Изобретение относится к радиоэлектронной технике и может быть использовано в технологическом оборудовании для изготовления радиодеталей, в частности, для вытяжки колпачков, которые могут быть использованы для резисторов типа С2-ЗЗН.
Известен штамп для вытяжки с утонением стенки из ленты колпачков резисторов, содержащий вырубной пуансон, вытяжной пуансон, включающий формующую часть и основание, комбинированную матрицу с вырубным и вытяжным отвеостиями и два сьем- ника.
Недостатком известного штампа является то, что формующая часть вытяжного пуансона выполнена цилиндрической, а зазор между вытяжным пуансоном и вытяжным отверстием матрицы меньше толщины материала ленты.
Строго цилиндрические стенки полученного таким образом колпачка, связанные снизу дном, при напрессовке на основании резистора в верхней части колпачка растягиваются, уменьшая надежность контакта между основанием резистора и стенкой колпачка, а следовательно, уменьшая надежность резистора в целом.
Колебание ленты по толщине при вытяжке с утонением переходит в колебание штампуемых колпачков по высоте. Для получения колпачков в пределах допуска по высоте, на каждую вновь устанавливаемую на штамповку толщину ленты подбирается вытяжная пара с соответствующим зазором. Однако это влияет на качество изделия, не исключая брака по высоте колпачка, что приводит к перерасходу материала ленты и потере производительности.
Известна конструкция штампа для вытяжки цилиндрических изделий без утонения, содержащая обойму, матрицу, запрессованную в обойму, пуансон и прижим. Матрица имеет рабочее коническое отверстие с углом наклона образующей, соответствующим углу наклона образующей наружной поверхности изделия.
Цель изобретения - повышение качества изделий, преимущественно колпачков резисторов, путем уменьшения допуска по аысоте и повышение производительности,
Поставленная цель достигается тем, что s штампе для вытяжки цилиндрических изделий без утонения стенки из ленты, содержащем вырубной пуансон, вытяжной пуансон, состоящий из формующей части и основания, комбинированную матрицу с от- верстиями для вырубки и вытяжки, и два съемника, формующая часть вытяжного пуансона в.ыполнена в виде цилиндрического калибрующего участка, прилежащего к его рабочему торцу, и конического участка, об- ращенного меньшим основанием к основанию пуансона, при этом высота цилиндрического калибрующего участка составляет не более 30% от высоты конического участка..
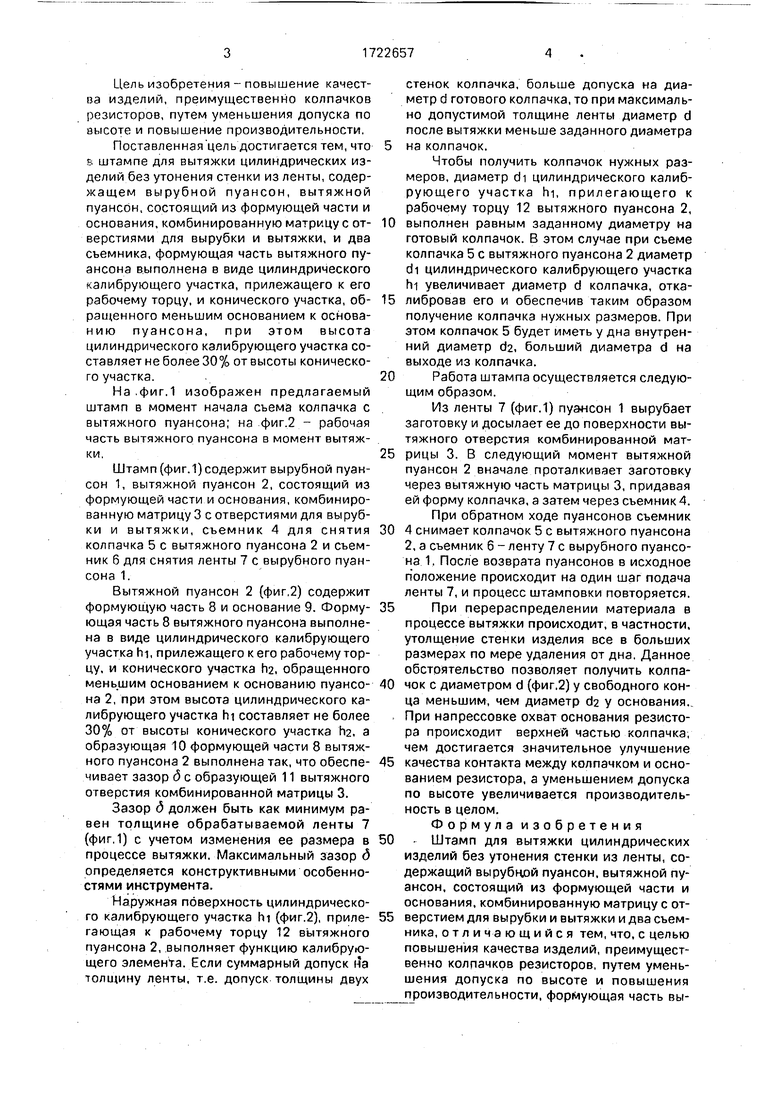
На .фиг.1 изображен предлагаемый штамп в момент начала съема колпачка с вытяжного пуансона; на фиг.2 - рабочая часть вытяжного пуансона в момент вытяжки.
