Изобретение относится к области сварки и может быть использовано при нанесении износостойких, жаропрочных, жаростойких и коррозионностойких слоев металла на низкоуглеродистые и низколегированные стали.
Известен способ электродуговой наплавки износостойких покрытий на поверхность деталей из низкоуглеродистых или низколегированных сталей, включающий использование в качестве присадочного материала проволоки из алюминия или его сплавов, при котором процесс наплавки проводят в среде аргона при режимах, обеспечивающих получение наплавленного слоя с содержанием алюминия по массе в пределах ψЭ=20-40% (см. патент РФ № 2 327 551. Опубл. 27.06.2008. Бюл. № 18).
Важной технической особенностью данного способа наплавки является то, что получение заданных свойств шва по износостойкости происходит непосредственно в процессе формирования сварочной ванны при взаимодействии металлов с сильно отличающимися физическими свойствами: алюминием и сталью. Два материала с низкой твердостью при взаимодействии за счет образования интерметаллидных фаз создают твердый и износостойкий металл шва. Важным свойством данного способа получения износостойкого шва является дешевизна и доступность присадочного материала. Потребность в подобных вариантах наплавки велика и будет возрастать. Можно отметить, что, например, для обычной износостойкой наплавки твердыми сплавами большая площадь поперечного проплавления основного металла является недостатком, в то время как для рассматриваемого способа это необходимый признак. Доля основного металла в металле шва по массе получается необходимой в пределах 60-80%.
Основной технической проблемой данного способа является сложность обеспечения точного количества содержания алюминия в шве, при котором достигаются оптимальные эксплуатационные характеристики наплавленного слоя, что показывает широкий диапазон допустимого изменения содержания в нем алюминия. Проблема обусловлена низкой стабильностью скорости расплавления присадочного металла, который подается в виде проволоки в столб дуги. На скорость плавления присадочной проволоки влияют мощность дуги, диаметр проволоки, положение по длине дуги, ее деформации и отклонение от требуемого места подачи в дугу и другие факторы, которые сложно регулировать и стабилизировать. Скорость расплавления присадочной проволоки регулируется только косвенно мощностью дуги прямого действия и местом подачи проволоки в дугу. Мощность дуги прямого действия в большей степени влияет на проплавление основного металла, чем плавление присадочного.
Также установлено, что добавки легирующих элементов в проволоку, таких как, например, кремний, влияют на твердость и износостойкость наплавки. Исследования данного способа с добавками кремния показали, что оптимальное содержание алюминия в шве по массе в этом случае составляет уже 20% (о влиянии кремния на твердость при наплавке см. статью Ковтунов А.И. и др. Влияние кремния на процессы формирования и свойства наплавленных сплавов системы Fe-Al. Международный научный журнал «Символ науки» №11-3/2016, С.86-91, ISSN 2410-700X). Оптимальная твердость наплавленного металла имеет место при определенном содержании алюминия в шве, которое может зависеть от содержания легирующих элементов в присадочной проволоке или в основном металле. Поэтому содержание основного легирующего элемента в сварном шве (алюминия) должно поддерживаться с достаточно высокой точностью.
Серьезной технической проблемой данного способа является низкая производительность наплавки, которая обусловлена тем, что к проволоке не подводится ток, она является присадочной и нагревается только теплопередачей от столба дуги. Производительность наплавки такой проволокой не менее чем в 3-10 раз меньше, чем при использовании плавящегося электрода в дуге обратной полярности. Для проплавления изделия используется дуга прямой полярности в аргоне с вольфрамовым электродом, которая имеет минимальную проплавляющую способность по сравнению с, например, дугой обратной полярности с плавящимся электродом. Расчеты же показывают, что при указанном диапазоне содержания алюминия из-за низкой плотности алюминия по сравнению со сталью в наплавленном металле площади поперечного сечения проплавления основного металла и наплавленного металла должны быть примерно равными, т. е. для получения износостойкого сплава в шве требуются более высокие скорости расплавления алюминиевой проволоки. Поэтому при данном способе сложно получить требуемое содержание алюминия в шве и эта сложность возрастает с увеличением содержания алюминия.
Обеспечить высокую точность содержания алюминия в шве в данном способе весьма сложно. Следствием обеих технических проблем является то, что подбор режимов и условий наплавки для такого способа является весьма трудоемким, а их поддержание во время наплавки нестабильно и сопряжено с трудностями.
Известен способ восстановления наплавкой поверхностей катания, при котором осуществляют автоматическую наплавку плавящимся электродом, наплавку выполняют в среде защитных газов плавящимся электродом аустенитного класса с подачей дополнительной разогретой до пластического состояния присадки, которую вводят в кристаллизующуюся часть наплавочной ванны на расстоянии В от плавящегося электрода, равном (0,3 - 0,5)L, где L - длина наплавочной ванны, мм, при этом дополнительную присадку вводят в количестве 20 - 40% от массы плавящегося электрода. (см, патент РФ № 2143962. Опубл. 10.01.2000 г., Бюл. № 1).
Данный способ может использоваться для наплавки плоских изделий, в том числе и алюминиевой проволоки на сталь, а также проволок из других металлов.
Технической проблемой данного способа является низкая технологическая гибкость процесса наплавки в отношении плавящегося электрода, проявляющаяся в узком диапазоне возможного регулирования доли участия электродного металла в металле шва. Низкая технологическая гибкость обусловлена однонаправленным влиянием параметров режима: тока дуги или скорости наплавки на площадь поперечного сечения проплавления основного металла и площадь поперечного сечения наплавленного металла. Например, при увеличении скорости сварки происходит уменьшение как площади поперечного сечения проплавления основного металла, так и аналогичной площади наплавленного металла. Вследствие этого данные основные режимы наплавки мало влияют на долю участия электродного металла в металле шва, что затрудняет получение наплавленного шва с заданным содержанием основного легирующего элемента. Это приводит к высокой трудоемкости и стоимости экспериментального выбора параметров сварки, при которых обеспечивается приемлемый диапазон содержания основного легирующего элемента в шве. О низкой технологической гибкости способа свидетельствует то, что в нем для получения требуемого химического состава шва используется подогретая до пластического состояния присадочная проволока, разброс подачи которой по массе составляет ±50% от среднего значения. Такой высокий разброс подтверждает низкую стабильность расплавления присадочной проволоки даже при условии ее подогрева, который способствует повышению стабильности расплавления.
Серьезным техническим недостатком способа является также низкая производительность расплавления электродного металла, свойственная используемой дуге обратной полярности. В сочетании с повышенной проплавляющей способностью такой дуги это затрудняет получение требуемого диапазона содержания алюминия в шве.
Техническими недостатками данного способа являются возможность зажигания дуги между присадочной проволокой и изделием, и сильное взаимодействие магнитных полей постоянных токов в дуге и присадочной проволоке.
В известном способе дуговой автоматической наплавки плавящимся электродом в инертном газе на сталь с подачей присадочной проволоки задают содержание в шве легирующего элемента по массе. В отличие от прототипа, для наплавки используют дугу с разнополярными импульсами тока с частотой не менее 50 Гц при регулировании отношения среднего тока импульсов прямой полярности за период к среднему току дуги за период в пределах ϕ=0,1-0,9, используют электродную проволоку из цветных металлов, присадочную поволоку подают в направлении столба дуги или сварочной ванны, присадочную проволоку используют по составу аналогичную электродной проволоке или основному металлу, предварительно, на рекомендуемом для сварки для данного диаметра электрода токе дуги обратной полярности, наплавляют шов без подачи присадочной проволоки, измеряют площади поперечного сечения шва и наплавленного металла и определяют площадь поперечного сечения проплавления основного металла и содержание цветного металла в предварительном шве по массе, рассчитывают разность между требуемым и определенным содержанием цветного металла, в соответствии со знаком разности определяют вид присадочной проволоки и рассчитывают скорость ее подачи с учетом потерь при наплавке, обеспечивающую требуемое содержание цветного металла в шве.
В качестве электродной проволоки может использоваться алюминиевая, магниевая, цинковая, медная, никелевая, титановая или другие проволоки цветных металлов.
Технический результат заявляемого способа наплавки или сварки заключается в совместном обеспечении возможности значительного расширения диапазона доли участия электродного металла в металле шва ψЭ путем изменения соотношения проплавления основного и электродного металлов и создании возможности получения с высокой точностью требуемого содержания в наплавленном шве легирующего элемента из цветного металла при использовании качестве источника тепла высокопроизводительной, и одновременно гибкой и стабильной дуги с разнополярными импульсами тока с частотой свыше 50 Гц за счет предложенного экспериментально-расчетного подхода к определению вида и необходимой скорости подачи присадочной проволоки на основе одного эксперимента. Соответственно обеспечиваются высокие эксплуатационные характеристики наплавленного шва. Данный технический результат основан на совместном использовании специфических технологических свойств дуги с плавящимся электродом, питаемой разнополярными импульсами тока, и на эффекте отсутствия существенного влияния скорости плавления присадочной проволоки на площадь поперечного сечения проплавления основного металла.
Другим техническим результатом является повышение производительности расплавления электродного металла, что приводит к повышению производительности наплавки. Данный технический результат основан на использовании дуги прямого действия с разнополярными импульсами тока, при наличии тока импульсов прямой полярности, которая обеспечивают более высокую скорость расплавления электродной проволоки при стабильной скорости ее расплавления и меньшее проплавление основного металла при прочих равных условиях.
Еще одним техническим результатом является отсутствие магнитного воздействия между присадочной проволокой и дугой.
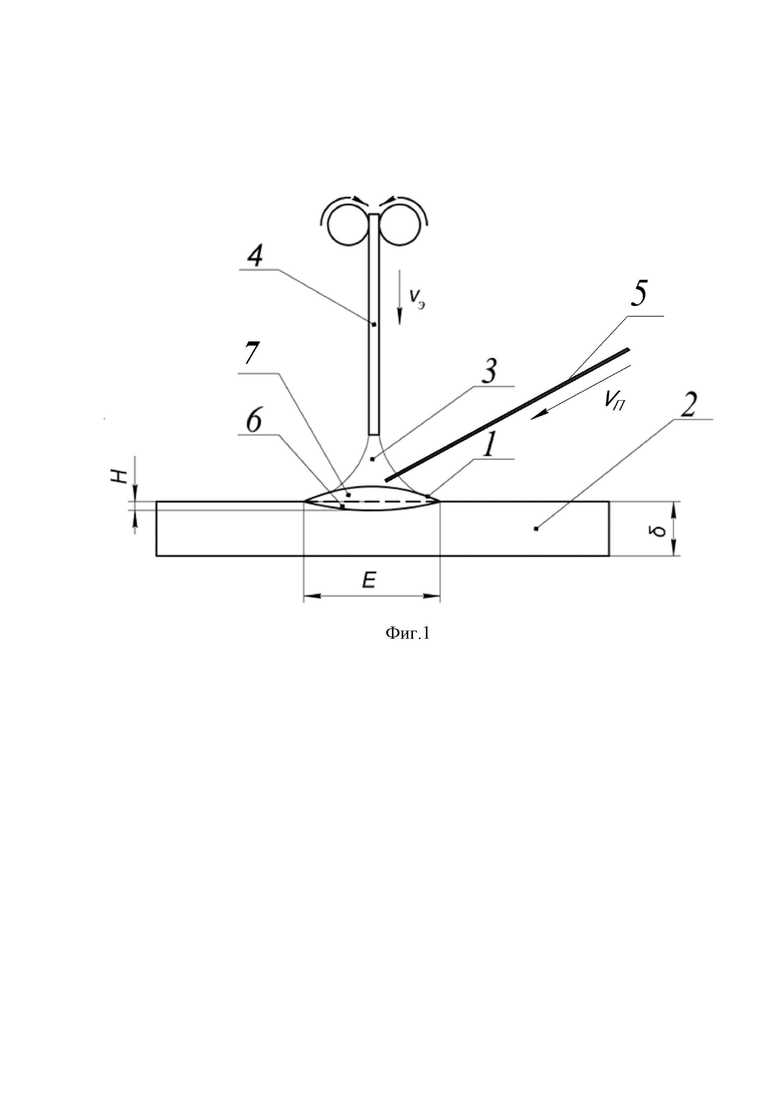
На фиг.1 показана схема реализации способа, на фиг. 2 циклограмма импульсов при преобладании тока обратной полярности; на фиг.3 - циклограмма импульсов при преобладании тока прямой полярности; на фиг. 4 - зависимости рекомендуемых плотностей тока на плавящийся электрод, на фиг. 5 - зависимости площадей шва и наплавки от тока, на фиг.6 - зависимости площадей шва и наплавки от скорости сварки, на фиг.7 - диаграмма коэффициентов расплавления для стальных проволок, на фиг. 8 - диаграмма коэффициентов расплавления для алюминиевых проволок.
На фиг. 1 приведена схема процесса наплавки и поперечное сечение наплавленного шва после дуговой автоматической наплавки на пластину плавящимся электродом в среде аргона по предлагаемому способу. Наплавка шва 1 на пластину 2 толщиной δ, производится сварочной дугой 3 прямого действия с разнополярными импульсами тока электродной проволокой 4, содержащей основной легирующий элемент из цветного металла, например, алюминиевой. Электродная проволока может содержать добавки других легирующих элементов в сумме, не превышающей 2,5 % по массе. Дуга прямого действия 3 питается от сварочного источника питания разнополярных импульсов тока прямоугольной формы с частотой не менее 50Гц, обеспечивающего высокочастотное зажигание токов импульсов. Дополнительно в направлении столба дуги или сварочной ванны с постоянной скоростью подается присадочная проволока 5 по составу легирующих элементов аналогичная электродной проволоке 4 или основному металлу. Капли расплавленной присадочной проволоки 5 попадают в сварочную ванну. Наплавленный шов 1, представляющий сплав основного металла с электродным и присадочным, можно условно разделить на площадь поперечного сечения проплавления основного металла 6 и площадь поперечного сечения наплавленного металла 7. На пластине 1 их разделяет пунктирная линия, проходящая по лицевой поверхности пластины 1. Ширина наплавленного шва 1 Е, глубина проплавления (провар) Н. Площадь поперечного сечения проплавления основного металла 6 обозначим FО, она определяется как разность между площадью поперечного сечения шва 1, равной FШ и площадью поперечного сечения наплавленного металла 7, равной FН

