Изобретение относится к сварке тре нием. Известна машина для сварки трением содержаиая корпус; шпиндель, несущий зажимное устройство одной из свариваемых деталей, привод осевого давления, связанный с зажимным устройством для второй детали Щ . Осевое сварочное давление в известном устройстве замыкается на упорный подшипник, что усложняет конструкцию шпиндельного узла, особенно при проектировании устройств для орбитальной сварки трением деталей. Цельк} изобретения является упрощение конструкции машины. , Поставленная цель достигается тем, что в машине для сварки трением, содержащей корпус, шпиндель, несущий зажимное устройство одной, из свариваемых деталей, привод осевого давления, связанный с зажимным устройством для второй детали,, корпус зажимного устройства, связанного со шпинделем, установлен с возМ9жностью осевого перемещения, а пр вод осевого давления выполнен центробежным в виде грузовых звеньев и. шарнирно связанных с ними тяг, свободные концы которых шарнирно св заны с корпусами зажимных устройств Кроме того, с целью осуществления орбитальной сварки машина снабжена установленным на корпусе с воз можностью радиального перемещения роликом, .а корпус несвязанного со шпинделем зажимного устройства уста новлен с возможностью радиального упругого смещения и снабжен закрепленным на нем кольцом, установленным с возможностью взаимодействия с роликом. - . В этом случае во время вращения шпинделя тяги с грузами обеспечивают создание осевого давления (центробежный привод осевого давления), при этом подшипники шпинделя получаются не нагруженными о.еевым. сварочным давлением, что позволяет упростить подшипниковый узел и не устанавливать упорные подшипники. Подвижный в радиальном направлении ролик позволяет осуществлять задание эксцентриситета орбитального движения, а к концу сварки обеспечивать необходимую соосность полу чаемого сварного соединения. На чертеже показана машина для сварки трением, Машина состоит из корпуса 1, на KbTopohi установлен привод вращения 2, имеющий две ступени скорости вращения. На валу 3 привода вращения закреплено цанговое зажимное устройство. Цанга 4 жестко закрепле на на валу 3, а корпус S цанги 4 установлен с возможностью осевого перемещения. Корпус 6 зажимного устройства второй свариваемой детали связан с корпусом 5 через резиновую втулку 7, обойму 8 и штанги 9, установленные в корпусе 5 с,возможностью осевого перемещения. Наружная поверхность резиновой втулки -7 приклеена к- обойме 8, а внутренняя к корпусу б зажимного устройства. Установка корпуса 6 в резиновой втулке дает корпусу б возможность упругого радиального смещения. Для создания сварочного давления в машине установлен центробежный привод создания осевого усилия, состоящий из тяг 10 и грузовых звеньев 11. На корпусе б зажимного устройства жестко закреплено кольцо 12, а на корпусе 1 машины смонтирован убирающийся ролик 13 с при водом 14, имеет возможность взаимодействия с кольцом 12. Сварочный стык обозначен позицией 15. Машина работает следующим образом.. После установки свариваемых деталей в зажимных устройствах включается приЕод вращения 2, Вал 3 привода разгоняется до номинальных оборотов . При этом на грузы 11 действует центробежная сила, которая передается на зажимные