 1 устанавливают относительно обрабатываемой поверхности 2 до ее касания с вершиной режущей кромки зуба 3, расположенной на наименьшем радиусе фрезы Rи1. Инструменту сообщают подачу Sp. Резание осуществляют по схеме, обеспечивающей непрерывность протекания процесса резания и постоянное уменьшение усилий, деформирующих систему деталь - инструмент.
Из кинематической схемы осуществления процесса (фиг.1) следует, что начальному моменту резания соответствует положение зуба фрезы Z1. При этом вершина резца А1 находится в точке касания с обрабатываемой поверхностью детали. При осуществлении подачи Sp за время поворота инструмента от зуба Z1 к зубу Z2 со скоростью ωи вершина режущей кромки А1 перемещается в положение А1 1, проходя при этом путь L1 и врезаясь в поверхность детали на глубину S1. При перемещении т. А1 в положение А1 1 положение резания занимает зуб Z2.
После завершения процесса резания этим зубом вершина режущей кромки А2 проходит путь L2 и врезается в поверхность детали на глубину S2. To есть начало процесса резания вершины режущей кромки второго зуба Z2 совпадает с моментом окончания резания первым зубом Z1. Причем S2<S1, т.к. за время поворота инструмента на один зуб произошло некоторое уменьшение величины подачи Si и уменьшение времени вступления в резание режущего зуба Z2 по отношению к Z1. При перемещении т. А2 в положение А2 1 в резание вступает следующий зуб Z3, после чего процесс повторяется до полного снятия припуска. Причем при снятии каждой режущей кромкой своего припуска Si+1<Si, так как увеличение высоты режущей кромки ΔSi+1 меньше, чем ΔSi, а угол поворота режущих кромок ϕzi+1<ϕzi.
В зависимости от изменения высоты установки режущей кромки ΔSi и изменения шага (угла ϕzi) между режущими кромками фрезы кинематическая схема снятия припуска обеспечивает более быстрый или медленный процесс выхода на требуемый размер, но в котором всегда реализуются этапы врезания, черновой и чистовой обработки, выглаживания (фиг.2). Здесь на I этапе формируется толщина снимаемого припуска S1, на II этапе происходит линейное убывание толщины снимаемого припуска с различной интенсивностью; на III этапе происходит переход от спиральной формы сечения среза заготовки к цилиндрической (гарантированное выглаживание и калибрование) поверхности детали.
Реализация данной кинематической схемы резания предполагает осуществление непрерывного процесса резания и обеспечение снятия каждым режущим зубом припуска, толщина и длина которого меньше припуска снятого предыдущей режущей кромкой.
Из кинематической схемы (фиг.1) резания следует, что условие непрерывности протекания процесса резания (вступление в резание каждой последующей режущей кромки в момент выхода из резания предыдущей) может быть обеспечено при установлении жесткого соотношения между режимными параметрами процесса резания ωи,ωд, Sp и геометрическими параметрами фрезы ϕzi,ΔSi. Кинематические расчеты данной схемы резания основаны на равенстве времени снятия припуска с обрабатываемой поверхности детали впереди стоящей i-й режущей кромки  времени поворота следующей за ней (i+1)-й режущей кромки инструмента до вступления в процесс резания τui+1 = ϕzi/ωи. Это условие соблюдается при следующем соотношении режимов обработки и параметров резания
времени поворота следующей за ней (i+1)-й режущей кромки инструмента до вступления в процесс резания τui+1 = ϕzi/ωи. Это условие соблюдается при следующем соотношении режимов обработки и параметров резания
где ωи,ωд - угловые скорости инструмента и детали, рад/с; ωzi - угол между режущими пластинами, рад. ; Sp - скорость радиальной подачи на один оборот детали, мм/об; ΔSi - радиальное изменение высоты установки i-й режущей кромки по отношению к предыдущей.
Угол между двумя соседними кромками зубьев при осуществлении данного способа определяется из следующего соотношения:
A= Rиi+Rдi-Si - расстояние между центрами инструмента и детали на каждом i-м этапе резания, мм;
Rиi, Rдi - радиусы i-й режущей кромки инструмента и детали после снятия очередного слоя материала припуска;
Si - радиальная подача на один оборот детали, мм/об.
Данные выражения необходимо использовать при проектировании многолезвийного инструмента и технологических операций обработки цилиндрических деталей данным способом, то есть способом непрерывного резания деталей многолезвийным инструментом.
Из данных выражений следует, что при обработке цилиндрической поверхности коленчатого вала из стали 45 радиусом Rд=50 мм, фрезой радиусом Rи=400 мм, при подаче инструмента на один оборот детали S=0,1 мм/об величина ϕz должна составлять 0,87•10-2 рад, ωи/ωд =1,79•10-3. Если принять, что для обработки данной стали оптимальной является скорость резания 1 м/с (60 м/мин), то тогда ωд = составит 20 с-1, а ωи=5,7•10-3 об/с или 0,342 об/мин. Врезная подача S = ωд•Sp составит 19,1 мм/мин. При величине снимаемого припуска 3 мм время обработки составит 9,42 с, при этом в резании будут участвовать 30 режущих зубьев инструмента.