Площади FШ и FН можно определить опытным путем на пластине по макрошлифу поперечного сечения шва. Среднюю производительность расплавления электродной проволоки в г/с можно определить по скорости ее подачи, а среднюю производительность наплавки по разнице масс образца до и после сварки и времени наплавки.
Площадь проплавления поперечного сечения основного металла FО может также быть определена с необходимой точностью с помощью формул для распространения тепла в пластине по измерениям размеров сварного шва без изготовления шлифа поперечного сечения ( см. например патент РФ № 2 704 676 , Опубл.30.10.2019, Бюл. № 31).
Площадь поперечного сечения наплавленного металла 7 в свою очередь включает условно две площади: металла наплавленного за счет электродной проволоки 4 и наплавленного за счет присадочной проволоки 5. Площадь поперечного сечения основного металла FО, получаемую за счет дуги прямого действия, горящей с электродной проволоки 4 можно определить по результатам предварительного опыта по наплавке без использования присадочной проволоки 5. Это возможно благодаря тому, что расплавленный присадочный металл оказывает очень малое влияние в процессе наплавки на величину площади поперечного сечения проплавления основного металла. Площадь поперечного сечения наплавленного металла, полученная за счет расплавления электродной проволоки преобладает в площади поперечного сечения наплавленного металла FH из-за более высокой производительности ее расплавления по сравнению с присадочной проволокой. Подача присадочной проволоки обеспечивает точность требуемого содержания цветного легирующего металла в шве.
При известных площадях поперечных сечений FО и FН можно определить важный параметр сварного шва - долю участия дополнительного металла в металле шва ψЭ по массе, который используется для расчета химического состава сварного шва по известным химическим составам наплавленного и основного металлов. Поскольку плотность наплавленного шва по всему объему одинакова независимо от плотностей основного и дополнительного металлов, справедливо соотношение для доли участия ψЭ по массе