устройства. В сварочном стыке 15 создается сварочное давление. Однако тепловыделение в стыке пока не происходит, так как оси свариваемых деталей совпадают. Ролик 13 находится в положении, при котором эксцентриситет орбитального движения;равен нулю. При включении привода 14 ролик 13 перемещается вверх на 3-5 мм эксцентриситет орбитального движения. При этом корпус 6 зажимного устройства упруго смещается и начинает Совершать орбитальное движение. В сварочном стыке прОИсходит тепловыделение. После заданного времени разогрева (в машине имеется реле времени), ролик 13 возвращается в исходное положение, оси свариваемых деталей соймещаются, осуществляется проковка. Для увеличения усилия проковки включается вторая ступень скорости привода вращения. После проковки вал 3 тормозится противотоком. Сварка закончена. Предлс1гаемая машина для,орбитальной сварки трением имеет простую конструкцию и низкую стоимость изготовления за счет того, что в подшипниковом узле шпинделя машины исключен упорный подшиш ик. Данная конструкция может быть достаточно просто смонтирована на шпинделе токарного станка. При этом
1058745
ролик целесообразно устанавливатьдавления, то можно достаточно долго
на суппорте станка. Так как подшип -использовать токарные станки для НИКИ шпинделя станка получаются орбитальной « Вс1рки трением без опасразгруженными от осевого сварочного ности снижения ресурса их работы.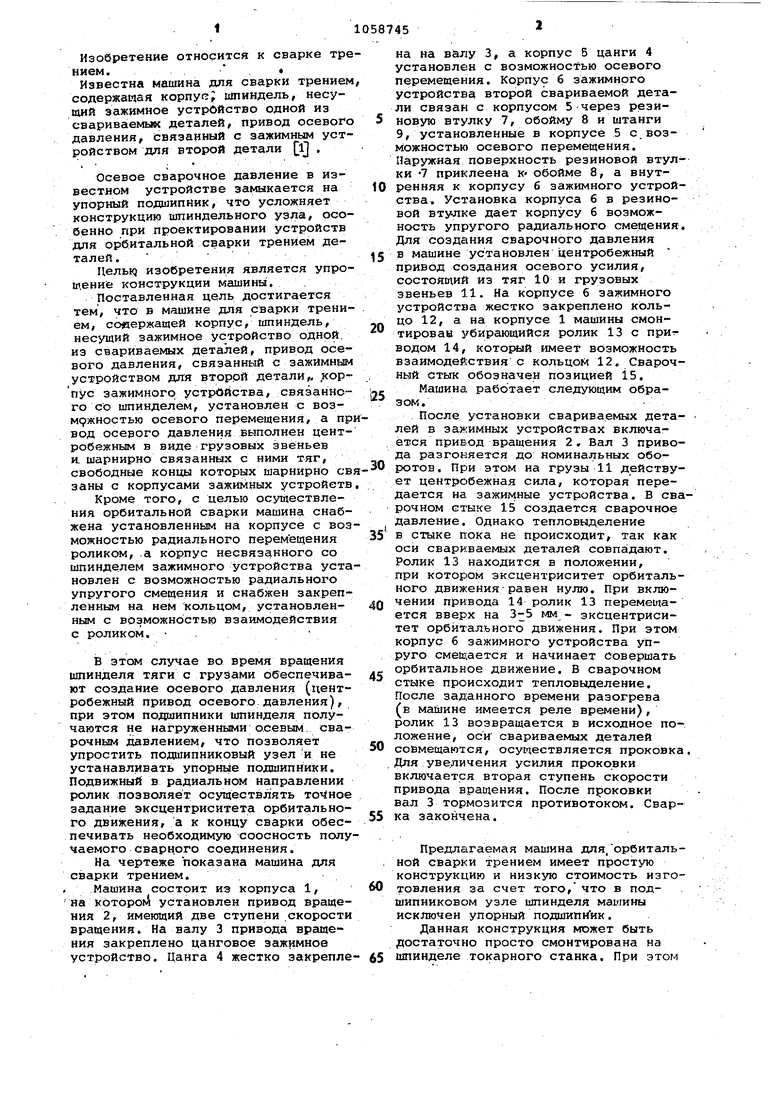

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки трением | 1981 |
|
SU1006135A1 |
| Устройство для сварки трением | 1982 |
|
SU1094706A1 |
| Устройство для сварки трением | 1982 |
|
SU1042933A1 |
| Машина для сварки трением | 1982 |
|
SU1073047A1 |
| Устройство для сварки трением | 1982 |
|
SU1041251A1 |
| Устройство для орбитальной сварки трением | 1981 |
|
SU1050835A1 |
| Машина для сварки трением | 1983 |
|
SU1076237A1 |
| Устройство для орбитальной сваркиТРЕНиЕМ | 1979 |
|
SU814627A1 |
| Машина для сварки трением | 1981 |
|
SU975287A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
1. МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ, содержсццая корпус, шпиндель, несущий зажимное устройство одной из свариваемых деталей, привод осевого давления, связанный с зажимным устройством для второй детали, отличающаяся тем, что, с целью упрощения ее конструкции за счет исключения упорного подшипг S ника шпинделя, корпус зажимного устройства, связанного со шпинделем, установлен с возможностью осевого перемещения, а привод осевого давления выполнен центробежным в виде грузовых звеньев и шарнирно связанных с ними тяг, свободные коншд которых шарнирно-связаны с корпусами зажимных устройств. 2. Машина по п. 1, отличающ а яс я тем, что, с целью осуществления орбитальной сварки, она снабжена установленным на корпусе с возможностью радиального перемещения роликом, а корпус не связанного со шпинделем зажимного устройства установлен с возможностью радиального упругого смещения и снабжен закрепленным на нем кольцом, установленным с возможностью взаимодействия с роликом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вилль В.М | |||
| Сварка металлов трением | |||
| Л., Машиностроение, 1970, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
