Изобретение относится к технологической оснастке для обработки металлов давлением и может быть использовано для получения отверстий в штучных заготовках, в частности для получения отверстий в дне трубчатых наконечников и обработки торцовых поверхностей этих изделий.
Цель изобретения - повышение стойкости пуансонов, расширение технологических возможностей устройства за счет обработки торцовых поверхностей заготовки, а также улучшение условий обработки этих поверхностей и улучшение условий съема обработанных деталей.
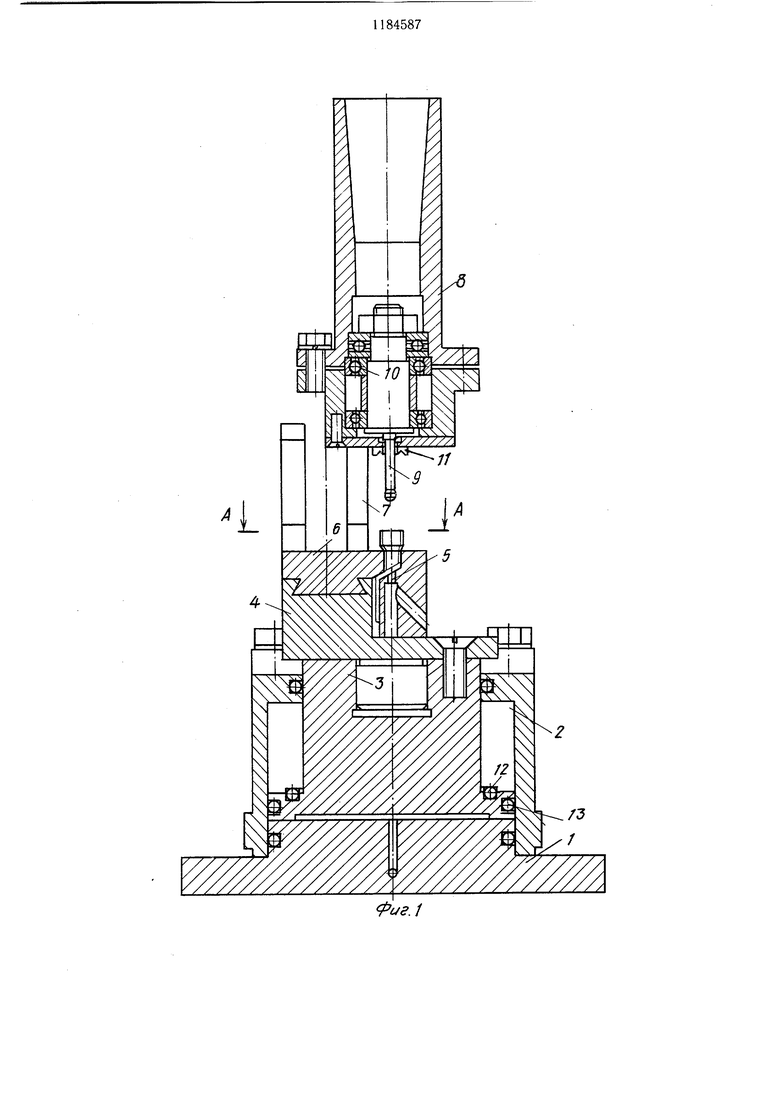
На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 разрез А-А на фиг. 1; на фиг. 4 - инструмент для получения отверстия и обработки торца.
Устройство содержит основание 1, расположенное в нижней части, размешенный на нем рабочий цилиндр с неподвижно закрепленным корпусом 2, подвижным поршнем 3 и выполненным за одно целое с ним штоком, на котором закреплен матрицедержатель 4 с матрицей 5. Устройство содержит также съемник б, размешенный в направляющих, выполне}шых в матрицедержателе 4, кулачок 7, смонтированный на корпусе 2 цилиндра. В верхней части устройства расположен пуансонодержатель 8, несущий пуансон 9, установленный с возможностью поворота вокруг продольной оси и размешенный в подшипниках 10, а также инструмент И, в частности торцовую фрезу, для обработки торцовой поверхности изделия типа трубчатого наконечника, расположенный соосно с пуансоном 9 и жестко связанный с ним. Рабочий конец пуансона 9 имеет полусферическую форму. штоке поршня 3 закреплены амортизатор 12 и уплотнительное кольцо 13. Для подвода сжатого воздуха в полость цилиндра предусмотрены штуцеры 14. Для размешения обрабатываемого изделия в матрице 5 выполнено гнездо, которое замыкает паз, имеющийся в съемнике 6. В донной части гнезда имеется наклонный участок.