Использование для наплавки дуги с разнополярными импульсами тока позволяет в значительно более широких пределах регулировать долю участия электродного металла в металле шва. При преобладании импульсов тока обратной полярности меньше производительность наплавки и больше производительность расплавления основного металла. При преобладании импульсов тока прямой полярности выше производительность наплавки и меньше производительность расплавления основного металла. Таким образом, соотношение средних токов разнополярных импульсов в дуге является еще одним дополнительным параметром процесса, наряду с током, скоростью наплавки, диаметром электрода. Это существенно расширяет технологические возможности дуги в отношении регулирования химического состава шва. Использование частоты не ниже 50 Гц обеспечивает высокую пространственную устойчивость дуги и стабильность скорости расплавления электродной проволоки.
Несмотря на расширение диапазона регулирования ψЭ за счет изменения соотношения средних токов полярностей дуги с разнополярными импульсами тока, такого изменения может быть недостаточно для получения требуемого ψЭ. Одной из причин этого является то, что сварочные источники питания дуги разнополярными импульсами тока имеют кратность регулирования соотношения времени импульсов по отношению к длительности периода не ниже 0,1, часто 0,2. Добиться более точного значения требуемого ψЭ можно используя подачу присадочной проволоки по составу близкой к основному металлу или к составу электродной проволоки. Вид и скорость подачи присадочной проволоки выбираются в зависимости от результатов опыта при наплавке шва без подачи присадочной проволоки. При этом используется эффект слабого влияния скорости расплавления присадочной проволоки на проплавление основного металла.
При проведении предварительной наплавки алюминиевой электродной проволокой без подачи присадочной проволоки будет получен шов с определенной площадью поперечного сечения FШО и площадью поперечного сечения наплавленного металла FНО. Разность между ними дает площадь поперечного сечения основного металла

При этом площадь поперечного сечения проплавления основного металла FО останется неизменной и при подаче присадочной проволоки. Это позволяет с помощью формулы (2) определить общую площадь поперечного сечения наплавленного металла, необходимую для обеспечения требуемого значения ψЭ по массе.

где FН - площадь поперечного сечения наплавленного металла при наплавке с подачей присадочной проволоки по предлагаемому способу;
FО - площадь поперечного сечения расплавления основного металла в предварительном опыте без подачи присадочной проволоки.
В металл шва необходимо передать дополнительное количество наплавленного металла за счет подачи присадочной проволоки для обеспечения получения точного содержания легирующего элемента из цветного металла.
При наплавке разнородного металла электродной проволоки, такого, как например, алюминиевой проволоки на сталь, при определении скорости расплавления электродной проволоки необходимо учитывать разные плотности основного металла и электродного.
Допустим, что требуемое содержание алюминия в наплавленном шве по массе ψЭ=η. Тогда, при наплавке алюминиевой проволоки на стальную пластину, учитывая различную плотность этих металлов, можно записать

где ρAl - плотность алюминиевой проволоки, г/см3;
FH1 - площадь поперечного сечения наплавленного алюминия при условии отсутствия его перемешивания с основным металлом, см2;
ρС - плотность стальной проволоки, г/см3;
FО - площадь поперечного сечения проплавления основного металла, см2, которую можно определить по шлифу поперечного сечения шва или расчетным путем по формулам распространения тепла при сварке.
В формуле (5) принято, что наплавляемый металл имеет плотность алюминия, а основной металл - плотность низкоуглеродистой стали. Принимаем плотность стали ρС=7,8 г/см3, плотность алюминия 2,7 г/см3. Обозначим отношение ρС/ ρAl=β=2,89. Тогда после преобразований получим из (5)
2,89(FO/FН1) +1 =1/η.

При η =0,3 (FO/FН1) = 0,81. Такое соотношение сложно точно получить при использовании в качестве дополнительного металла только электродной алюминиевой проволоки. Необходимо определить такие параметры процесса наплавки с подачей присадочной проволоки, которые обеспечивали бы именно такое отношение площадей, чтобы точно получить ψЭ=0,3. Это можно обеспечить с помощью предлагаемого способа наплавки.
В таблицу 1 сведены данные расчетов отношения площадей поперечного сечения проплавления основного металла и наплавленного металла без перемешивания.
Таким образом, чтобы обеспечить точное значение ψЭ необходимо сначала рассчитать соответствующее отношение R площади FO и площади сечения наплавленного металла без перемешивания FН1. После этого требуется выполнить наплавку плавящимся электродом без подачи присадочной проволоки и изготовить макрошлиф поперечного сечения шва и измерить опытные значение площади поперечного сечения шва FШО и наплавленного металла FНО, а затем рассчитать площадь поперечного сечения расплавления основного металла FO= FШО - FНО. Опытное поперечное сечение наплавленного металла FНО может быть точно определено непосредственно по шлифу после наплавки. Т. е. требуемая (расчетная) площадь поперечного сечения наплавляемой без перемешивания алюминиевой проволоки в итоге должна составлять

С другой стороны можно определить реальную площадь поперечного сечения наплавленного металла FHО без перемешивания по массе наплавленного в предварительном опыте электродного металла МН в граммах

где L - длина шва, см.
После этого следует определить знак разности между FH1 и опытным значением площади поперечного сечения наплавленного металла FНО без перемешивания

Если Δ больше нуля, следовательно, в проектируемом шве недостаточно алюминия и следует дополнительно в шов подавать алюминиевую присадочную проволоку.
Если Δ меньше нуля, следовательно, в шве алюминий избыточен и следует дополнительно в шов подавать стальную присадочную проволоку.
Необходимая скорость плавления и подачи VПAL алюминиевой присадочной проволоки

где VC - скорость сварки, см/с;
S - площадь поперечного сечения алюминиевой присадочной проволоки, см2;
ψПAL - коэффициент потерь алюминиевой присадочной проволоки при наплавке на испарение и разбрызгивание.
Для определения скорости подачи VПFE стальной присадочной проволоки необходимо составить уравнение на основе формулы (2).

где ПЭ - производительность наплавки алюминиевой электродной проволоки дугой, г/с;
ρС - плотность стали, г/см3;
FO - площадь поперечного сечения проплавления основного металла, см2;
VC - скорость сварки, см/с;
VНС - скорость передачи (наплавки) стальной присадочной проволоки в шов, см/с;
SП - площадь поперечного сечения стальной присадочной проволоки, см2.
Формула (11) включает в числителе и знаменателе 3 члена. Слагаемое в знаменателе ПЭ учитывает поступление в шов алюминия по массе. Слагаемое ρСFOVC учитывает поступление в шов стали из основного металла и слагаемое ρСVПСSП поступление в шов стальной присадочной проволоки. Поскольку нас интересует только содержание алюминиевого электродного металла в шве по массе, то в качестве массы наплавленного металла учитывается только одно слагаемое ПЭ.
Производительность наплавки электродной проволоки ПЭ определяется взвешиванием сварочного образца до и после наплавки и измерением времени наплавки в предварительном опыте. Расчетным путем ПЭ можно определить по формуле, если известен коэффициент потерь электрода на испарение и разбрызгивание ψП

где SЭ - площадь поперечного сечения электродной проволоки, см2;
VПЭ - скорость плавления электродной проволоки, см/с;
ρАЛ - плотность алюминия, г/см3.
В выражении (11) искомым является скорость наплавки стальной присадочной проволоки VНС. После преобразований (11) получим

