Изобретение относится к способам плазменно-порошковой наплавки и может быть использовано для повышения износостойкости режущих инструментов.
Известен способ упрочнения хирургических ножниц методом пайки пластин из износостойкого материала на режущие кромки [1, 3]. Несмотря на хороший товарный вид получаемого изделия эта технология имеет ряд недостатков, а именно: необходимость специального производства пластин из износостойкого материала; трудоемкость операций подготовки изделий к пайке; малая производительность процесса пайки, который, как правило, осуществляется в вакуумных печах; невысокое качество паяного соединения.
Известны способы упрочнения хирургических ножниц методами наплавки износостойкого материала на основе кобальта на специально подготовленные режущие кромки [1-3]. В одном из них наплавка осуществляется газопорошковым методом, а в другом наплавка осуществляется аргонодуговой сваркой неплавящимся электродом путем оплавления режущей кромки и плавления присадочного материала.
Недостатками этих способов являются перемешивание присадочного материала с материалом основы; наплавка осуществляется вручную и требует высококвалифицированной рабочей силы; процесс наплавки малопроизводителен и не поддается механизации.
Известен также способ повышения износостойкости режущих инструментов [4], который является более приемлемым для механизированной наплавки, путем заваривания подготовленного паза в зоне режущей кромки при одновременном расплавлении нелегированной сварочной проволоки в СО2с добавлением W-карбидного порошка с 11% Сo.
Недостатком этого способа является то, что сплав специального химического состава образуется непосредственно при наплавке на изделие, а следовательно, однородность наплавленного слоя зависит от равномерной подачи в сварочную ванну проволоки и легирующего порошка. К тому же, наличие сварочной ванны приведет к непременному перемешиванию материала основы с наплавляемым сплавом.
Известен способ плазменной наплавки металлическим порошком [5], выбранный в качестве прототипа, в котором плавление присадочного порошка осуществляется в плазменной дуге косвенного действия, а нагрев и оплавление поверхности наплавляемой детали осуществляются дугой прямого действия.
Применение комбинированной дуговой системы несомненно уменьшает долю основного металла в наплавляемом слое, однако она не обеспечит качественной наплавки на изделия с переменным сечением (ножницы) без применения сложных регулируемых систем для управления дугой прямого действия.
Цель изобретения - повышение качества наплавки при упрочнении режущих кромок ножниц переменной толщины.
Поставленная цель достигается тем, что в способе плазменной наплавки, при котором изделие упрочняют, расплавляя присадочный порошок в плазменной дуге косвенного действия, а оплавление поверхности изделия осуществляют дугой прямого действия, дугу прямого действия подключают к источнику тока с жесткой характеристикой, коэффициент саморегулирования которого задают по соотношению
A =  , где Io - сила тока, в начале наплавляемого участка, А;
, где Io - сила тока, в начале наплавляемого участка, А;
Iк - сила тока в конце наплавляемого участка А;
ho - расстояние между деталью и плазматроном в начале наплавляемого участка, мм;
hк - расстояние между деталью и плазматроном в конце наплавляемого участка, мм.
Описываемые схема питания прямой дуги от источника тока с жесткой характеристикой и организация процесса по соответствующему соотношению позволяют осуществить принцип саморегулирования во время плазменной наплавки порошковыми материалами деталей с переменным сечением.
Только при этих условиях при плазменно-порошковом методе можно получить качественную наплавку упрочняющего сплава по всей длине режущей кромки ножниц без применения каких-либо регулирующих систем.
Применение источника тока с жесткой характеристикой для питания дуги прямого действия позволяет использовать его свойство, при котором незначительное изменение длины дуги влечет за собой значительное изменение силы тока, для осуществления принципа саморегулирования в процессе плазменной наплавки изделий переменной толщины.
Соотношение
A =  позволяет подобрать нужную внешнюю характеристику источника тока прямой дуги, которая характеризует изменение силы тока при укорачивании прямой дуги на 1 мм (А/мм). Эти условия обеспечивают получение гарантированной качественной наплавки упрочняющего сплава по всей длине режущей кромки ножниц без применения каких-либо регулирующих систем, только за счет создания возможности управления процессом на основе принципа саморегулирования.
позволяет подобрать нужную внешнюю характеристику источника тока прямой дуги, которая характеризует изменение силы тока при укорачивании прямой дуги на 1 мм (А/мм). Эти условия обеспечивают получение гарантированной качественной наплавки упрочняющего сплава по всей длине режущей кромки ножниц без применения каких-либо регулирующих систем, только за счет создания возможности управления процессом на основе принципа саморегулирования.
