И юбретение относится к области горячей о работки металлов давлением, а именно к штампам с разъемными матрицами.
И }вестен штамп для выдавливания деталей типа стаканов с ребрами и ступицей, содержащий подвижную верхнюю плиту с пуанс энодержателем, к которому крепится пуанс н, а также охватывающий его с возможностью относительного перемещения контб Ыер с закрепленной на нем прессующей в гулкой и неподвижную нижйюк) плиту со смонтированными на ней матричным блоко л, траверсой, закрепленной над матрицей и съемник, который выполнен в виде втулкь с фланцем, установленный в зазоре межд пуансоном и прессующей втулкой с возможностью перемещения относительно пуансона и прессующей втулки и взаимодействующей с траверсой.
Н достаток данного штампа заключается в невозможности совмещения в цикле опера 4ий съема удаления детали и загрузки в матрицу заготовки. Это снижает произво- дител| ность работы штампа.
Известен формовочный штамп, содержащий разьемны матрицы с пружинами возврата натягах, установленные на бойке клинья, полую оправку с хвостовиком, расположенным в направляющей полости бойка с возможностью перемещения посредством пружины, причем оправка выпол-v нена полой и с хвостовиком, упор выполнен ступенчатым с диаметром верхней ступени, меньше диаметра отверстия оправки, а штамп снабжен