В левой части в квадратных скобках имеем безразмерную величину, а размерность правой в см/с.
Чтобы получить требуемую скорость расплавления (подачи) стальной присадочной проволоки необходимо значение VНС разделить на коэффициент, учитывающий ее потери на испарение и разбрызгивание
(1-ψПС).
Коэффициент потерь присадочной проволоки при наплавке может быть при расчете взят, исходя из литературных данных, и уточнен при выполнении наплавки по предлагаемому способу. При этом производится взвешивание массы наплавленного металла и измерение массы израсходованной проволоки по скорости ее подачи.
То, что плавление присадочной проволоки не оказывает на проплавление основного металла существенного влияния подтверждается тем, что, например, даже в опытах при сварке с токоведущей присадочной проволокой такого влияния нет, хотя капли электродного металла в этом случае нагреваются до более высокой температуры (см. статью В.П. Сидорова, Н.А. Борисова. Процесс наплавки комбинацией дуг прямого и косвенного действия Сварка и Диагностика.- 2020. № 6. С.39-43). Это же подтверждается тем, что сложно осуществить процесс наплавки дугой косвенного действия с двумя стальными плавящимися электродами на сталь без принятия специальных мер по обеспечению расплавления основного металла.
Также слабое влияние скорости плавления присадочной проволоки на проплавление основного металла следует из результатов статьи А.И. Ковтунова и др. Определение параметров распределенного источника тепла при наплавке сплавов системы титан-алюминий. Технология металлов. 2018. №12. С16-20. (см. таблицу на стр. 18). При изменении скорости подачи проволоки в 6 раз на токе 270 А провар основного металла практически не изменился.
Включение в состав электродной проволоки других легирующих элементов кроме основного до 2,5 % по массе, изменяет плотность электродной проволоки, но это легко учесть путем расчета приведенной плотности электродной проволоки. Кроме того, такое небольшое содержание легирующих элементов мало сказывается на точности расчета и получении требуемого содержания основного легирующего элемента.
В таблице 2 приводятся плотности основных цветных металлов, которые могут использоваться при наплавке.
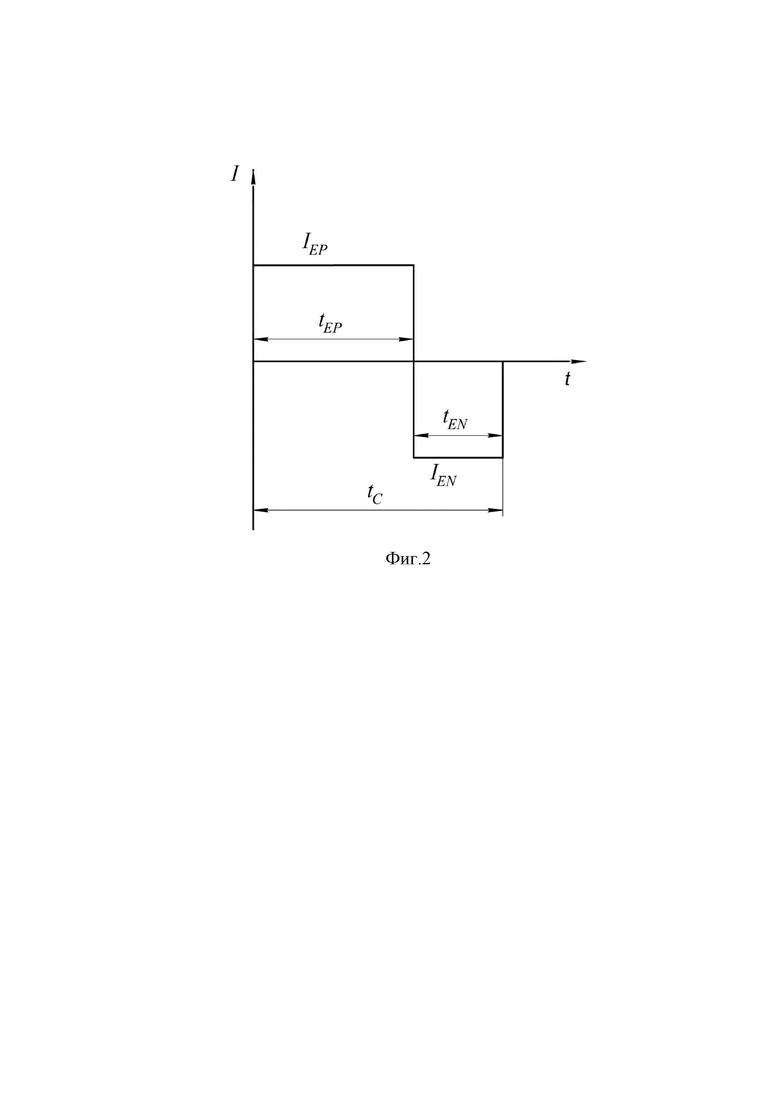
На фиг.2. представлена циклограмма тока дуги при наплавке или сварке плавящимся электродом разнополярными импульсами тока прямоугольной формы при преобладании по времени импульсов обратной полярности. Токи во время импульсов одинаковы. Время импульсов прямой полярности обозначено tEN, а обратной полярности tEР. Общее время цикла tС. Средний ток дуги обратной полярности IEPC за период

где IEP - средний ток дуги обратной полярности в импульсе, А
ϕ - доля по времени тока импульсов прямой полярности за период.
В предлагаемом способе значение ϕ предлагается выбирать в пределах ϕ=0,1-0,9, а частоту импульсов не менее 50 Гц. Предлагаемый диапазон изменений ϕ позволяет максимально расширить диапазон возможных значений ψЭ при наплавке или сварке без использования присадочной проволоки. Значения ϕ меньше 0,1 не следует применять, так как возможно нарушение устойчивости повторных зажиганий дуги, а также тем, что выпускаемые промышленностью установки позволяют изменять ϕ с шагом не менее 0,1. Значения ϕ больше 0,9 не следует применять по причине возможного нарушения стабильности скорости расплавления электродной проволоки. Использование частоты импульсов не менее 50 Гц обеспечивает высокую пространственную устойчивость дуги и высокую стабильность скорости расплавления электродной проволоки.
Средний ток дуги прямой полярности IENC за период

где IEP - средний ток дуги прямой полярности в импульсе, А.
Средний ток дуги IC за период

Средние токи полярностей дуги за период IENC и IEPC определяют производительность расплавления электрода этой полярностью за период.
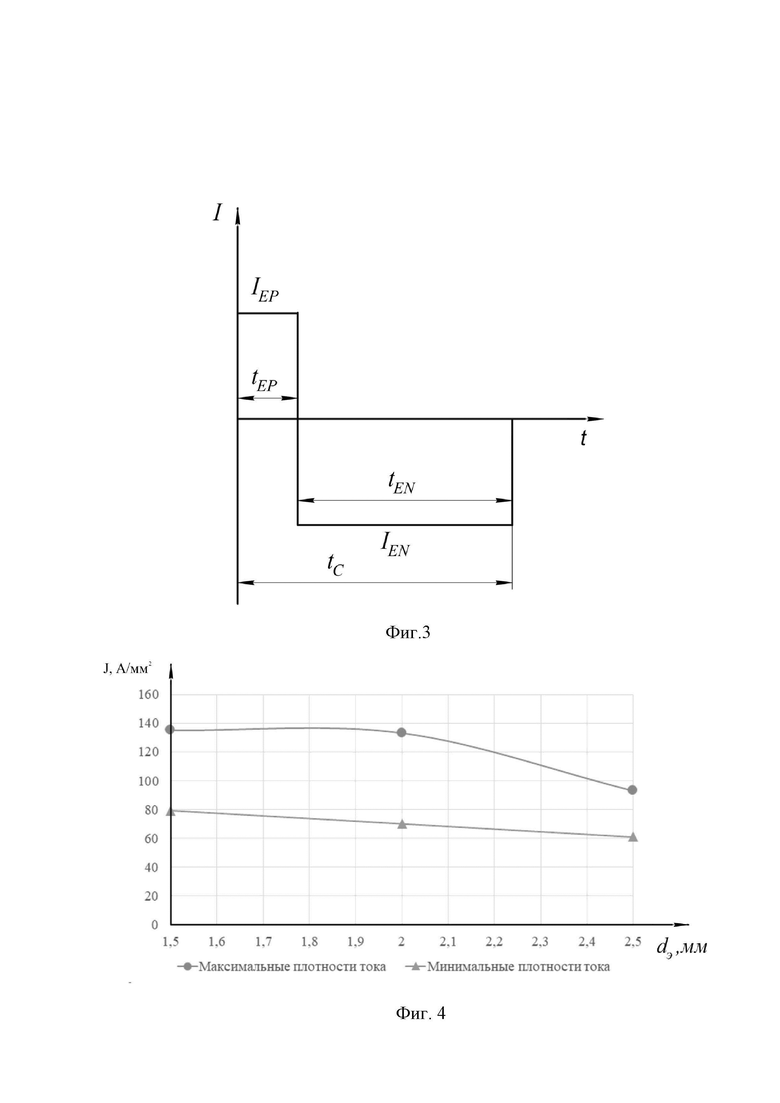
На фиг.3 представлена циклограмма тока дуги при сварке разнополярными импульсами тока прямоугольной формы при преобладании по времени импульсов прямой полярности. Токи импульсов также одинаковы. Обозначения на фиг.3 аналогичны обозначениям на фиг. 2. Формулы (14)-(16) справедливы и в этом случае.
На фиг.4 представлены зависимости плотностей тока при сварке алюминиевой электродной проволокой в дуге обратной полярности в аргоне от ее диаметра d. Для каждого диаметра проволоки плотность тока может изменяться в достаточно большом диапазоне. Она уменьшается с увеличением диаметра проволоки. Верхняя кривая на фиг. 4 представляет максимально рекомендуемые плотности тока, а нижняя - минимальные. Кривые плотности тока рассчитаны по данным для токов, приведенным в книге Мельниченко Н.Т. Монтаж и сварка конструкций из нержавеющей стали и алюминия. Л.: Машиностроение. 1968. 208 с. на стр.96, в таблице 25. Аналогичные данные достаточно широко приводятся в специальной литературе.
В этой же таблице 25 приведены данные по скорости подачи алюминиевой электродной проволоки. По этим данным были рассчитаны коэффициенты расплавления электродной проволоки по формуле

