Изобретение относится к сварочной технике и применяется преимущественно при изготовлении и восстановительных работах, при ремонте поршней двигателей внутреннего сгорания.
Известен способ упрочнения поверхностного слоя металла путем плазменной наплавки порошкового легирующего материала [1] .
Недостаток этого способа - малая производительность и невысокое качество наплавки на алюминий и его сплавы. Это вызвано тем, что для наплавки на алюминий применяют ток обратной полярности, который уносит часть присадочного порошка к аноду и вызывает его оседание на плазмотроне. Это ведет к уменьшению коэффициента использования наплавляемого материала и ухудшению электрических и механических характеристик плазмотрона.
Наиболее близким техническим решением является способ [2] , предполагающий наплавку алюминиевых поршней присадочной алюминиевой проволокой.
Цель изобретения - повышение качества и производительности процесса упрочнения поверхностного слоя алюминиевых изделий.
Указанная цель достигается тем, что в известном способе упрочнения поверхностного слоя изделий из алюминия путем плазменной наплавки алюминиевой проволоки в активную зону дуги одновременно с присадочной алюминиевой проволокой (без легирующих примесей) вводится порошок на основе никеля содержащий легирующие добавки. Основная масса наплавляемого металла приходится на присадочную проволоку, а порошок составляет 7. . . 10% массы проволоки.
По сравнению с прототипом изобретение отличается тем, что легирующий порошок вводится в активную зону дуги одновременно с присадочной проволокой в соотношении 7. . . 10 к 100 и, следовательно, отвечает критерию "новизна".
В рамках проведения поиска не обнаружены технические решения, содержащие признак одновременного использования при плазменной наплавке с целью упрочнения поверхностного слоя алюминиевых изделий присадочной проволоки и легирующего порошка (а, следовательно, и признак, касающийся их весового соотношения). Таким образом, изобретение отвечает и критерию "существенные отличия".
Данная совокупность существенных признаков позволяет исключить образование брызг и оседание мелкой фракции порошка на плазмотрон. Действительно, при совместной подаче алюминиевой проволоки и легирующего порошка на основе никеля в активную зону дуги, образующаяся высокая концентрация алюминия в столбе дуги, в первую очередь, взаимодействует с мелкой фракцией порошка и возвращает его в ванну. Пары алюминия из проволоки, расплавленной в столбе дуги, создают повышенное парциальное давление вблизи анода и защищают поверхность сопла от оседания пыли порошка, стремящегося к соплу плазмотрона.
При подаче порошка и присадочной проволоки в столб дуги достигается полное расплавление порошка независимо от фракции 60. . . 600 мкм, поставляемого по ТУ14-1-3926-85, и легирование расплавленного металла проволоки в процессе перехода из столба дуги в ванну никелем, хромом, кремнием, бором и другими элементами, имеющимися в порошке. Присадочный металл (смесь проволоки и порошка) и основной металл, смешиваясь в ванне, образуют наплавленный металл. Структура наплавленного металла представляет дендритную сетку из твердого раствора сложной эвтектики с включениями интерметаллидов, количество, состав и размер которых и определяют износостойкость (упрочняющие свойства) поверхностного слоя алюминиевого изделия. При этом существенно (весовое) соотношение материалов порошка и проволоки, т. к. при содержании порошка менее 7% не образуется заэвтектоидный сплав, и, следовательно резко падает качество наплавки за счет уменьшения твердости. При превышении 10% содержания уменьшается производительность за счет ухудшения характеристик процесса наплавки.
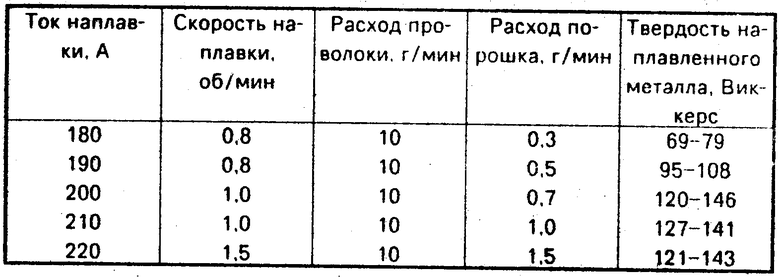
Предложенный способ был реализован на базе технического обеспечения флота Балтийского морского пароходства Министерства торгового флота при восстановлении алюминиевых поршней из сплава Ал25 диаметром 250 мм судового дизеля марки 8NVD-36А1 теплохода "Николай Тюлькин". Наплавка производилась на установке УПС-301 на базе токарного станка ДИП-300. Ток постоянный, полярность обратная (минус на изделии), величина тока менялась от 180 до 220 А. Плазмообразующий и защитный газ - аргон. Подготовка поршней под наплавку производилась механическим путем. Порошок марки ПТ-ЮНХ15СР2 подавался одновременно в столб дуги на высоте 5. . . 7 мм при длине дуги 10. . . . 15 мм. Количество подаваемой проволоки постоянно - 10 г/мин. Количество порошка менялось от 0,3 до 1,5 г/мин. Отсев порошка не производился.
Режимы наплавки приведены в таблице.
При расходе порошка менее 7% не достигается твердость наплавленного металла, т. е. не получается заэвтектоидный сплав, а свыше 10% - ухудшается процесс наплавки, твердость не увеличивается.
Использование предлагаемого способа для изготовления канавок алюминиевых поршней двигателей внутреннего сгорания по сравнению с существующими обеспечивает применение хорошо освоенных промышленностью присадочных порошков и проволок, значительное удешевление процесса без снижения качественных характеристик, экономию материальных и трудовых ресурсов за счет более широкого распространения восстановления изношенных поршней. (56) 1. Заявка Японии N 56-144865, кл. В 23 К 9/04, 1981.
2. Сидоров А. И. Восстановление деталей машин напылителем и наплавкой. М. : Машиностроение, 1987, с. 153-155.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наплавки алюминия | 1987 |
|
SU1542723A1 |
| ПРУТКИ ИЗ АЛЮМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ НАПЛАВКИ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2008 |
|
RU2361710C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ ПОРОШКОВ СИСТЕМЫ Fe-Cr-V-Mo-C | 2014 |
|
RU2557180C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ | 1989 |
|
SU1774570A1 |
| КОМПОЗИЦИОННАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ НАПЛАВКИ | 2019 |
|
RU2711286C1 |
| ДИСПЕРСНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2012 |
|
RU2534479C2 |
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ ИЗДЕЛИЙ ИЗ ВЫСОКОМАРГАНЦОВИСТЫХ СТАЛЕЙ | 1998 |
|
RU2136462C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗОН КОЛЬЦЕВЫХ КАНАВОК ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1998 |
|
RU2148750C1 |
| Способ наплавки на алюминий слоя другого металла | 1979 |
|
SU1039665A1 |
Использование: плазменная наплавка при изготовлении и ремонте двигателей внутреннего сгорания. Сущность изобретения: наплавку производят присадочной проволокой на основе алюминия. Одновременно в активную зону дуги вводится легированный порошок на основе никеля. Отношение веса порошка к весу проволоки составляет 7 - 10% . Способ позволяет повысить качество наплавки. 1 табл.
СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ путем плазменной наплавки пpисадочной пpоволоки на основе алюминия, отличающийся тем, что, с целью повышения качества наплавки, в активную часть дуги вводят дополнительно легиpованный пpисадочный поpошок на основе никеля, пpичем отношение массы поpошка к массе пpоволоки составляет 7 - 10% .