Штамп (фиг.1) содержит вырубной пуансон 1, вытяжной пуансон 2, состоящий из формующей части и основания, комбинированную матрицу 3 с отверстиями для вырубки и вытяжки, съемник 4 для снятия колпачка 5 с вытяжного пуансона 2 и съемник 6 для снятия ленты 7 с вырубного пуансона 1.
Вытяжной пуансон 2 (фиг,2) содержит формующую часть 8 и основание 9. Форму- ющая часть 8 вытяжного пуансона выполнена в виде цилиндрического калибрующего участка hi, прилежащего к его рабочему торцу, и конического участка h2, обращенного меньшим основанием к основанию пуэнсо- на 2, при этом высота цилиндрического калибрующего участка hi составляет не более 30% от высоты конического участка h2, a образующая 10 формующей части 8 вытяжного пуансона 2 выполнена так, что обеспе- чивает зазор б с образующей 11 вытяжного отверстия комбинированной матрицы 3.
Зазор д должен быть как минимум равен толщине обрабатываемой ленты 7 (фиг,1) с учетом изменения ее размера в процессе вытяжки. Максимальный зазор д определяется конструктивными особенностями инструмента.
Наружная поверхность цилиндрического калибрующего участка hi (фиг.2), приле- тающая к рабочему торцу 12 вытяжного пуансона 2, .выполняет функцию калибрующего элемента. Если суммарный допуск da толщину ленты, т.е. допуск толщины двух
стенок колпачка, больше допуска на диаметр d готового колпачка, то при максимально допустимой толщине ленты диаметр d после вытяжки меньше заданного диаметра на колпачок.
Чтобы получить колпачок нужных размеров, диаметр di цилиндрического калибрующего участка hi, прилегающего к рабочему торцу 12 вытяжного пуансона 2, выполнен равным заданному диаметру на готовый колпачок. В этом случае при съеме колпачка 5 с вытяжного пуансона 2 диаметр сН цилиндрического калибрующего участка hi увеличивает диаметр d колпачка, отка- либровав его и обеспечив таким образом получение колпачка нужных размеров. При этом колпачок 5 будет иметь у дна внутренний диаметр d2, больший диаметра d на выходе из колпачка.
Работа штампа осуществляется следующим образом.
Из ленты 7 (фиг.1) пуа-нсон 1 вырубает заготовку и досылает ее до поверхности вытяжного отверстия комбинированной матрицы 3. В следующий момент вытяжной пуансон 2 вначале проталкивает заготовку через вытяжную часть матрицы 3, придавая ей форму колпачка, а затем через съемник 4.
При обратном ходе пуансонов съемник 4 снимает колпачок 5 с вытяжного пуансона 2, а съемник 6 - ленту 7 с вырубного пуансона 1. После возврата пуансонов в исходное положение происходит на один шаг подача ленты 7, и процесс штамповки повторяется.
При перераспределении материала в процессе вытяжки происходит, в частности, утолщение стенки изделия все в больших размерах по мере удаления от дна, Данное обстоятельство позволяет получить колпачок с диаметром d (фиг.2) у свободного конца меньшим, чем диаметр d2 у основания.. При напрессовке охват основания резистора происходит верхней частью колпачка, чем достигается значительное улучшение качества контакта между колпачком и основанием резистора, а уменьшением допуска по высоте увеличивается производительность в целом.
Формула изобретения Штамп для вытяжки цилиндрических изделий без утонения стенки из ленты, содержащий вырубной пуансон, вытяжной пуансон, состоящий из формующей части и основания, комбинированную матрицу с отверстием для вырубки и вытяжки и два съемника, отличающийся тем, что, с целью повышения качества изделий, преимущественно колпачков резисторов, путем уменьшения допуска по высоте и повышения производительности, формующая часть вытяжного пуансона выполнена в виде цилиндрического калибрующего участка, прилежащего к его рабочему торцу, и конического участка, обращенного меньшим основанием к основанию пуансона, при этом высота цилиндрического калибрующего участка составляет не более 30% от высоты конического участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Штамп для вытяжки цилиндрических колпачков | 1975 |
|
SU547262A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК С ДНОМ, В ЧАСТНОСТИ, ТЯГ СТЕКЛООЧИСТИТЕЛЕЙ | 2000 |
|
RU2196018C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2418646C1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Матрица многопозиционного штампа | 1972 |
|
SU441996A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |
Использование: обработка металлов давлением, штамповка корпусов радиодеталей из ленты. Сущность изобретения: пуансон выполнен из трех участков: двух цилиндрических и одного конического. Цилиндрический участок большего диаметра обращен к рабочему торцу,.а меньшего диаметра - к основанию пуансона. Высота цилиндрического участка .большего диаметра составляет не более 30% высоты конического участка. Конический участок компенсирует изменение толщины материала по высоте изделия.2 ил.
. 1
Фиг Z
| Романовский В.П | |||
| Справочник по холодной штамповке, М.: Машиностроение, 1979, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