подпружиненным в осевом направлении к бойку съемником готовой детали, выполненным в виде двух дисков, жестко связанных между собой по периферии штангами и по оси симметрии толкателем, установленным в отверстии оправки с возможностью взаимодействия с упором, причем верхний диск размещен в полости хвостовика оправки, а нижний выполнен с осевым отверстием, охватывающим оправку. Конструкция формовочного штампа выбрана нами за прототип.
Недостаток прототипа заключается в потерях производительности из необходимости последовательного выполнения в
Ё
V|
Ч Ю VI СО
01
;, ; 3 1792785 4
цикле Операций съёма и удаления ОТштатм- кинематическом контакте с конусным пазом пованной детали и загрузки в матрицу заго- 19 опорной плиты 20 штампового блока, с тонки. Обязательная последовательность целью базирования и центрирования на данных операций в цикле Ограничивает по- еЦ :
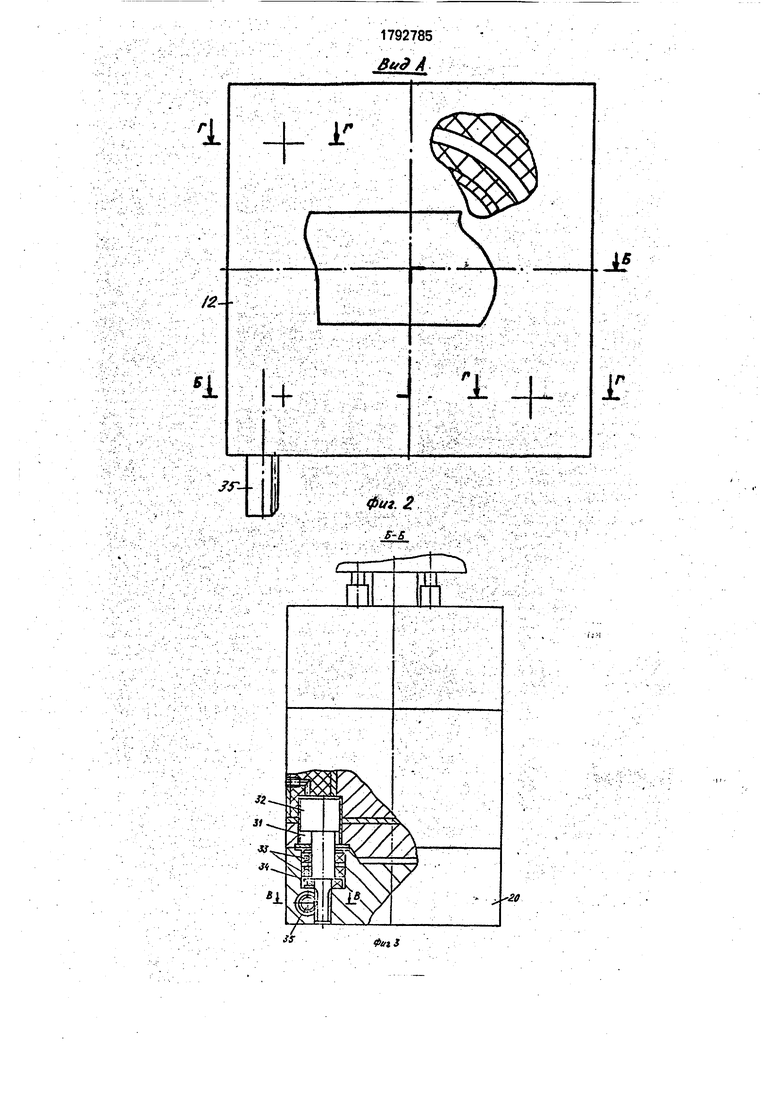
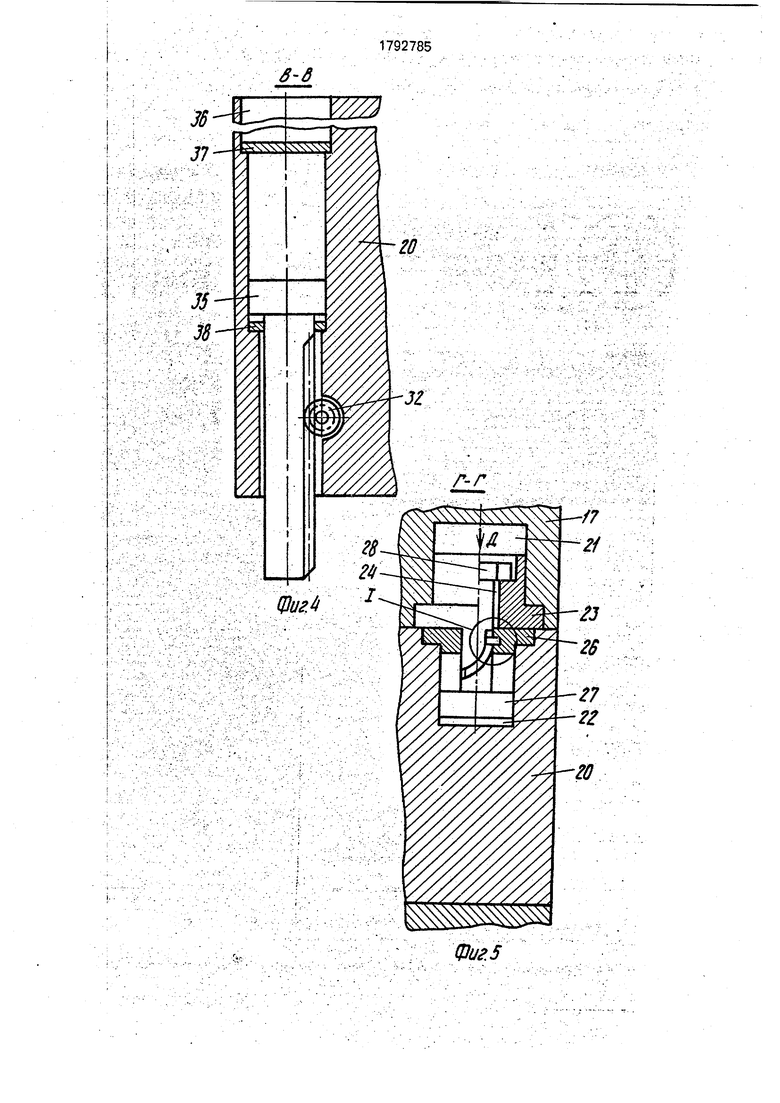
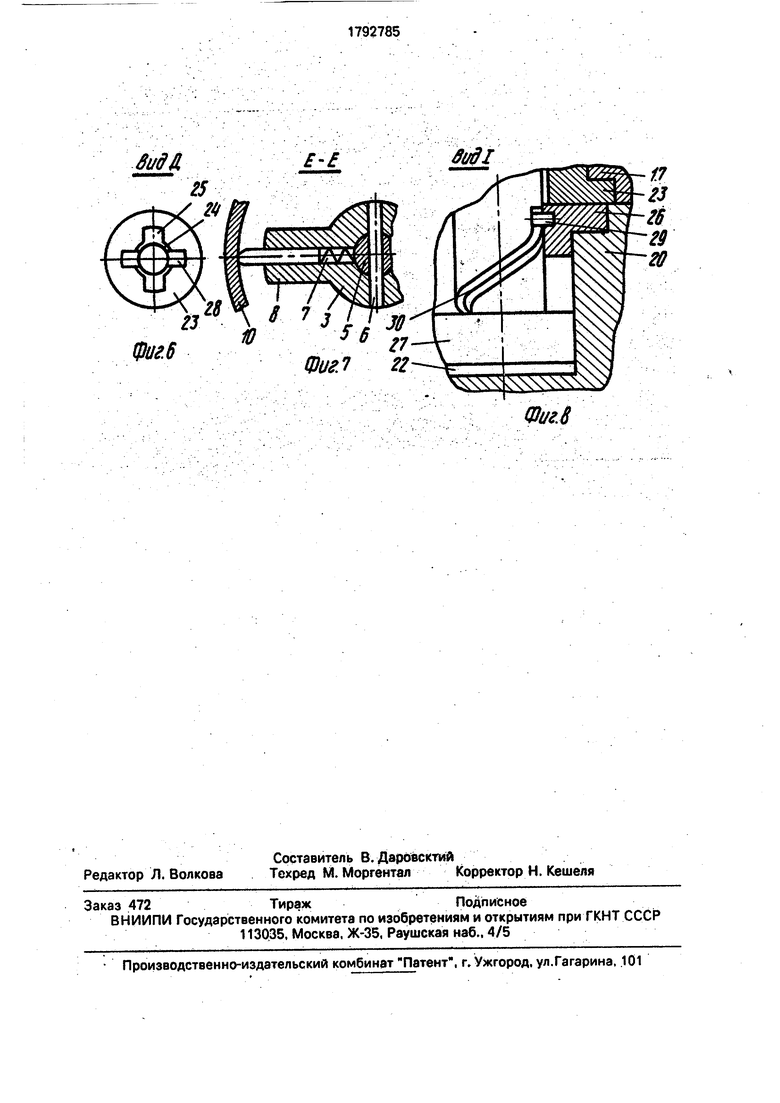
вышёние уровня автоматизации процесса 5 в плите 17 и опорной плите 20 выполне- штамповки..- -ff: У- К :-.; : : ; -;.j- i: :;--; -::- :t:;.Hbi соосно Друг другу отверстия 21 и 22 для Целью изобретён является повыше- механизмов фиксаций нижней плиты 15. нйё производительности штампового блока Ось данных отверстий