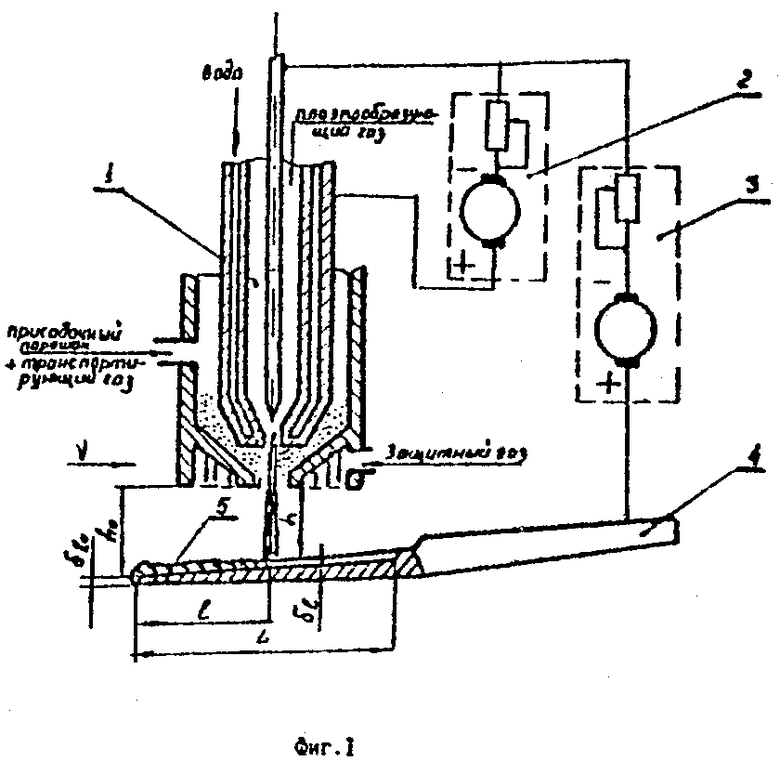
На фиг. 1 изображена схема плазменно-порошковой наплавки ножниц по предлагаемому способу; на фиг. 2 - график изменения напряжения и тока при изменении длины прямой дуги.
Способ плазменной наплавки изделий переменной толщины реализуется следующим образом.
Для реализации предлагаемого способа необходимо собрать схему, изображенную на фиг. 1. От традиционной схемы плазменной наплавки порошковыми материалами (прототипа) она отличается тем, что источник питания прямой дуги 3 берется с жесткой характеристикой (в прототипе источники питания косвенной дуги 2 и прямой дуги 3 с падающей характеристикой), а наплавляемую деталь 4 устанавливают так, что расстояние между ней и плоскостью среза плазматрона 1 в процессе наплавки изменяется от ho (в начале наплавляемого участка) до hк (в конце наплавляемого участка).
По заранее определенным и экспериментально проверенным значениям loи lк определяют коэффициент саморегулирования А, по которому экспериментально подбирают требуемую внешнюю характеристику источника тока прямой дуги. Экспериментальный подбор требуемой внешней характеристики осуществляется простой регулировкой рабочего напряжения источника тока, если этого оказывается недостаточно, то в цепь прямой дуги необходимо включить регулируемые балластное сопротивление и дроссель.