где VЭ - скорость расплавления (подачи) электродной проволоки , см/с,
ρ - плотность металла проволоки, г/см3,
j - плотность тока в поперечном сечении электрода, А/см2.
Размерность αР в этом случае г/(А⋅с) и для перевода в г/(А⋅ч) необходимо значение умножить на 3600 с. Результаты расчета αР приведены в таблице 3.
г/(А⋅ч)
В последней строке таблицы 3 приведено относительное отклонение полуразности граничных значений αР для диапазона токов к среднему значению (полуразмах значений от среднего значения).
Из таблицы 3 следует некоторая небольшая тенденция по увеличению коэффициента расплавления с увеличением плотности тока. Это может быть связано с различной степенью нагрева электрода в вылете. Коэффициент наплавки αН дуги прямого действия несложно определить взвешиванием по разнице масс наплавляемого образца до и после наплавки для конкретного тока дуги и измерением тока и времени наплавки или с помощью αР, и известного коэффициента потерь на угар и разбрызгивание. Из таблицы 3 следует невысокая точность определения коэффициента αР и, следовательно, связанного с ним коэффициента наплавки αН, который необходим для расчета производительности расплавления ПН электродной проволоки г/с.

Коэффициент наплавки в формуле (18) должен использоваться в г/(А⋅с).
Сравнение коэффициентов расплавления стальной и алюминиевой электродных проволок при одинаковых токах показывает, что коэффициент расплавления алюминиевой проволоки в одинаковых условиях примерно в 1,5-1,7 раза меньше, чем у стальной. Данные получены по зависимостям, приведенным в книге В.А. Ленивкина и др. Технологические свойства сварочной дуги в защитных газах (стр.112, рис. 57 и 58). М.: Машиностроение, 1989 г., 264 с. Данные относятся к дуге обратной полярности. Это затрудняет получение достаточно большого количества алюминия в шве при наплавке алюминия на сталь по известному способу.
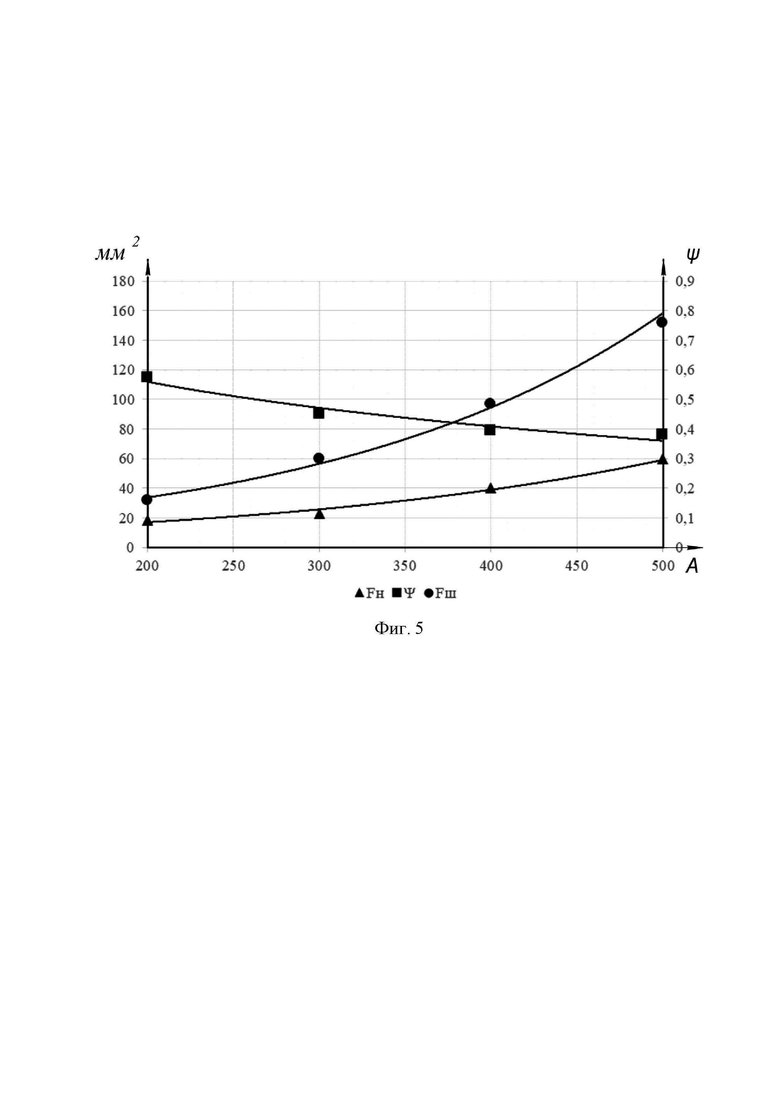
На фиг.5 представлены зависимости площадей поперечного сечения проплавления основного металла и наплавленного металла и доли участия электродного металла в металле шва при наплавке стальной низкоуглеродистой сварочной проволоки на пластину из низкоуглеродистой стали швов в среде СО2 от тока дуги. Зависимости приведены в книге Е.Н. Новожилова. Основы металлургии дуговой сварки в активных защитных газах. М.: Машиностроение. - 1972.- 167 с. и приведены на стр. 102 на рис. 57 а. Коэффициент ψЭ уменьшается при увеличении тока с 200 до 500 А с ψЭ =0,55 до ψЭ = 0,35, то есть на 40%. Это происходит потому, что при определенном токе рост площади поперечного сечения проплавления основного металла начинает существенно опережать рост площади поперечного сечения наплавленного металла. Причиной этого является отражение тепла от обратной плоскости пластины при достижении током определенной толщины. Площади равны между собой при токе 250 А, то есть для этого тока FO/FН=1. Зависимости на фиг.5 показывают, что в данных условиях изменение тока может в определенных пределах влиять на ψЭ и содержание основного легирующего элемента в шве при сварке плавящимся электродом. Однако этого влияния недостаточно для обеспечения требуемого содержания основного легирующего элемента в шве. Изменение ψЭ происходит примерно в пределах 20% от среднего значения ψЭ =0,5, то есть в диапазоне ψЭ=0,6-0,7.
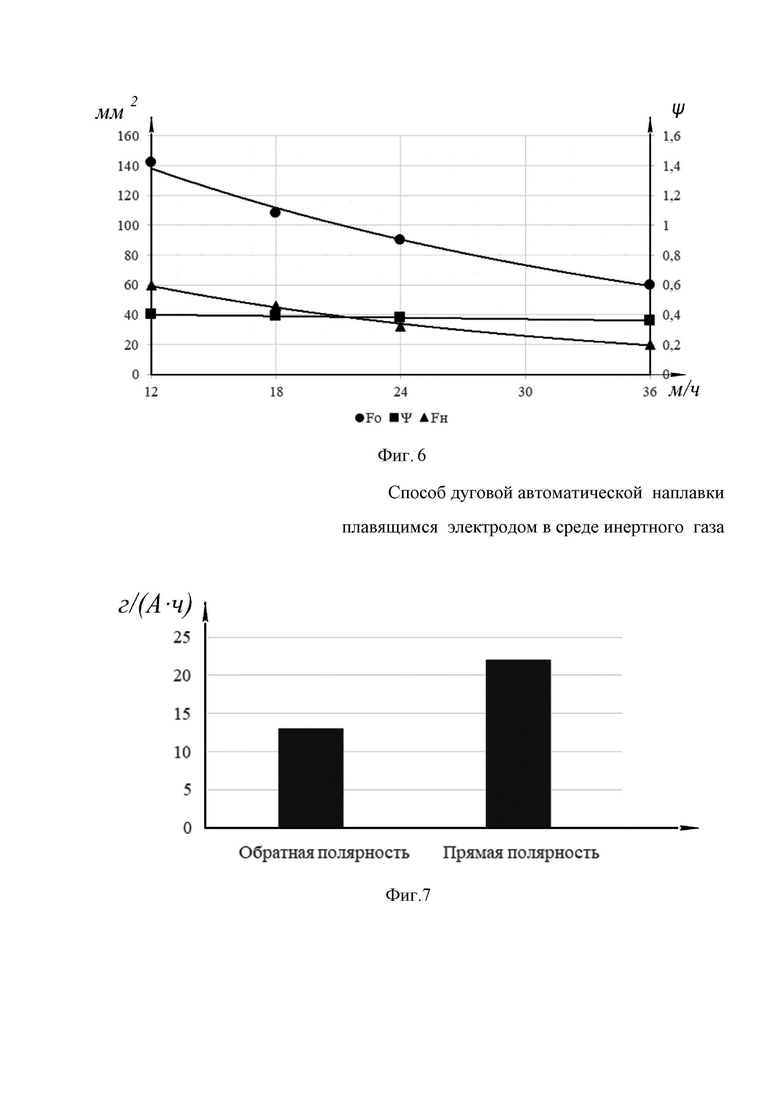
На фиг.6 представлены зависимости площадей поперечного сечения проплавления основного металла и наплавленного металла и доли участия электродного металла в металле шва при наплавке стальной низкоуглеродистой сварочной проволоки на пластину из низкоуглеродистой стали швов в среде СО2 от скорости сварки. Зависимости приведены по тому же источнику, что и для фиг.5.