Непрерывное осуществление процесса резания, в течение которого постоянно уменьшаются толщина и длина снимаемого слоя, срезанного каждым зубом, приводит к непрерывному уменьшению величины сил и температур резания, величины и амплитуды вынужденных колебаний системы станок - приспособление - инструмент - деталь позволяет достичь высокой точности обработки и шероховатости обрабатываемой поверхности. Так, при обработке с помощью данного способа шеек коленчатых валов из стали 40Х и 45 фрезами с неперетачиваемыми пластинами удалось достичь следующих параметров: шероховатость Ra=2÷5 мкм; допуск на диаметр ±0,01 мм. Это позволяет исключить из технологического процесса обработки коленчатого вала целый ряд шлифовальных операций коренных и шатунных шеек.
Изобретение относится к области обработки металлов резанием, к обработке коленчатых валов дизельных двигателей и поршневых компрессоров. Способ заключается в том, что цилиндрические поверхности шеек коленчатых валов обрабатывают дисковой фрезой с зубьями на периферии. На каждом зубе выполняют режущую кромку и располагают ее под углом относительно режущей кромки соседнего зуба. Поверхности шеек обрабатывают со скоростью резания, которую определяет частота вращения детали. Для повышения точности и уменьшения шероховатости обработанной поверхности за счет создания оптимальных условий резания каждую режущую кромку зуба фрезы, расположенного на периферии, устанавливают выше предыдущей, а каждый последующий угол между режущими кромками соседних зубьев фрезы выполняют меньшим, чем предыдущий от первого зуба, вступающего в резание, к последнему. При этом угловые скорости фрезы и детали выбирают из приведенного соотношения. 2 ил.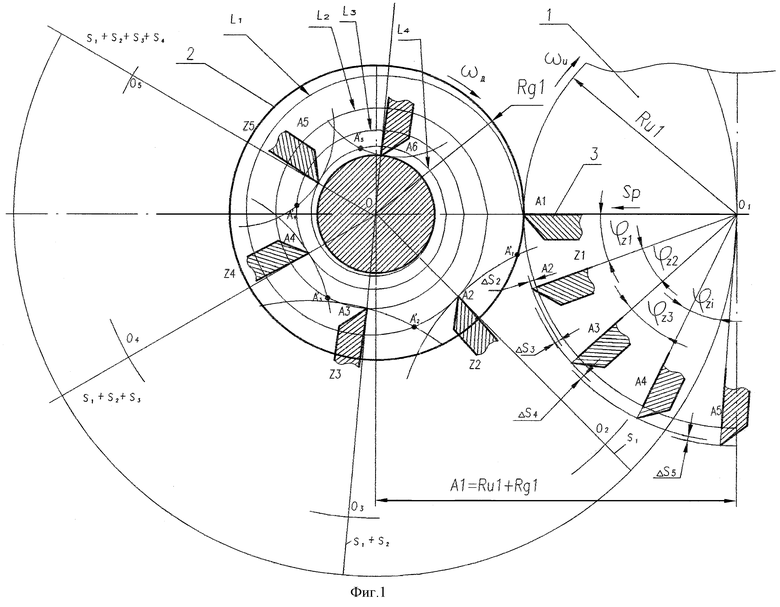
Способ обработки деталей типа коленчатых валов, имеющих цилиндрические поверхности шеек, которые обрабатывают дисковой фрезой с зубьями на периферии, у которой на каждом зубе выполняют режущую кромку и располагают ее под углом относительно режущей кромки соседнего зуба, при этом обрабатывают поверхности шеек со скоростью резания, которую определяет частота вращения детали, отличающийся тем, что каждую режущую кромку зуба фрезы устанавливают выше предыдущей, а каждый последующий угол между режущими кромками соседних зубьев фрезы выполняют меньшим, чем предыдущий, от первого зуба, вступающего в резание, к последнему, причем угловые скорости фрезы и детали выбирают из соотношения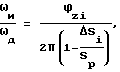
где ωи, ωд - угловые скорости инструмента и детали, рад/с;
ϕzi - угол между режущими кромками соседних зубьев, рад;
Sp - скорость радиальной подачи на один оборот детали, мм/об;
ΔSi - радиальное изменение высоты установки i-й режущей кромки по отношению к предыдущей, мм.
| DE 3516100 A1, 06.11.1986 | |||
| СПОСОБ СНЯТИЯ ПРИПУСКА ПРИ ОБРАБОТКЕ ТЕЛ ВРАЩЕНИЯ | 0 |
|
SU184580A1 |
| Способ токарной обработки | 1969 |
|
SU302921A1 |
| Способ тангенциального точения | 1974 |
|
SU480497A1 |
| Способ обработки деталей типа коленчатых валов и станок для его осуществления | 1986 |
|
SU1421473A1 |
| US 5349888, 27.09.1994 | |||
| DE 4131363 А1, 01.04.1993 | |||
| DE 19833363 А1, 27.01.2000 | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| ЭТИН А.О | |||
| и др | |||
| Кинематический анализ и выбор эффективных методов обработки лезвийным инструментом | |||
| - М.: АО "ЭНИМС", 1994, с.67 и 68, рис.23. | |||
