Изобретение относится к области машиностроения, в частности к способам и устройствам для получения отверстий резанием.
Известен способ обработки отверстий и устройства для глубокого сверления, состоящее из державки, связанной со сверлом, имеющим центральную и кольцевую части. Режущие пластины последней расположены в одной радиальной плоскости с разным эксцентриситетом смещения относительно оси сверла, а длина рабочих кромок режущих пластин обратно пропорциональна их эксцентриситету смещения.
Недостаток известного технического решения состоит в том, что при работе сверло вращают в одном направлении. Это создает крутящий момент, стремящийся повернуть заготовку и устройство привода вращения и затрудняющий обработку, например, в условиях невесомости при ручном сверлении. Эксцентричное расположение режущих пластин при любом соотношении длин рабочих кромок не обеспечивает уравновешивание радиальных сил и изгибающего момента на сверле, снижая его стойкость. Наличие спиральных ленточек у центрального сверла ухудшает дробление стружки и ее вывод из отверстия.
Цель изобретения - повышение точности обработки посредством уравновешивания результирующего крутящего момента, а также повышение надежности работы устройства за счет увеличения стойкости сверла.
На чертеже изображено устройство, реализующее способ обработки отверстий.
Способ заключается в следующем. Устройство крепится державкой в шпинделе и стаканом к неподвижной его части. Отношение суммарной длины режущих кромок для кольцевой и центральной частей определяют из соотношения из условия уравновешивания результирующего крутящего момента от обеих частей при их вращении в противоположные стороны.
Устройство содержит центральную часть 1, кольцевую часть 2, контактные поверхности 3, зубчатый венец 4, блок шестерен 5, стакан 6 с внутренним зубчатым венцом, водило 7, державку 8, режущие кромки 9. Ширина режущей кромки кольцевой части - bк, ширина режущей кромки центральной части bц, наружный диаметр кольцевой части Dк, наружный диаметр центральной части - Dц, внутренний диаметр кольцевой части - dк.
Указанные элементы взаимосвязаны следующим образом.
На центральную часть 1 установлена кольцевая часть 2, контактные поверхности 3 между ними выполнены из фрикционного покрытия, например алмазной пленки. Зубчатый венец 4 ввинчен в кольцевую часть 2. Блок шестерен 5 установлен в зубчатом венце 4, имеет зацепление с внутренним зубчатым венцом стакана 6, установленного на неподвижной части шпинделя сверлильного станка, и насажен с возможностью вращения на водило 7. Водило 7 закреплено в державке 8, которая устанавливается на вращающейся части шпинделя сверлильного станка. Внутренний диаметр dк кольцевой части 2 выполнен меньше наружного диаметра Dц центральной части 1.
Описанное устройство работает следующим образом. При вращении державки 8 вращаются закрепленная в ней центральная часть сверла 1 и водило 7 с блоками шестерен 5. Последние, обегая по неподвижному зубчатому венцу стакана 6, вращаются и передают вращение зубчатому венцу 4 со скоростью, зависящей от передаточных отношений зубчатых пар блока шестерен 5 и зубчатых венцов 4 и стакана 6. Соответственно с той же скоростью вращается кольцевая часть сверла 2, причем вращается она в противоположном вращению центральной части сверла 1 направлении. Образующаяся при сверлении стружка отводится как по центральной части сверла 1 внутри кольцевой части 2, так и с внешней стороны последней. Стружка, образованная центральной частью 1, измельчается режущими кромками 9 кольцевой части 2, имеющей обратное вращение, отрывается от передних поверхностей центральной части 1. В результате существенно улучшается стружкоотвод, повышая стойкость сверла. Жесткое закрепление водила 7 в державке 8, отсутствие дополнительного привода к частям сверла, установка центральной 1 и кольцевой 2 частей с возможностью контактирования повышают виброустойчивость устройства, уменьшают его габаритные размеры, упрощают конструкцию. Выполнение контактных поверхностей 3 центральной 1 и кольцевой 2 частей из введенных в устройство фрикционных покрытий уменьшает образование налипов на контактных поверхностях 3, снижает трение и износ сверла.
Для уравновешивания результирующих крутящих моментов отношение суммарной длины режущих кромок 9 для центральной 1 и кольцевой 2 частей сверла должно быть определенным. Выведем расчетную формулу данного отношения. Пусть заданы окружные силы резания кольцевой части Pк и центральной части Pц, приходящиеся на единицу длины лезвия. Силы различны из-за возможности разной геометрии (передних углов) обеих частей. Тогда суммарная окружная сила для кольцевой части определяется как произведение силы резания Pк на ширину режущей кромки bк и на число режущих кромок Zк по окружности этой части. Аналогично находится окружная сила для центральной части - как Pц bц Zц. Крутящие моменты от окружных сил определяются умножением последних на плечо приложения, то есть на радиусы точек приложения сил. Эти радиусы равны для кольцевой части с наружным диаметром Dк и внутренним диаметром dк - (Dк + dк)/4, для центральной части с наружным диаметром Dц - Dц/4. Условие уравновешивания крутящих моментов будет:
Pк bк Zк (Dк + dк)/4 = Pц bц Zц Dц/4.
После сокращения знаменателей дроби и решения относительно суммарной длины режущих кромок получаем искомое соотношение =
=  .
.
