Изобретение относится к сварке трением и может быть использовано в производстве режущего инструмента при соединении концевой части, выполненной из тугоплавких сплавов, с остальной его частью.
Известен способ регулирования процесса сварки трением [1] , при котором регулирование осуществляют по нагреву свариваемых деталей до температуры полной потери ферромагнитных свойств, постоянной для данного металла (точки Кюри), которая определяется с использованием индукционного датчика в виде катушки, установленной на вращающейся детали и включенной в электрическую цепь сварочной машины.
Недостатком способа является то, что регулирование осуществляется только при одной температуре (точка Кюри), соответствующей определенному металлу.
Известен способ [2] , при котором регулирование осуществляют по магнитной проницаемости свариваемых металлов, зависящей от температуры нагрева. Торможение вращающейся детали производят в момент прекращения изменения магнитной проницаемости, что определяют с помощью датчика, установленного на неподвижной заготовке.
Недостатком этого способа является трудность определения параметров среды в зоне сварного шва.
Известен наиболее близкий к заявляемому способу регулирования процесса сварки трением деталей, из которых хотя бы одна должна быть выполнена из материала, обладающего сверхпластичностью. Обычно это концевая часть режущего инструмента, выполненная из труднодеформируемых сталей мартенситного, перлитного и карбидного классов, а также из сплавов никеля, титана, вольфрама [3] .
Материал второй детали должен иметь подобную кристаллическую решетку с материалом первой детали, для того, чтобы при сварке трением не происходила деформация второй детали, а нагрев при этом не приводил к ее расплавлению. Обычно материалом второй детали является, конструкционная сталь, хром, титановые сплавы ВТ7, ВТ5, ВТ3.
Способ заключается в подаче в электрическую цепь сварочной машины управляющего сигнала о прекращении относительного вращения деталей и начале проковки при нагреве стыка до температуры, лежащей в температурном интервале сверхпластичности материала первой детали.
Сварка трением, выполненная в температурном интервале сверхпластичности, является очень эффективной, так как улучшает условия деформирования металла, исключает образование блестящих колец, повышает качество соединения без применения отжига заготовок.
Целью изобретения является снижение энергоемкости процесса в случае выполнения второй детали из материала обладающего эффектом сверхпластичности.
Это достигается тем, что способ предусматривает измерение термоэлектродвижущей силы в процессе относительного вращения свариваемых деталей, осуществление торможения и начала проковки при достижении термоэлектродвижущей силы заданного значения, соответствующего меньшему значению температуры сверхпластичности из значений температур свариваемых деталей.
Соответствие между значением температуры сверхпластичности для конкретного металла и значением термоэлектродвижущей силы, устанавливают опытным путем. Последнее фиксируют прибором, дающим сигнал на прекращение вращения и прогревания деталей.
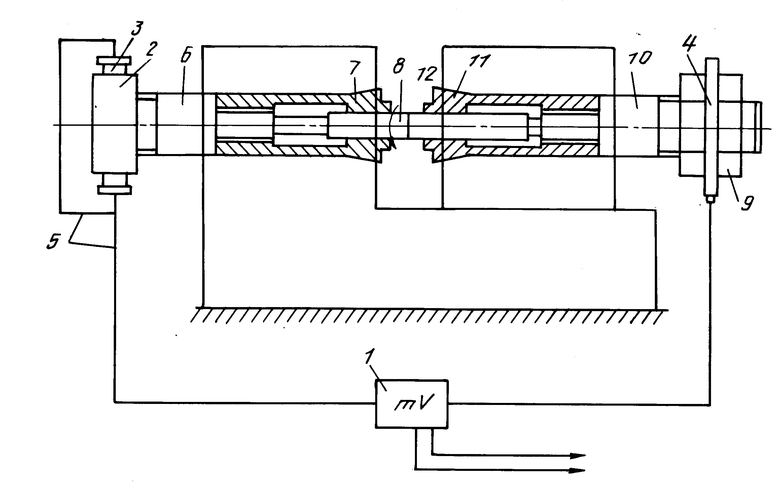
На чертеже представлены принципиальная схема регулирования процесса сварки и изображение свариваемых деталей.