Устройство работает следующим образом.
Пуансонодержатель связывают с приводом, сообщающим ему вращательное движение, в частности закрепляют в шпинделе сверлильного станка, пуансон центрируют относительно матрицы. В крайнем нижнем положении щтока поршня 3 ось паза съемника 6 совмещают с осью рабочего отверстия матрицы 5 и обрабатываемое изделие устанавливают в гнездо. При подаче сжатого воздуха в нижнюю полость цилиндра поршень 3 со штоком начнут перемещаться вверх, съемник 6 под воздействием кулачка 7 переместится влево (по чертежу) и паз его сместится относительно оси отверстия матрицы 5. При дальнейщем подъеме матрица 5 подвинет обрабатываемое изделие на пуансон 9. Пуансон 9, входя в полость изделия, центрирует последнее, дойдя до дна изделия, прогибает его в отверстие матрицы и при взаимодействии с режущей кромкой матрицы 5 образует отверстие в наклонном дне изделия. В конце хода норшня 3 со щтоком скорость его перемещения под действием амортизатора 12 значительно снижается и в это время инструмент 11 обрабатывает торец изделия. При ходе норшня 3 со щтоком вниз обрабатываемое изделие, упираясь своим выступом в съемник б, снимается с пуансона 9, а при дальнейшем ходе поршня 3 со штоко.м вниз съемник б, взаимодействуя с кулачком 7, устанавливается так, что его паз совмещается с осью
0 отверстия в матрице 5.
Пуансон 9 изготавливают из пружинной стали. Выполнение его конца полусферическим позволяет ему самоориентироваться по отверстию матрицы 5, расположенному на наклонной относительно оси поверхности,
5 чем предотвращается зарубание режущих кромок матрицы. Установка пуансона 9 с возможностью вращения предотвращает его усталостный изгиб, так как при каждом повороте меняется направление изгиба.
Q Наличие амортизатора 12 обеспечивает благоприятные условия как для пробивки отверстия, так и для обработки (фрезерования) торца изделия, так как пробивка отверстия производится при относительно быстром осевом перемещении инструмента, а
5 обработка (фрезерование) торца при замедленном.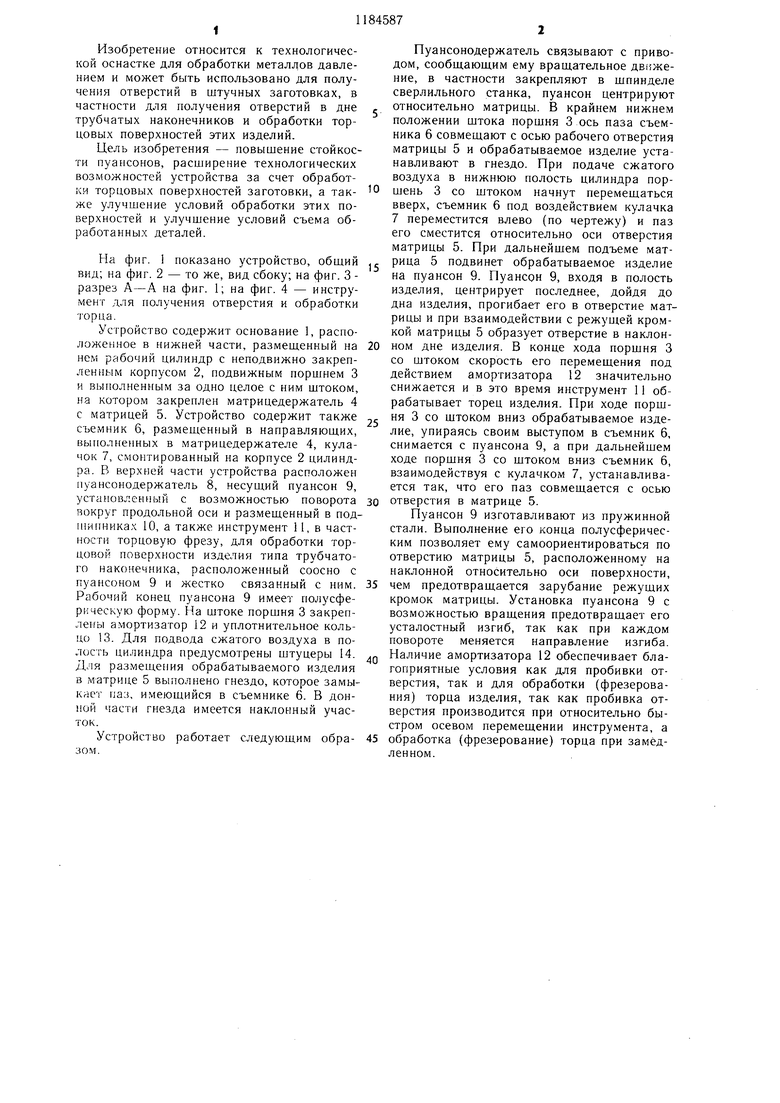
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамповый блок | 1990 |
|
SU1792785A1 |
| Устройство для торцовой прокатки | 1989 |
|
SU1636091A1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| Штамп для пробивки отверстий в листовых деталях | 1973 |
|
SU471928A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Универсальный штамп для пробивки отверстий,расположенных в линию (его варианты) | 1983 |
|
SU1260068A1 |
| Устройство для изготовления пластин ролико-втулочных цепей | 1981 |