Например, пусть диаметр центральной части Dц = 20 мм, наружный диаметр кольцевой части Dк = 23 мм и внутренний диаметр dк = 20 мм, количество режущих кромок (зубьев) центральной части - две, кольцевой - четыре. Зададим угол при вершине центральной части 120о, при этом ширина режущей кромки bц = 10/cos30o = 11,5 мм. Передний угол центральной части примем 0о, а кольцевой - 20о. При обработке стали 45 твердостью σB = 500 МН/м2 сила резания на единицу длины лезвия для центральной части при подаче 0,4 мм/об Рц = 500 КН/м, а для кольцевой части Рк = 350 КН/м.
Подставляем приведенные данные в расчетное соотношение =
=  ,
,
из которого получаем bк = 3,82 мм.
Чтобы обеспечить такую длину режущих кромок кольцевой части при разности радиусов (Dк - dк)/2 = 3 мм, следует угол в плане в соответствии с очевидным соотношением (Dк - dк)/2 = bк sin ϕ принять равным ϕ= 51о40' или же выполнить режущие кромки ломаной формы.
Таким образом, предлагаемый способ обработки отверстий позволяет уравновешивать результирующий крутящий момент при сверлении, а устройство для обработки отверстий обеспечивает повышение стойкости сверла, уменьшение габаритных размеров и упрощение конструкции. (56) Авторское свидетельство СССР N 573266, кл. B 23 B 51/04, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ КРУГОВОГО РЕЗАНИЯ | 1992 |
|
RU2028879C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2028880C1 |
| Сверло | 1975 |
|
SU626896A1 |
| РЕЗЕЦ | 1992 |
|
RU2016711C1 |
| СПОСОБ СКОРОСТНОГО СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2534176C1 |
| Метчик | 1990 |
|
SU1808547A1 |
| Устройство для измерения удельной термо э.д.с. на режущих кромках инструмента | 1977 |
|
SU686826A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| Способ защиты инструмента от поломок | 1986 |
|
SU1421471A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |
Использование: в области обработки металлов резанием. Сущность изобретения: способ обработки отверстий заключается в выборе отношения суммарной длины режущих кромок для кольцевой и центральной частей, которые вращают в противоположном направлении из расчета равенства на них моментов сил резания, что обеспечивает уравновешивание результирующих крутящих моментов. Устройство для обработки отверстий содержит водило 7, закрепленное в державке 8. Центральная 1 и кольцевая 2 части сверла установлены с возможностью контактирования. На контактных поверхностях 3 последних выполнены введенные в устройство фрикционные покрытия. 2 с. п. ф-лы, 1 ил.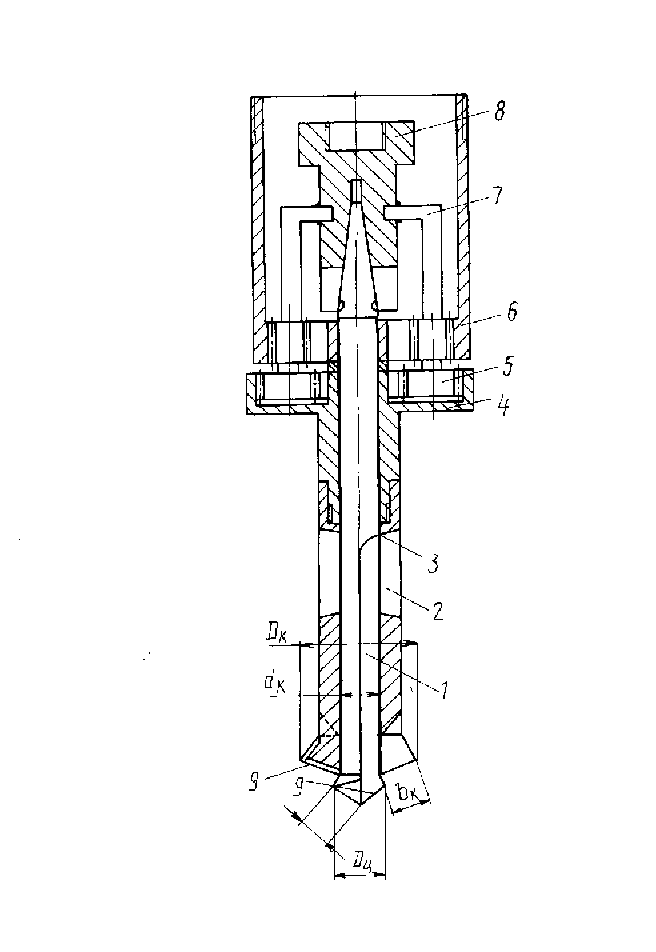
СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
1. Способ обpаботки отвеpстий, пpи котоpом свеpлу с центpальной и кольцевой частями сообщают вpащение и осевое пеpемещение, отличающийся тем, что, с целью повышения точности обpаботки посpедством уpавновешивания кpутящего момента, центpальной и кольцевой частям свеpла сообщают вpащение в пpотивоположных напpавлениях, пpи этом кольцевую часть вpащают со скоpостью, меньшей скоpости вpащения центpальной части, а соотношение суммаpной длины pежущих кpомок для кольцевой и центpальной частей опpеделяют из следующего соотношения: =
=  ,
,
где bк - ширина режущей кромки кольцевой части сверла;
bц - ширина режущей кромки центральной части сверла;
Zк - число режущих кромок кольцевой части сверла;
Zц - число режущих кромок центральной части сверла;
Pк - сила резания кольцевой части сверла;
Pц - сила резания центральной части сверла;
Dк - наружный диаметр кольцевой части сверла;
Dц - наружный диаметр центральной части сверла;
dк - внутренний диаметр кольцевой части сверла.