находится за преде- обеспёчением совмещения во времени one- лами индуктора 11 и параллельна общей оси раций удаления детали и загрузки заготов- 10- 1итёмповйгр блока, В отверстии 21 установ:ки. - у -;rV/; %f лена vi жестШприкреплена к плите 17 втул- Указанная цель дОбтйгаё;гся тем, что ка 23. Она имеет центральное отверстие,. штамповый 6 |rpii;V;ciuA ep sMH 6M:oHti«pip-V :,-r. -.- Котброе развито в диаметральный паз 25 ваннУе в штампЬврмпрЬстфаНс тйепресса ;;6пределенной ширины. В отверстии 22, за- плиту & п у а с;о).н;Хб енЬп 6 0 15 крутом крышкой 26 размещен шток-пор- ной , ёШ йрова 27, На свободном конце штока послёдней1у1еха йз аШ П смонтирован упор 28, и фиксаций собой диаметральную йизм подъёма .В; виде силового пластику с шириной меньше ширины паза ,
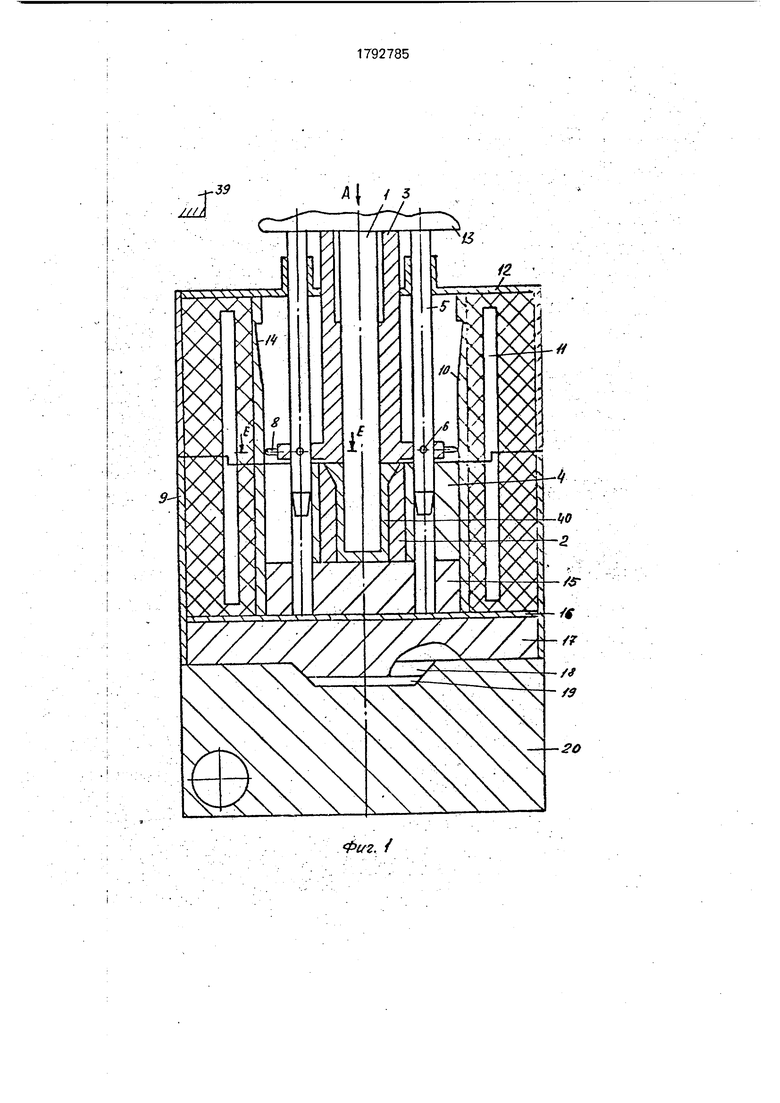
цилиндра пор шне;в го :типа;:уст 2& втул Ки23. В крышке 26 установлен палец гр Г1арал лел Јн 6 фс ;ф в йинематическом поршень Sf ofO-ЦйлинДра эксцентричен ТР - взаимоде йствйи с вйнтовЬй канавкой 30,вы- ку и сочленен енижней плит6й, v;; гтрлнённой в штоке шток-поршня 27. Поло- На фиг. 1 изображен, штамповый %ок обе на фиг. 2 - вид А на фиг.. .1; на . 3 - Сечение .Ј$ .: стороны от поршня шток-поршня 27 сооб- Б-Б на фиг. 2; на фиг. 4 .йе Ё- В;/н а ::- ;/: - -щ ёны ; Нё ргома;гистралями с системой уп- фиг. 3; на фиг. 5- р пенмя {на фиг, не .