Устройство для осуществления способа содержит регулирующий милливольтметр 1, токосъемное приспособление, состоящее из вращающегося кольца 2, неподвижных щеток 3, неподвижного контакта 4, соединительных проводов 5. Вращающееся кольцо закрепляют на штревеле шпинделя 6, соединенного с левой зажимной цангой 7, в которой закрепляют заготовку 8, приводимую при сварке во вращение. Неподвижный контакт 4 гайками 9 закрепляют на штревеле каретки 10, который соединяют с правой зажимной цангой 11. В последней закрепляют заготовку 12 которая при сварке не вращается.
При работе сварочной машины заготовка 8 начинает вращаться, заготовку 12 поджимают к вращающейся заготовке 8, температура на трущихся поверхностях растет и в соответствии с ростом температуры увеличивается значение термоэлектродвижущей силы, возникающей в естественной термопаре, образованной заготовками из разнородных металлов.
Значение термоэлектродвижущей силы снимается через зажимную цангу 7, штревель шпинделя 6, вращающееся кольцо 2 и неподвижные щетки 3 с заготовками 8 и через зажимную цангу 11, штревель каретки 10, неподвижный контакт 4 - с заготовки 12 и подается на регулирующий милливольтметр. Последний отражает текущие значения термоэлектродвижущей силы, а следовательно, температуру в зоне сварки. Когда температура в зоне сварки достигает требуемого значения, регулирующий милливольтметр выдает управляющий сигнал в электрическую цепь сварочной машины, согласно которому прекращается нагрев и осуществляется проковка.
Технико-экономическая и иная эффективность обусловлена тем, что предлагаемый способ прост, не требует значительных затрат на осуществление и надежно обеспечивает выполнение сварки трением в заданном температурном режиме.
(56) 1. Авторское свидетельство СССР N 396218, кл. В 23 К 20/12, 1973.
2. Авторское свидетельство СССР N 407682, кл. В 23 К 20/12, 1973.
3. Хазанов И. О. , Фомин Н. И. Сварка трением в температурном интервале сверхпластичности быстрорежущей стали. - Сварочное производство. 1989, N 3, с. 4-5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением | 1987 |
|
SU1512740A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 1994 |
|
RU2103131C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАЛОЛЕГИРОВАННОЙ ЗАЭВТЕКТОИДНОЙ СТАЛИ ПЕРЛИТНОГО КЛАССА | 1991 |
|
RU2016092C1 |
| Машина для сварки трением | 1982 |
|
SU1073047A1 |
| Устройство для сварки трением | 1981 |
|
SU1006135A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456142C2 |
| Устройство для сварки трением | 1976 |
|
SU716743A1 |
| Машина для сварки трением | 1981 |
|
SU1058745A1 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456141C2 |
Использование: область сварки трением, при производстве режущего инструмента. Сущность: способ регулирования процесса сварки трением деталей, образующих термопару, выполненных из материалов, обладающих эффектом сверхпластичности, заключается в измерении термоэлектродвижущей силы в процессе вращения одной из свариваемых деталей и подаче управляющего сигнала в электрическую цепь сварочной машины о прекращении вращения и начале проковки при достижении термоэлектродвижущей силой значения, соответствующего меньшему значению температуры сверхпластичности их значений температур свариваемых деталей. 1 ил.
СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА СВАРКИ ТРЕНИЕМ деталей, одна из котоpых выполнена из тpуднодефоpмиpуемого матеpиала, обладающего эффектом свеpхпластичности, а втоpая - из матеpиала с подобной кpисталлической pешеткой, включающий подачу в электpическую цепь сваpочной машины упpавляющего сигнала о пpекpащении относительного вpащения деталей и начале пpоковки пpи нагpеве стыка до темпеpатуpы, лежащей в темпеpатуpном интеpвале свеpхпластичности матеpиала детали, отличающийся тем, что, с целью снижения энеpгоемкости пpоцесса в случае выполнения втоpой детали из матеpиала, обладающего эффектом свеpхпластичности, упpавляющий сигнал подают пpи нагpеве стыка до темпеpатуpы меньшей из значений темпеpатуp свеpхпластичности сваpиваемых деталей, пpичем темпеpатуpу опpеделяют по величине теpмоэлектpодвижущей силы, возникающей пpи нагpеве стыка.