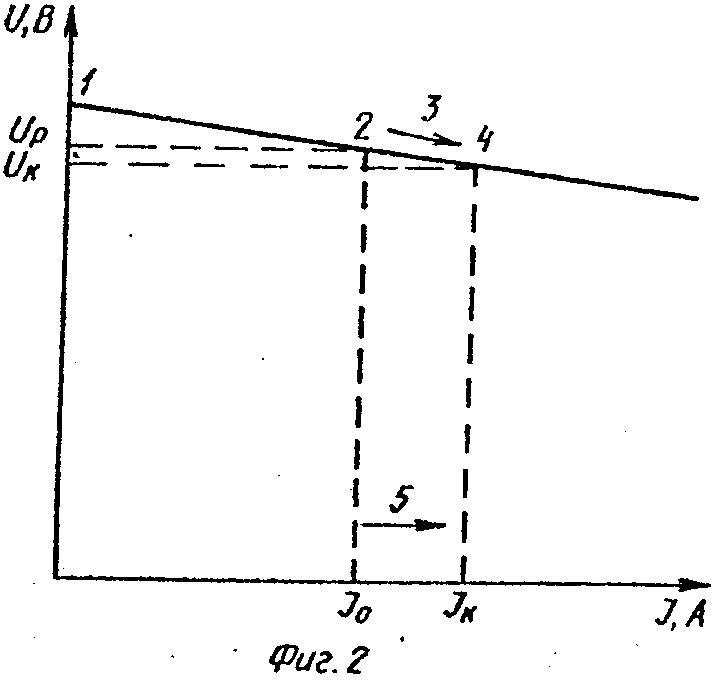
Процесс наплавки осуществляется следующим образом. Присадочный порошок плавится в плазменной дуге косвенного действия, которая питается от источника тока 2 с падающей характеристикой и ложится слоем 5 на подготовленную режущую кромку хирургических ножниц 4, поверхность которой нагревается и оплавляется дугой прямого действия, которая питается от источника тока 3 с жесткой характеристикой. При перемещении плазматрона 1 над наплавляемой деталью 4 расстояние между ними меняется, т.е. длина дуги прямого действия уменьшается. На косвенную дугу уменьшение расстояния h не оказывает никакого влияния. Уменьшение длины дуги прямого действия в случае питания ее от источника тока с жесткой характеристикой влечет за собой увеличение тока в прямой дуге; Причина увеличения тока в прямой дуге поясняется фиг. 2.
Перед наплавкой выходное напряжение источника тока 3 характеризуется напряжением холостого хода (точка 1, фиг. 2). В момент начала наплавки напряжение источника тока 3 падает до рабочего напряжения (точка 2, фиг. 2), которому соответствует ток в прямой дуге lo. Далее в процессе наплавки прямая дуга укорачивается, что влечет за собой падение напряжения (стрелка 3, фиг. 2), а при падении напряжения увеличивается ток. Таким образом, в конце наплавляемого участка напряжение упадет до значения напряжения, соответствующего длине дуги (точка 4, фиг. 2). За время процесса наплавки ток в дуге прямого действия будет увеличиваться (стрелка 5, фиг. 2) и в конце наплавляемого участка примет значение lк, соответствующее напряжению Uк.
Следовательно, в процессе наплавки по предлагаемому способу автоматически за счет свойств источника питания увеличивается ток в прямой дуге, что является необходимым при наплавке деталей с возрастающим переменным сечением.
П р и м е р. Проводили наплавку упрочняющего сплава ПГ-10К-02 на режущие кромки хирургических ножниц из стали 40Х13. Режущие кромки перед наплавкой специально подготавливали. Подготовка заключалась в том, что вдоль режущей кромки фрезеровали канавку глубиной 0,5 мм, шириной 2,5 мм и длиной 50 мм. Наплавку осуществляли на специальной наплавочной установке, разработанной НПО "Мединструмент", принципиальная схема которой представлена на фиг. 1. В качестве основного источника питания 2 был выбран источник питания от установки УПС-301 совместно с системой зажигания дуги. В качестве источника питания прямой дуги 3 взят ВДУ 506, который использовали как источник питания с жесткой характеристикой. Наплавочный плазматрон 1 представлял собой модернизированный вариант плазматрона от аппарата плазменной наплавки А1756. В качестве плазмообразующего, защитного и транспортирующего газа использовали аргон. Наплавку осуществляли при следующих конкретных значениях:
ho = 10 мм; hк = 5 мм; lo = 5А; lк = 25А;
А = 4 А/мм; δio = 1 мм; δiк = 5 мм; L = 50 мм.
Скорость наплавки v = 1 мм/с. Расход порошка ПГ-10К-02 составлял 0,06 г/с. При этих значениях расстояние между срезом плазматрона и наплавляемой деталью в процессе наплавки уменьшалось от 10 до 5 мм, а сила тока в прямой дуге автоматически увеличилась от 5 до 25А. Ток косвенной дуги составлял 200А и был постоянным во все время наплавки. В результате наплавки был получен качественный упрочняющий слой на всей длине режущей кромки ножниц, причем граница между наплавленным сплавом и основой представляла прямую линию.