Зависимость показывает отсутствие влияния скорости сварки на ψЭ , что характеризует низкую технологическую гибкость известного способа наплавки.
На фиг.7 представлена диаграмма коэффициентов расплавления αР для стальных проволок для прямой и обратной полярностей тока дуги при наплавке в аргоне проволокой Св-08Г2С диаметром 2 мм. Диаграмма построена по данным, приведенным в монографии В.А. Ленивкина и др. Технологические свойства сварочной дуги в защитных газах. М.: Машиностроение, 1989. - 264 с. (табл. 20 на стр. 115). Вылет электрода составил 1,54 см.
Опытные данные фиг. 7 свидетельствуют, что при одинаковом токе дуги 340 А коэффициент расплавления электродной проволоки на обратной полярности EP составляет αР=13,0 г/(А⋅ч), а на прямой полярности EN αР=22,1 (г/А⋅ч), т.е. на прямой полярности αР в 1,7 раза больше. Это объясняется двумя причинами - в большей степени большей мощностью в электрод от катодной области дуги, чем от анодной и в меньшей степени меньшим теплосодержанием капель электродного металла на прямой полярности.
Для различных защитных газов соотношение коэффициентов расплавления для прямой и обратной полярности приводится в справочнике «Сварка в машиностроении», Т.1, 1978 г. на стр. 238, табл. 36. Для диаметра электродной проволоки 1,6 мм среднее значение при токе 350 А на прямой полярности 26,1 г/(А⋅ч), а на обратной 15,5 г/(А⋅ч), то есть на прямой полярности в 1,68 раза больше.
Коэффициент наплавки αН отличается от коэффициента расплавления αР только небольшим процентом потерь на угар и разбрызгивание, которые не влияют на общую картину соотношения производительности наплавки на разных полярностях.
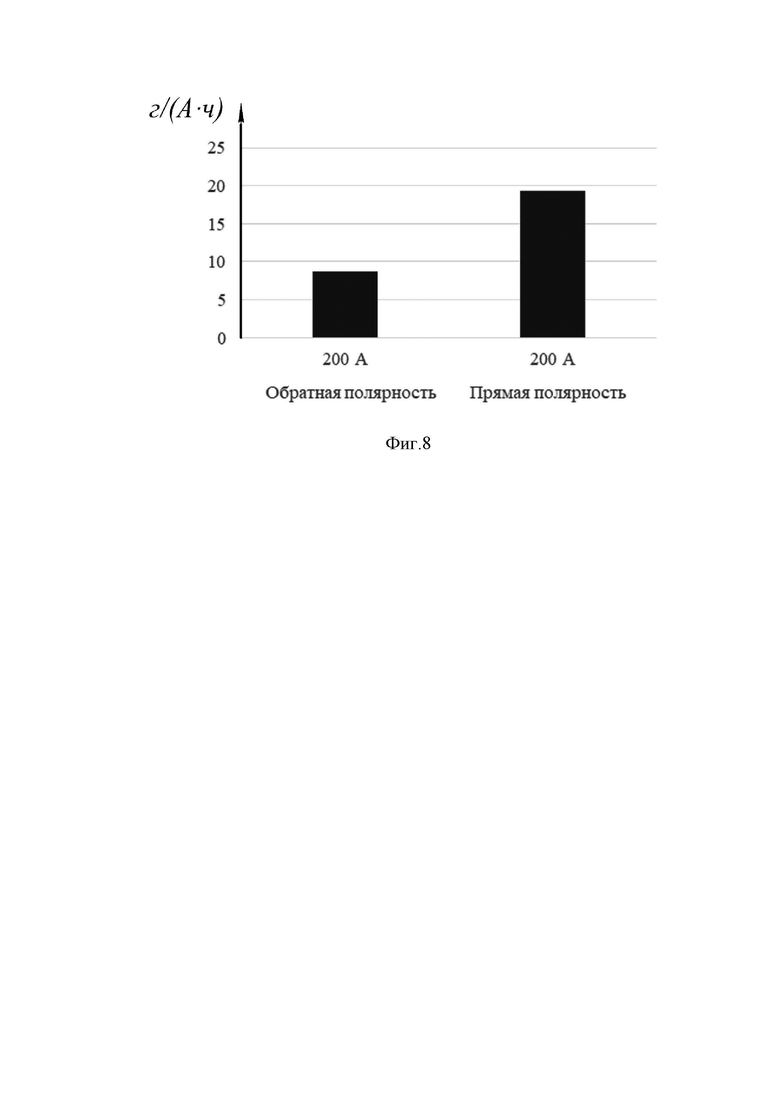
На фиг. 8 приведена аналогичная диаграмма для наплавки алюминиевой электродной проволоки диаметром 1,2 мм на алюминиевую пластину при токе 200 А дугой в аргоне. Коэффициент расплавления электродной проволоки на обратной полярности составляет 8,72 г/(А⋅ч), а на прямой полярности 19,33 (г/А⋅ч), т.е. на прямой полярности в 2,16 раза больше. Данный результат описан в статье В.П. Сидорова и др. О плавлении алюминиевого электрода аргоновой дугой прямой полярности. Вектор науки ТГУ, 2019. №4(50). С.52-57.
Однако на прямой полярности сварку и наплавку дугой в защитных газах плавящимся электродом не ведут из-за низкой стабильности скорости расплавления электродной проволоки и низкой пространственной устойчивости дуги. Это объясняется особенностями поведения катодного пятна на стержневом электроде. В большей степени это присуще стальным проволокам из-за наличия различных окислов и загрязнений на поверхности, которые влияют на катодное падение напряжения дуги. В меньшей степени это присуще алюминиевой электродной проволоке, у которой на поверхности может присутствовать только один окисел Al2O3 различной толщины.
Применение разнополярной дуги с частотой импульсов тока не менее 50 Гц для наплавки плавящимся электродом в защитных газах позволяет повысить стабильность процесса, как скорости расплавления электрода, так и пространственную устойчивость дуги. В то же время из-за существенной разницы в интенсивности проплавлении электрода и изделия этот вид дуги позволяет за счет регулирования доли полярностей в периоде и средних токов полярностей за период регулировать соотношение площадей проплавления основного и наплавленного металла и ψЭ в очень широких пределах.
Повышение стабильности происходит вследствие того, что изменение полярности с достаточно высокой частотой подавляет блуждание катодного пятна сварочной дуги, как на изделии, так и на электроде. Стабильность повторных зажиганий обеспечивается высокой скоростью перехода тока через ноль и встроенными в сварочные установки высокочастотными возбудителями дуг.
Для дуги с разнополярными импульсами тока можно записать формулу для коэффициента наплавки α