показаны). Данных фиг. 6- виды Д на фиг. 5; на фиг. 7-речение /; устройств в конструкции штампового блока Е-Ё на фиг. 1; на фиг. 8 -узел на фиг. 5. два1 и они расположены диагонально и симШтамповыйблЬк состоит из пуансона 1 30 м три н;р;:: - :;;;:- :-;.: : ;. : : и матрицы 2, которые/крепятся с6;ответйт- ;.,; :НгШ:В одной из свободных угловых зон бло- венно к подбижному пуансонодержатёлю 3 ка смонтирован механизм, обеспечиваю и неподвижномупматрйцедержателю 4. HyV ,; щий-вращение нижней плиты .15с матрицей ансонрдёржатель 3 y fia;H b..f riah p; aisn9 J : L 2 ртносительно опорной плиты 20. Для этих ющих 5 блока, e fl 3 e.4(i H vii jjce c;r.ico-:,3S целей в плите 17 выполнено отверстие 31, посредством штифтов б ii содержит ради;- ;,; . .хот орое посредством энёргомагистрали 32 anbHbieotBe(3CTHfl7VB i ofop k(:M управления. В отвер- ны пЬдпр уЯсинейные т6/ 1ка1сели 0, етии 31 установлен шток-поршень 32 так, Штамповый блЬк разделен также Йа Две ча- ч1го его шток в oiibpe смонтирован в рэди- сти по; горизонтали, причем рлбскрсть раз- .40 альных 33 и упорном 34 подшипниках. На
дела приходит через lepxwi I уровень -свободном конце шток-поршня 32 имеется матрицы 2. Ёерхняй и нижня1я части блока зубчатое колесо. Посредством данного ко- содёржат наружный 9 и внутренний 10 ко/- . леса шток-поршень 32 находится в кинема-...