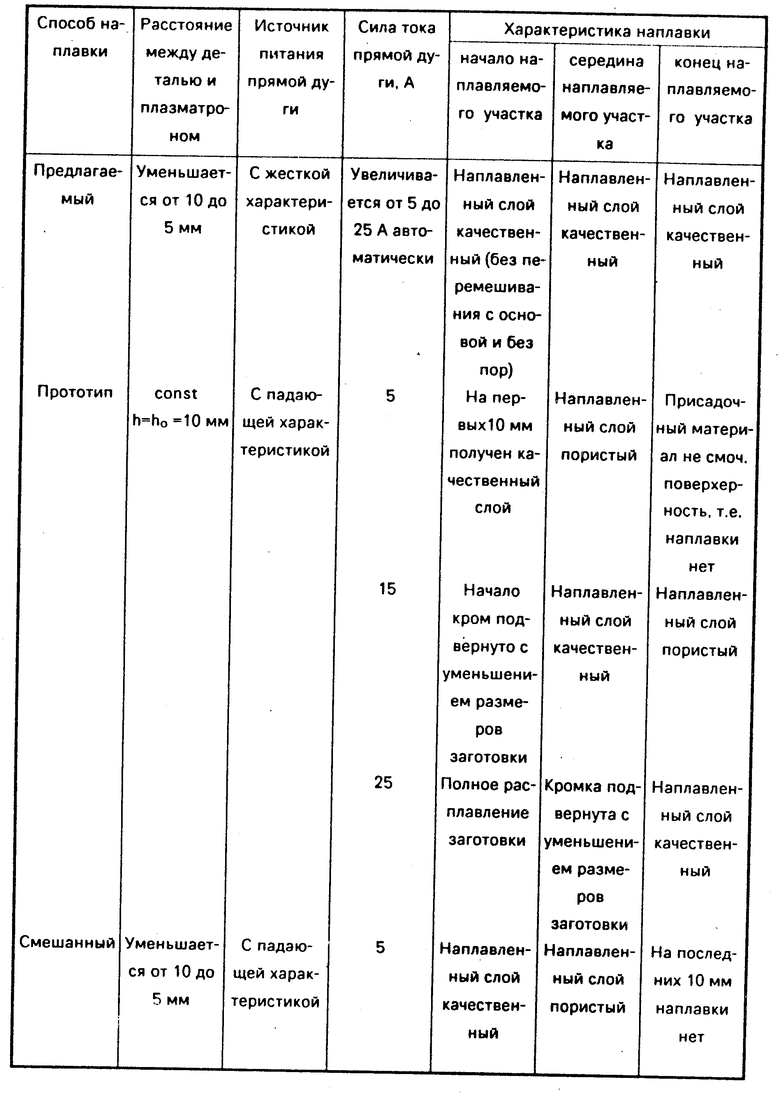
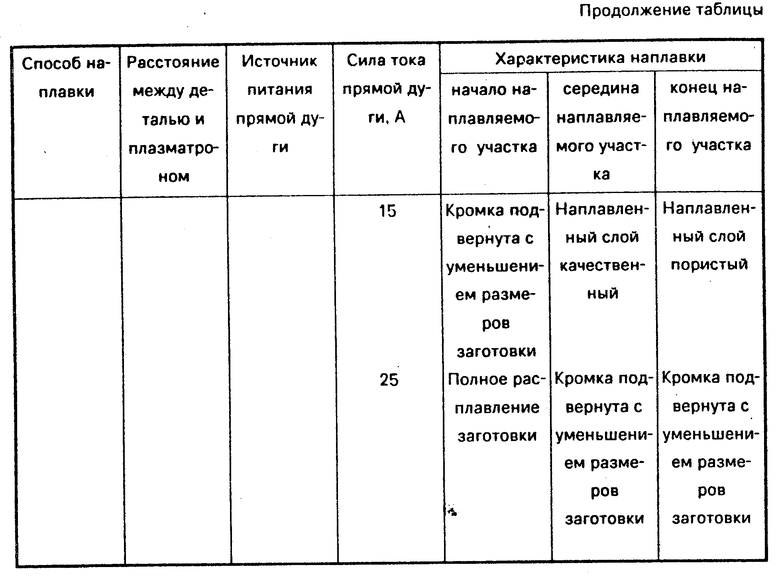
Результаты направки приведены в таблице. Для сравнения качества наплавки были проведены дополнительные эксперименты по способу-прототипу. С этой целью на этой же установке источник питания прямой дуги 3 был переключен в режим с падающей характеристикой, а поверхность наплавляемой детали устанавливалась параллельно плоскости среза плазматрона, т.е. расстояние h было постоянным во все время наплавки и равнялось 10 мм. Скорость наплавки и расход наплавочного материала были соответственно 1 мм/с и 0,06 г/с. Ток прямой дуги во время экспериментов устанавливался соответственно 5, 15, 25А. Ток косвенной дуги составлял 200А. Результаты экспериментов приведены в таблице.