где αEP - коэффициент наплавки для дуги обратной полярности постоянного тока;
αEN - коэффициент наплавки для дуги прямой полярности постоянного тока.
Обозначим отношение (αEN / αEP) = М>1. Тогда
α = (1-ϕ) αEP + αEP М⋅ϕ.
После преобразований получим

При ϕ = 0,1 преобладает обратная полярность, при М=2 получим α =1,1 αEP, а при ϕ = 0,9 преобладает прямая полярность, и при М=2 получим α =1,9 αEP. Т.е., при увеличении отношения длительности импульсов прямой полярности к длительности периода, по предлагаемому способу можно изменить коэффициент наплавки на 73%. Одновременно будет уменьшаться аналогичный коэффициент проплавления основного металла, который можно обозначить αО. Он будет изменяться в меньшей степени, однако в целом диапазон возможного изменения доли участия электродного металла в шве будет значительно шире, чем у известного способа. Противоположная направленность изменения площадей проплавления основного и наплавленного металлов с изменением ϕ позволяет в очень широких пределах изменять ψЭ. Коэффициент проплавления основного металла, аналогичный коэффициенту наплавки для электродной проволоки можно определить по формуле

где ρO - плотность основного металла, г/см3;
I - средний ток дуги, А;
VC - скорость сварки, см/с.
Размерность αО при использовании указанных единиц измерения г/(А⋅с).
В таблице 4 представлены расчетные зависимости отношения коэффициентов наплавки α электрода для дуги с разнополярными импульсами тока от ϕ для различных значений М по формуле (20). Значения М могут изменяться в зависимости от диаметра электрода и тока дуги. Коэффициент в таблице показывает во сколько раз коэффициент наплавки при данных М и ϕ больше аналогичного коэффициента на обратной полярности дуги.
Площадь проплавления основного металла в формуле (21) изменяется при увеличении ϕ противоположным образом - она уменьшается. Это связано с тем, что мощность, вводимая катодной областью в изделие существенно больше, чем анодной областью. Мощность, передаваемая изделию жидким электродным металлом, мало влияет на проплавление основного металла. Т.о., площади проплавления основного металла FO и электродного металла FН изменяются при изменении ϕ противоположно, что позволяет регулировать ψЭ в широких пределах. Соответственно, в очень широких пределах будет регулироваться и химический состав шва.
Для реализации способа можно использовать и установки, обеспечивающие не только регулирование ϕ, но и токи импульсов. В этом случае будут справедливы и могут использоваться формулы для средних токов за период.
Токи на алюминиевую электродную проволоку можно выбирать на основе таблицы 3,5 и ей подобных для сварки алюминиевых сплавов плавящимся электродом на обратной полярности дуги в аргоне.
Пример 1. По предлагаемому способу производилась автоматическая наплавка алюминиевой проволоки А0 диаметром dЭ= 1,2 мм дугой прямого действия в среде аргона на пластину толщиной 6 мм из низкоуглеродистой стали 20 с целью обеспечения оптимального содержания алюминия в шве ψЭ=26 % по массе. В начале по формуле (6) было получено, что для этого отношение площади поперечного сечения проплавления основного металла к площади поперечного сечения наплавленного металла (без учета перемешивания) должно составлять R=FO/FH1=0,985.
Затем выполнялась предварительная наплавка дугой с разнополярными импульсами тока прямоугольной формы от специального источника питания - установки DW-300. Частота импульсов составляла 50 Гц. Для автоматической наплавки алюминиевой электродной проволоки использовалась сварочная горелка для механизированной сварки от установки FastMigMXF 65, которая закреплялась на сварочном автомате АДСВ-6. Токи импульсов устанавливались одинаковыми для обеих полярностей IEN=IEP=200 А. При проведении наплавки разнополярными импульсами тока при ϕ=0,2 средние за период токи прямой полярности ENC= 40 А, обратной полярности EPC =160 А. Средний ток дуги за период также составлял 200 А. Скорость подачи электродной проволоки составляла VЭ =13,3 см/с.
Скорость наплавки в предварительном опыте составляла VC=0,25см/с. При наплавке на пластину обеспечивали длину наплавок L=80 мм. Наплавляемые пластины взвешивали до и после наплавки с точностью до 0,1 г. По массе наплавленного алюминия и длине шва определяли среднее значение площади поперечного сечения наплавленного металла шва в опыте без перемешивания FHО по формуле (8).
Для наплавленного шва по массе наплавленного металла получили площадь поперечного сечения наплавленного металла FH=0,23 см2 сечения шва FШ = 1,02 см2. Т.о, получили, что площадь поперечного сечения проплавления основного металла FO= FШ - FH =0,79 cм2. Такая достаточно большая площадь получена благодаря малой толщине пластины вследствие отражения тепла от обратной плоскости.
Доля участия электродного металла в металле шва по площади поперечных сечений и массе в предварительной наплавке ψЭ = 0,23/1,02=0,225. Из того, что опытное значение ψЭ меньше требуемого ψЭ =0,26 следует, что в шве недостаток алюминия и в качестве присадочной следует использовать алюминиевую проволоку.
Используя полученный ранее коэффициент R =0,995 для ψЭ=0,26, рассчитали требуемую площадь поперечного сечения наплавленного алюминия без перемешивания 0,79/0,995 = 0,79 см2. Действительная площадь поперечного сечения наплавленного алюминия без перемешивания 0,76/1,24 = 0,61 см2. Это означает, что в шве недостаток наплавленного алюминия без перемешивания Δ=0,79-0,61 = 0,18 см2. Принимаем диаметр алюминиевой присадочной проволоки 1,2 мм. Для определения скорости ее подачи используем формулу (10). Коэффициент потерь проволоки принимали 0,1.
VПАЛ=Δ⋅VC/S(1-ψАЛ),
VПАЛ=(0,18⋅0,25)/(0,013⋅0,9) = 3,84 см/с.
Проволоку подавали в столб дуги под углом к поверхности изделия со стороны хвостовой части сварочной ванны. Для получения расплавления присадочной проволоки с данной скоростью регулировали ее положение относительно столба дуги по высоте и угол наклона по отношению к поверхности изделия.
После проведения наплавки на данном режиме с подачей алюминиевой присадочной проволоки марки А0 получили после изготовления макрошлифа FO =0,78 см2, FН = 0,27 см2, ψЭ = 0,256, то есть отличную от требуемого значения всего на 1,5%. Результаты спектрального анализа содержания алюминия в шве подтвердили полученную по площадям точность определения. Площадь поперечного сечения проплавления основного металла изменилась всего на 2%, а площадь поперечного сечения наплавленного металла увеличилась из-за подачи алюминиевой проволоки со значительно меньшей плотностью. В результате с высокой точностью обеспечено требуемое содержание алюминия в шве при высокой производительности наплавки.