жухи а.внутри Ьёр а о1}ан1фгЬ/;и зубчатой рейкой. странстгва ЪмЬнтиров й индуктор 11. 5 нарезанной на штоке шток-поршня 35. Ось Снаружи б/фк ёакрыТК шток-поршня 35 горизонтальна, а 1 жестко, ai пу нСЬнодбржа/гёльЗ и йапра &- Ьн-находится в отверстий 36 опорной плиты
; /л якхдиё 5 Кинематически соединены с вер- 20. Поршневая и штоковая полость отвер- хней 13./ пфд йижн оА. плитой пресса. стия 36 герметизированы крышками 37,38 ПоДп ужИнеН ё и соединены посредством энергомагист- жатедя 3 вы |1Ьли|нц Ь в ралей с системой управления (на фиг. не Йатйчё(;к1Я показаны). Поршень шток-поршня 32 и со- повёрхйобтью кожуха/10, а та;кже: с профи- ; ответственно отверстие 31 эксцентричны лйрОваннымi пазомil4 и rd TODI, выпри- рей расположения штока, ненныйй в кожухе 10. Матрйцёдержатель 4 55 {
с м1о тй(|рЬван а(ч) плите 15. Плита 15.Верхняя часть штампового блока вы- штампрвогр блока через прокладку;1б смой- : лрлнена с возможностью взаимодействия с тирбвайа на плите 17, содержащей в сбоей упорами 39 пресса. Изделие 40 расположе- нижней части конусный выступ 18. соЬсный но в прЬстранствё между матрицей 2 и пу- всёй конструкции. Последний находится в ансоном 1.
; Цикл работы штампового блока протекает следующим образом.
