Изобретение относится к обработке металлов давлением и может быть использовано для вытяжки и съема с пуансона тонкостенных изделий с любой формой поперечного сечения.
Известно устройство для съема полых изделий с пуансона, содержащее корпус и крышку с коническими поверхностями, съемник в виде нескольких подпружиненных секторов и другие элементы, осуществляющие прижатие секторов съемника к коническим поверхностям. Рабочие поверхности секторов имеют острые кромки, выполненные из твердого сплава.
Известен штамп для вытяжки, содержащий пуансон, установленный с возможностью вхождения в рабочее отверстие матрицы, имеющее в плане форму, эквидистантную форме в плане пуансона. Съем изделия с пуансона осуществляется нижней кромкой матрицы.
Недостаток известных устройств состоит в том, что при снятии с пуансона особотонкостенных изделий (например, с толщиной стенки менее 0,5 мм) при повышенных усилиях срыва изделия с пуансона и при съеме изделий, имеющих сложную либо несимметричную форму поперечного сечения, рабочие кромки съемника в устройстве и матрицы в устройстве сминают кромку изделия либо соскальзывают с нее. При этом на готовое изделие наносятся неисправимые дефекты в виде гофров, надрывов, продольных рисок и царапин.
Цель изобретения состоит в уменьшении брака за счет предотвращения смятия и надрывов стенки изделия, рисок и царапин на его наружной поверхности, а также в повышении надежности съема изделий.
Это достигается тем, что штамп снабжен матрицедержателем в виде корпуса и крышки, а матрица выполнена из цельного эластомера с рабочим отверстием, равномерно сужающимся в направлении корпуса.
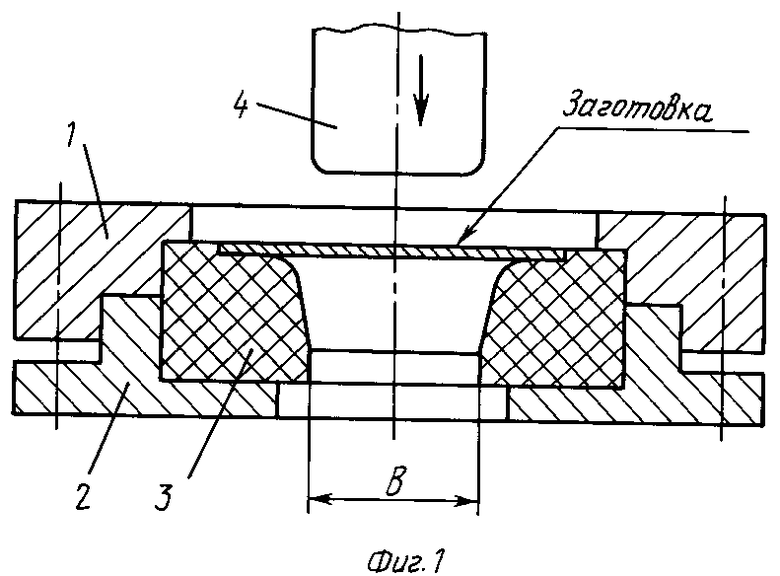
Предложенный штамп, изображенный на фиг. 1-3, cодержит матрицу 3, установленную в корпусе 2 с крышкой 1. Размер В в нижней рабочей части съемника в исходном положении (см. фиг. 1) меньше расстояния А между наружными боковыми поверхностями изделия.
Штамп работает следующим образом.
Пуансон 4 с изделием перемещается через отверстие матрицы (см. фиг. 2). При этом нижняя часть матрицы, в которой размер В отверстия меньше размера А изделия, упруго деформируется в радиальном и осевом направлениях. При перемещении пуансона с изделием в крайнее нижнее положение (см. фиг. 3) размеры отверстия матрицы под действием сил упругости восстанавливаются до исходных. При последующем перемещении пуансона с изделием в обратном направлении кромки изделия упирается в плотно прижатую к поверхности пуансона нижнюю кромку матрицы и таким образом изделие удерживается от перемещения в то время, как пуансон извлекается. При этом контактная поверхность матрицы упруго деформируется, не нанося дефектов на изделие.
Проведенные патентные исследования показали, что наиболее близким по технической сущности к предложенному (прототипом) является штамп для вытяжки. Отличие предложенного штампа от известного заключается в наличии матрицедержателя в виде корпуса и крышки, и выполнении матрицы из цельного эластомера с рабочим отверстием, равномерно сужающимся в направлении корпуса.
Предложенный штамп может быть использован, например, при изготовлении полого изделия цилиндрической формы из алюминиевого сплава АД-1 c наружным диаметром 30 мм и толщиной стенки 0,3 мм. Материал матрицы - Адипрен-167, диаметр отверстия рабочей части (размер В) 29,2 мм, диаметр пуансона 29,4 мм.
Предложенный штамп позволяет практически полностью исключить брак по смятию и надрыву кромок, исключить нанесение матрицей рисок и царапин на поверхность изделий, повысить надежность съема изделий, особенно таких, которые имеют сложную и несимметричную форму поперечного сечения.
Надежности съема изделий способствуют также высокая стойкость эластомера к смятию и истиранию.
Предложенный штамп отличают простота наладки и обслуживания. (56) Авторское свидетельство СССР N 1547918, кл. В 21 D 22/02, 1990.
Элер, Кайзер "Вырубные, гибочные и вытяжные штампы". Машиностроение, 1961, с. 207-208.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ | 1972 |
|
SU422508A1 |
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп для вытяжки цилиндрических изделий без утонения стенки из ленты | 1989 |
|
SU1722657A1 |
| Штамповый блок | 1990 |
|
SU1792785A1 |
| Устройство для получения в штучных заготовках отверстий | 1983 |
|
SU1184587A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |


Использование: для вытяжки и съема с пуансона тонкосъемных изделий с любой формой поперечного сечения. Цель: уменьшение брака за счет предотвращения смятия и надрывов стенки готового изделия, рисок и царапин на его наружной поверхности, повышение надежности съема изделий. Сущность изобретения: штамп содержит пуансон, установленный с возможностью вхождения в рабочее отверстие матрицы, матрицедержатель в виде корпуса и крышки и матрицу, выполненную из цельного эластомера с рабочим отверстием, равномерно сужающимся в направлении корпуса и имеющим в плане форму, эквидистантную форме в плане пуансона. 3 ил.
ШТАМП ДЛЯ ВЫТЯЖКИ/ содержащий пуансон, установленный с возможностью вхождения в рабочее отверстие матрицы, имеющее в плане форму, эквидистантную форме в плане пуансона, отличающийся тем, что он снабжен матрицедержателем в виде корпуса и крышки, а матрица выполнена из цельного эластомера с рабочим отверстием, равномерно сужающимся в направлении корпуса.