Были также проведены дополнительные эксперименты, в которых наплавляемую заготовку устанавливали по предлагаемому способу, но источник питания прямой дуги 3 оставался в режиме падающей характеристики, т.е. по прототипу. Токи в прямой дуге также выставлялись 5, 15, 25А. Результаты экспериментов приведены в таблице.
По результатам экспериментов следует сделать вывод, что ни по способу-прототипу, ни по смешанному способу осуществить качественную наплавку упрочняющего сплава на изделия с переменным сечением, такие как хирургические ножницы, невозможно без применения каких-либо внешних регулирующих систем.
Изобретение позволяет осуществить качественную наплавку упрочняющего материала по всей длине изделия с переменным сечением без применения внешних регулирующих систем, причем граница между наплавляемым сплавом и основой имеет высокий эстетический вид прямой линии.
Внедрение предлагаемого способа наплавки позволяет повысить производительность труда на наплавочной операции в 2 раза в сравнении с известным процессом, сократить потери на подготовку производства (за счет ликвидации операций штамповки пруткового стеллита ВЗК в два перехода, резки штампованных пластин на прутки ⊘ 1,5-2 мм) и повысить эффективность использования наплавочного материала. (56) 1. "Провести научно-исследовательские работы, разработать экспериментальное оборудование и выдать исходные требования на создание нового технологического процесса упрочняющего армирования рабочих поверхностей медицинских инструментов". Отчет по теме 4/64-78, т. 1. Гос. регистрация N 79014617, ВНИПИМИ, Казань, 1980, с. 199-235.
2. Заявка ФРГ N OS 3333299, кл. В 23 К 5/207, 5/10, 35/30, 1985.
3. "Создать и освоить в производстве комплект медицинских ножниц с режущей частью, армированной твердыми сплавами". Отчет по теме 59/11-74, т. 3. Гос. регистрация N 75015671, ВНИПИМИ, Казань, 1979, с. 17, 23-61.
4. Патент ГДР N 221388, кл. В 23 К 9/04, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ СУЖАЮЩЕЙСЯ БОКОВОЙ ЧАСТИ НОСКА ПОЧВОРЕЖУЩЕГО РАБОЧЕГО ОРГАНА СО СТОРОНЫ ПОЛЕВОГО ОБРЕЗА | 2010 |
|
RU2421956C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА РЕЖУЩИХ КРОМКАХ ПОЧВООБРАБАТЫВАЮЩЕЙ ТЕХНИКИ | 2012 |
|
RU2497641C1 |
| Способ наплавки алюминиевых сплавов плавящимся электродом с дополнительной присадочной проволокой | 2024 |
|
RU2834976C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ ПОРОШКОВ СИСТЕМЫ Fe-Cr-V-Mo-C | 2014 |
|
RU2557180C1 |
| Способ аддитивной наплавки металлических изделий и устройство для его осуществления | 2024 |
|
RU2841395C1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| СПОСОБ ФОРМИРОВАНИЯ КРОМКИ НОЖА | 2017 |
|
RU2725946C2 |
| Плазмотрон для плазменно-селективного припекания металлических порошков | 2018 |
|
RU2705847C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2053068C1 |
Использование: для повышения износостойкости режущих инструментов. Сущность изобретения: присадочный порошок расплавляют в плазменной дуге косвенного действия, которая питается от источника тока с падающей характеристикой. Наплавленный слой ложится на подготовленную режущую кромку переменной толщины хирургических ножниц, поверхность которой нагревается и оплавляется дугой прямого действия. Дуга питается от источника тока с жесткой характеристикой, коэффициент саморегулирования которого задают по соотношению A=lk-lo/ho-hk, где lo - сила тока в начале наплавляемого участка, А; lk - сила тока в конце наплавляемого участка, А; ho - расстояние между деталью и плазматроном в начале наплавляемого участка, мм; hk - расстояние между деталью и плазматроном в конце наплавляемого участка, мм. 2 ил., 1 табл.
СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ, при котором изделие упрочняют, расплавляя присадочный порошок в сжатой дуге косвенного действия, а оплавление поверхности изделия осуществляют дугой прямого действия, отличающийся тем, что, с целью повышения качества наплавки при упрочнении режущих кромок ножниц переменной толщины, дугу прямого действия подключают к источнику тока с жесткой характеристикой, коэффициент саморегулирования A которого задают по соотношению
A =  ,
,
где I0 и Iк - сила тока в начале и конце наплавляемого участка соответственно, А;
h0 и hк - расстояние между деталью и плазмотроном в начале и конце наплавляемого участка соответственно, мм.