Верхняя плита 13 механизмом подъема пресса (на фигурах не показаны) движется в крайнее верхнее положение. Плита 13 зестав- подниматься пуансон 1, а посредством фрикционного воздействия за последним ув- лекается пуансоноДержатель 3. Пуансоно- держатель 3 перемещает в свою очередь, ж 5СТКО с ним связанные посредством штифте в 6 направляющие 5 сцентрированные в Kf ышке 2 и матрицедержателе А. В процессе подъема пуансонодёржателя 3 его ради- а/ ьно расположенные и подпружиненные
толкатели 8 проскальзывают относительно внутреннего, кожуха 10 штампового блока
дс западания а профилированные пазы 14 и вс здействйя с их торцами. При этом взаимодействии движение пуансонодержателя 3. Hi правляющих 5 и пуансона 1 продолжается с верхней .частью штампового блока, который размыкается по плоскости верхнего уровня матрицы 2. Подъем верхней части иг амповЬго блока ограничен упорами 39, смонтированными на прессе. Упорами 39 затормаживаются также направляющие 5 и пуансрнбдержатель 3. Продолжающимся относительно пуансонодержателя 3 движеНУ ем пуансона 1 осуществляется съем изделия 40. : .-.. ; ; ;; у :: . : ... ;.. :::-;:, v
Цикл работы штампового блока настроен так, что перед процедурой съема изделия 40: с пуансона 1 производится разворот на . 180Р относительно первоначального ПОЛОЖЕНИЯ нижней половины блока, которая вращается относительно опорной плиты 20. Пр и этом первоначально энергия подается в поршневую полость отверстия плиты 17 и нижняя половина штампового блока поднимается относительно стационарно закрепленного в подшипниках 33 и 34 шток-поршни 32 до выхода конусного центрирующего выступа 18 из паза 19. Затем в рароту включается подводом энергии в UITQ- корую полость отверстия 36 в опоре 20 штЬк-поршень 35, Его рейка вращает зубчатое колесо на шток-поршне 32. Последний вращается и из-за эксцентричного расположения поршня шток-поршня 32 во вращение приводится вся нижняя часть штампового блока относительно опорной плиты. : -./,/ J V; Однако перед подачей энергии к шток- поЬшню 32 и одновременно с подъемом верхней части штампового блока энергия подается в поршневую полость отверстия 22J выполненного в опорной плите 20. Шток-поршень 27 движется наверх. При этбм шток-поршень 27 вращается вокруг своей оси из-за наличия кинематического
воздействия его винтового паза 30 с пальцем 29, смонтированным в крышке 23 отверстия 22. Подъем и вращение шток-поршня 27 обеспечивает освобождение втулки 23,
5 закрепленной в плите 17, от прижима ее упором 28 шток-поршня 27 и выставление упора в профиль паза 25 втулки 23. В связи с тем, что ширина паза 25 превышает ширину упора 28, то гарантируется беспрепятст0 венное прохождение последнего в паз 25 втулки 23 при подъеме плиты 17 относитель
ноопоры20.. /- ;: - . : .:;.: :..; .,/. Таким образбм, общая последовательность срабатываний элементов штампового
5 блока в цикле следующая, Выполняется подъем пуансона 1, пуансонодержателя 3, направляющих 5, верхней половины штампового блока до упора 39 и совмещенное с
. этим движением размыкание плиты 17 и
0 опоры 20 подъемом и вращением шток-поршня 27 и его упора 28 относительно втулки 23. Осуществляется подъем нижней части штампового блока относительно опоры 20 шток-поршнем 32, при этом размыкаютс:я
5 конусные выступ 18 и паз 19, а упор 28 выходит за пределы втулки, т.е. плоскость разъема блока поднимается выше упора 28. Затем шток-поршнем 35 производится вращение нижней части штампового блока от0 носительно опоры 20 и оси шток-поршня 32 на 90°. Выполняется съем изделия 40 движением пуансона 1 относительно вижного пуансонодержателя 3..: . В процессе выполнения цикла матрица
5 2 оказывается свободной и над ней имеется зона для размещения устройства загрузки заготовки (на фиг. не показаны). Выполняется процедура загрузки заготовки в матрицу блока. Заготовка нагревается предвари0 тельно в печи, а в матрице ее температура поддерживается индуктором 11. в
После съема изделия 40 и загрузки заготовки цикл протекает следующим образом.