|
SU1009602A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1992 |
|
RU2016687C1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
1. УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ В ШТУЧНЫХ ЗАГОТОВКАХ ОТВЕРСТИЙ, преимущественно имеющих оси, параллельные оси заготовки, содержащее в одной части пуансонодержатель и установленный в нем с возможностью поворота пуансон с плавно сужающимся к рабочему торцу концом, а в другой части матрицу с гнездом для размещения заготовки, имеющим наклонный участок, центрирующий пуансон, отличающееся тем, что, с целью повышения стойкости инструмента, рабочий конец пуансона имеет полусферическую форму, установлен пуансон с возможностью поворота вокруг его продольной оси, наКЛ01ГНЫМ выполнен участок гнезда в его донной части. 2.Устройство по п. 1, отличающееся тем, что, с целью расщирения технологических возможностей устройства за счет обработки торцовых повер.кностей заготовки, оно снабжено инструментом для обработки этих поверхностей, жестко связанным с пуансоном. 3.Устройство по пп. 1 - 2, отличающееся тем, что, с целью улучшения условий обработки торцовых поверхностей, матрица установлена с возможностью перемещения вдоль оси давления, снабжена, приводом перемещения в виде рабочего цилиндра и связана с его штоком, а также снабжена амор9 тизатором, размещенным в полости цилиндра с возможностью соприкосновения с тор(Л цовыми поверхностями порщня и корпуса цилиндра. 4.Устройство по пп. I - 3, отличающееся тем, что, с целью улучщения условий съема обработанных изделий, оно снабжено съемником, установленным с возможностью перемещения в плоскости, перпендикулярной оси оо давления, в части устройства, несущей .матрицу, и кулачком, закрепленным на рабочем 4 СЛ цилиндре с возможностью контакта с поверхностью съемника. сх 5.Устройство по п. 1, отличающееся тем, что пуансон выполнен из пружинной стали.
| Малов А | |||
| Н | |||
| Производство патронов стрелкового оружия | |||
| М., Оборонгиз, 1947, с | |||
| Паровоз с приспособлением для автоматического регулирования подвода и распределения топлива в его топке | 1919 |
|
SU272A1 |
| Способ укрепления под покрышкой пневматической шины предохранительного слоя или манжеты | 1917 |
|
SU185A1 |
| Патент США № 4123956, кл | |||
| Пуговица | 0 |
|
SU83A1 |
| Устройство для пробивки и зачистки цилиндрических отверстий | 1980 |
|
SU1015975A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Узел самоцентрирования пуансона относительно матрицы | 1974 |
|
SU501824A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