Пример 2. При параметрах, аналогичных параметрам примера 1 проводили наплавку, изменив долю импульсов прямой полярности до ϕ =0,8. Скорость подачи алюминиевой электродной проволоки составила VЭ = 21 см/с.
Для наплавленного шва предварительно получили среднюю площадь поперечного сечения наплавленного металла FH=0,32 см2, сечения шва по макрошлифу FШ = 0,95 см2. Т.о, получили, что FO= FШ - FH =0,63 cм2. Доля участия электродного металла в металле шва по площади поперечных сечений и массе в предварительной наплавке ψЭ = 0,32/0,95= 0,34. Из того, что опытное значение ψЭ больше требуемого ψЭ =0,26 следует, что в шве избыток алюминия и в качестве присадочной следует использовать стальную проволоку. Принимаем диаметр стальной присадочной проволоки 1,6 мм. По формуле (6) рассчитываем отношение для площади поперечного сечения наплавленного алюминия без перемешивания в предварительном опыте
(FO/FН1)=(1/η-1)/2,89 = (1/0,34-1)/2,89=0,672.
Отсюда FН1=0,63/0,672=0,94 см2.
По формуле (13) рассчитывали скорость передачи присадочной проволоки в шов
VНС = [(1/ψЭ -1) - (ρС FOVC/ПЭ)] [ПЭ/(ρСSП)].
Производительность наплавки электродной проволоки определили взвешиванием по результатам предварительного опыта ПЭ= 0,63 г/с. Получили скорость передачи наплавленного металла в шов
VНС = [1/0.26-1) -7,8⋅0,63⋅0,25/0,63][0,63/7,8⋅0,02]= (2,85-1.95)4= 3,36 см/с.
Скорость расплавления (подачи) стальной присадочной проволоки определяли при коэффициенте потерь на испарение и разбрызгивание ψП =0,05.
VПС = 3,36/(1-0,05)=3,53 см/с.
После проведения наплавки на данном режиме с подачей стальной присадочной проволоки Св-08А получили после изготовления макрошлифа FO =0,65 см2, FН = 0,24 см2, ψЭ = 0,27, то есть отличную от требуемого значения всего на 3,8 %. Площадь поперечного сечения наплавленного металла немного уменьшилась в связи с подачей в сварной шов присадочной проволоки с намного более высокой плотностью. В результате с высокой точностью обеспечено требуемое содержание алюминия в шве при высокой производительности наплавки. Проволоку подавали в столб дуги под углом к поверхности изделия со стороны хвостовой части сварочной ванны. Для получения расплавления присадочной проволоки с данной скоростью регулировали ее положение относительно столба дуги по высоте и угол наклона по отношению к поверхности изделия. Результаты спектрального анализа содержания алюминия в шве подтвердили полученную по площадям точность определения.
Данный способ может быть реализован посредством использования современного оборудования и оснастки: установок для сварки с разнополярными импульсами тока, сварочных горелок и сварочных автоматов. Поэтому способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2021 |
|
RU2772563C1 |
| Способ автоматической наплавки в инертном газе комбинацией дуг | 2022 |
|
RU2798645C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
Изобретение может быть использовано при дуговой автоматической наплавке износостойких, жаропрочных, жаростойких и коррозионно-стойких слоев металла на низкоуглеродистые и низколегированные стали плавящимся электродом с подачей присадочной проволоки. Наплавку осуществляют с использованием дуги с разнополярными импульсами тока частотой не менее 50 Гц при заданном регулировании отношения среднего тока импульсов прямой полярности к среднему току дуги (ϕ). В качестве плавящегося электрода используют электродную проволоку из цветного металла, который является легирующим элементом. Предварительно наплавляют шов без подачи присадочной проволоки электродной проволокой из того же цветного металла. Определяют содержание в предварительном шве цветного металла по массе и рассчитывают разность между заданным содержанием цветного металла и его содержанием в предварительном шве. В зависимости от полученного результата используют присадочную проволоку, аналогичную по составу электродной проволоке из цветного металла или аналогичную по составу наплавляемой детали. Рассчитывают скорость подачи присадочной проволоки из условия получения заданного содержания легирующего элемента в наплавочном шве за счет выбора ϕ в указанных пределах и с учетом потерь легирующего элемента при наплавке. Способ позволяет оптимизировать содержание цветных металлов в шве при наплавке на сталь, обеспечивает высокую производительность и стабильность процесса наплавки. 1 з.п. ф-лы, 8 ил., 5 табл., 2 пр.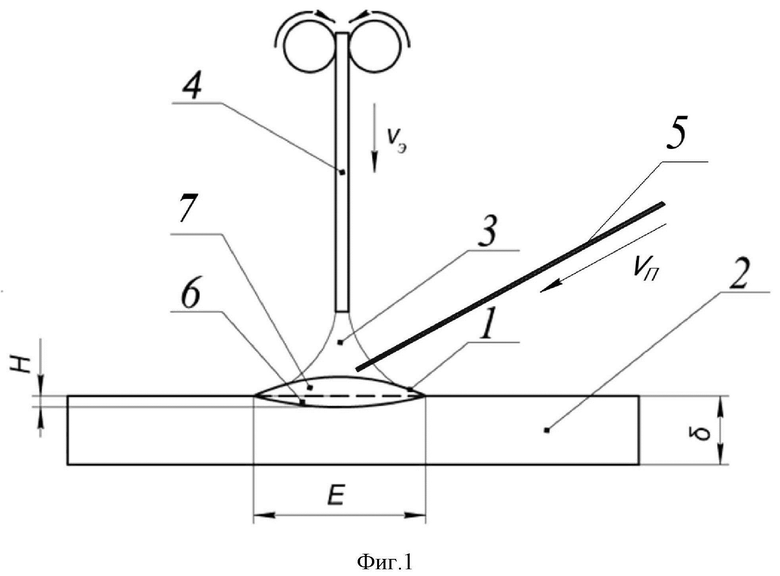
1. Способ дуговой автоматической наплавки плавящимся электродом в инертном газе на стальную деталь с подачей присадочной проволоки, включающий получение сварного шва с заданным содержанием в нем по массе легирующего элемента, отличающийся тем, что наплавку осуществляют с использованием дуги с разнополярными импульсами тока частотой не менее 50 Гц при регулировании отношения среднего тока импульсов прямой полярности к среднему току дуги за период сварки в пределах ϕ = 0,1-0,9, при этом в качестве плавящегося электрода используют электродную проволоку из цветного металла, который является легирующим элементом, причем предварительно наплавляют шов без подачи присадочной проволоки электродной проволокой из того же цветного металла на рекомендуемом для данного ее диаметра токе дуги обратной полярности, затем измеряют площади поперечного сечения полученного шва и наплавленного металла и вычисляют площадь поперечного сечения проплавления основного металла, после чего определяют содержание в предварительном шве цветного металла по массе и рассчитывают разность между заданным содержанием цветного металла и его содержанием в предварительном шве, причем в случае содержания в шве легирующего элемента меньше заданного для наплавки используют присадочную проволоку, аналогичную по составу упомянутой электродной проволоке из цветного металла, а при его содержании в шве больше заданного используют стальную присадочную проволоку, аналогичную по составу наплавляемой детали, при этом рассчитывают скорость подачи присадочной проволоки в процессе наплавки из условия получения заданного содержания легирующего элемента в шве за счет выбора ϕ в указанных пределах и с учетом потерь легирующего элемента при наплавке.
2. Способ по п.1, отличающийся тем, что наплавку ведут электродной проволокой, выполненной на основе алюминия, или магния, или меди, или цинка, или никеля, или титана.
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2006 |
|
RU2327551C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| Способ получения сплава переменного химического состава | 1990 |
|
SU1779503A1 |
| Способ наплавки на алюминий слоя другого металла | 1979 |
|
SU1039665A1 |
| Привод рапиры лентоткацкого станка | 1987 |
|
SU1440974A1 |