Энергия подаётся в поршневую полость от- 5 верстия 36 и шток-поршень 35 своим обрат- ным ходом обеспечивает возвратное вращение шток-поршню 32 и, следовательно, нижней половине блока на 90°. После достижения соосности конструкции энергия 0 подается в штоковую полость отверстия 31 и нижняя часть штампового блока опускает ся относительно шток-поршня 32, центриру- ясь своим корпусным выступом 18 на паз 19 опоры 20. При этом упор 2В проходит через 5 паз 25 втулки 23. Подачей энергии в штоковую полость отверстия 22 обеспечивают . опускание и поворот на 90° шток-поршню 27. Последний воздействием на втулку 23 обеспечивает фиксацию плит 17 и 20 друг с другом. Расположенные по диагоналям, эти
два механизма фиксации гарантируют надежное и точное сцепление плит 17 и 20.
В дальнейшем движением вертикально вниз верхней плиты 13 пресса производится опускание пуансона 1. Последний постоянно подогревается индуктором 11. Пуансон 1 фрикционным воздействием завставляет перемещаться пуансонодер- жатель 3 и жестко с ним связанные направляющие 5. Вниз движется и верхняя часть прессового блока. После соприкосновения плоскостей разъема двух частей блока направляющие 5 дальнейшим движением центрируют верхнюю часть относительно нижней в матрицедержателе 4. а пуансонодержатель закрывает верхний то- рец матрицы 2. В дальнейшем вертикально вниз движется под действием верхней пли0
5
ты 13 пресса пуансон 1. Пуансон 1, проникая в матрицу деформирует заготовку и превращает ее в изделие 40. В рабочей зоне штам- пового блока поддерживается температура, необходимая по технологии, индуктором 11. По завершении рабочего хода пуансон 1 затормаживается.
Подготовлены условия для автоматического повторения цикла.
В изобретении обеспечена возможность совмещения во времени не только съема с пуансона отштампованной детали, но и ее удаления, а также и загрузки заготовки в матрицу блока. Это сокращает длительность цикла увеличивая выход продукции. В блоке подготовлены условия для его встраивания в комплексно-автоматизированные комплексы. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| ШТАМП ДЛЯ ТИКСОШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ | 2014 |
|
RU2573163C1 |
| Универсальный штамп для гибки штучных заготовок | 1983 |
|
SU1169777A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| Штамп для формования поперечных гофров на обечайках | 1982 |
|
SU1038002A1 |
| Штамп для выдавливания деталей типа стаканов с ребрами и ступицей | 1980 |
|
SU927404A1 |
.Использование: обработка металлов давлением, штампы с разъемными матрицами. Сущность изобретения: блок состоит из верхней плиты с пуансоном и нижней плиты с матрицей. Нижняя плита установлена на неподвижной опорной плите с возможностью поворота вокруг эксцентричной оси. Механизмы подъема поворота и фиксации нижней плиты смонтированы в опорной плите. 8 ил.
Формул а изобретения
Штамповый блок, содержащий смонтированные в штамповом пространстве пресса нижнюю плиту с матрицей и верхнюю плиту с пуансоном, отличающийся тем, что, с целью повышения производительности, он снабжен опорной плитой, а также
смонтированными в последней механизмами подъема, поворота и фиксации нижней плиты, при этом механизм подъёма выполнен в виде силового цилиндра поршневого типа, установленного параллельно оси штампового блока, а поршень этого «цилиндра эксцентричен штоку и сочленен с нижней плитой.
Фиг, /
Фиг.6
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
