Изобретение относится к сталеплавильному производству и может быть использовано для подготовки и подачи в плавильный агрегат и сталеразливочный ковш твердых шлакообразующих смесей в заданных соотношениях.
Известна линия для подготовки и подачи сыпучих материалов в конвертер и сталеразливочный ковш, содержащая бункера, питатели, бункерные весы, течки.
Известна также поточная линия для подготовки и подачи сыпучих материалов в сталеплавильном производстве, содержащая установленные по ходу технологического процесса бункера, питатели, весовые затворы, сборные бункера, связанные между собой транспортерами с разгрузочными механизмами и течками.
Недостатком известного устройства является его низкая эффективность в процессе эксплуатации, не отвечающая гибкой технологии и надежности в работе. Это объясняется тем, что для подачи шлакообразующих смесей в плавильный агрегат и сталеразливочный ковш требуется оптимальное соотношение извести и плавикового шпата, а именно 4: 1, а также их тщательное перемешивание.
Кроме этого, необходимо иметь резерв на случай отказа в линии подачи шлакообразующих смесей и компенсировать это непосредственной подачей ввода извести и плавикового шпата из системы загрузки конвейера на систему подачи в ковш, что значительно повышает надежность в работе. Целью изобретения является повышение эффективности процесса и надежности в работе.
Поставленная цель достигается тем, что в поточной линии, содержащей установленные по ходу технологического процесса приемные бункеры с затворами, весовые дозаторы, сборные бункера, связанные между собой транспортерами с разгрузочными механизмами и течками, приемные бункера выполнены с наклонными течками, закрепленными под затворами, а поточная линия снабжена устройствами для непрерывного взвешивания, течками перетока материалов, совмещенной емкостью, соединенной с системой аспирации, причем устройства для непрерывного взвешивания закреплены под наклонными течками приемных бункеров и выполнены попарно встроенными в совмещенную емкость, а течки перетока материала установлены с возможностью изменения направления подачи материала из тракта загрузки плавильного агрегата в систему ввода в ковш.
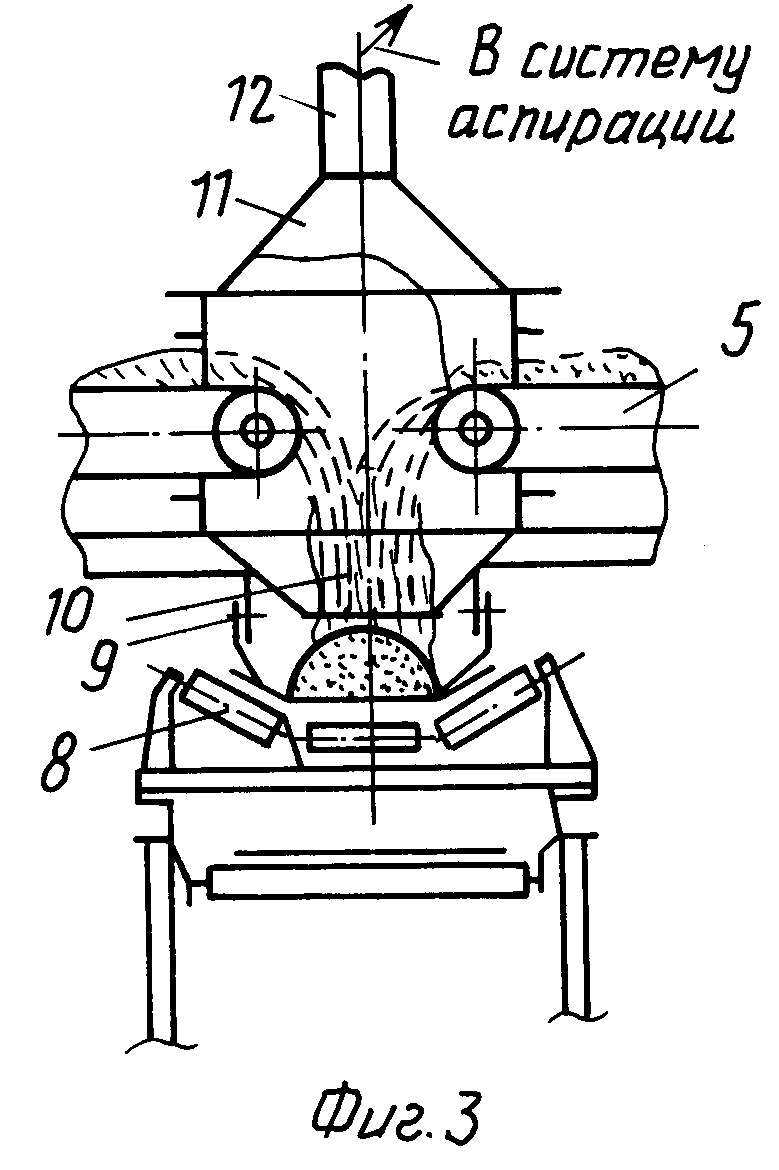
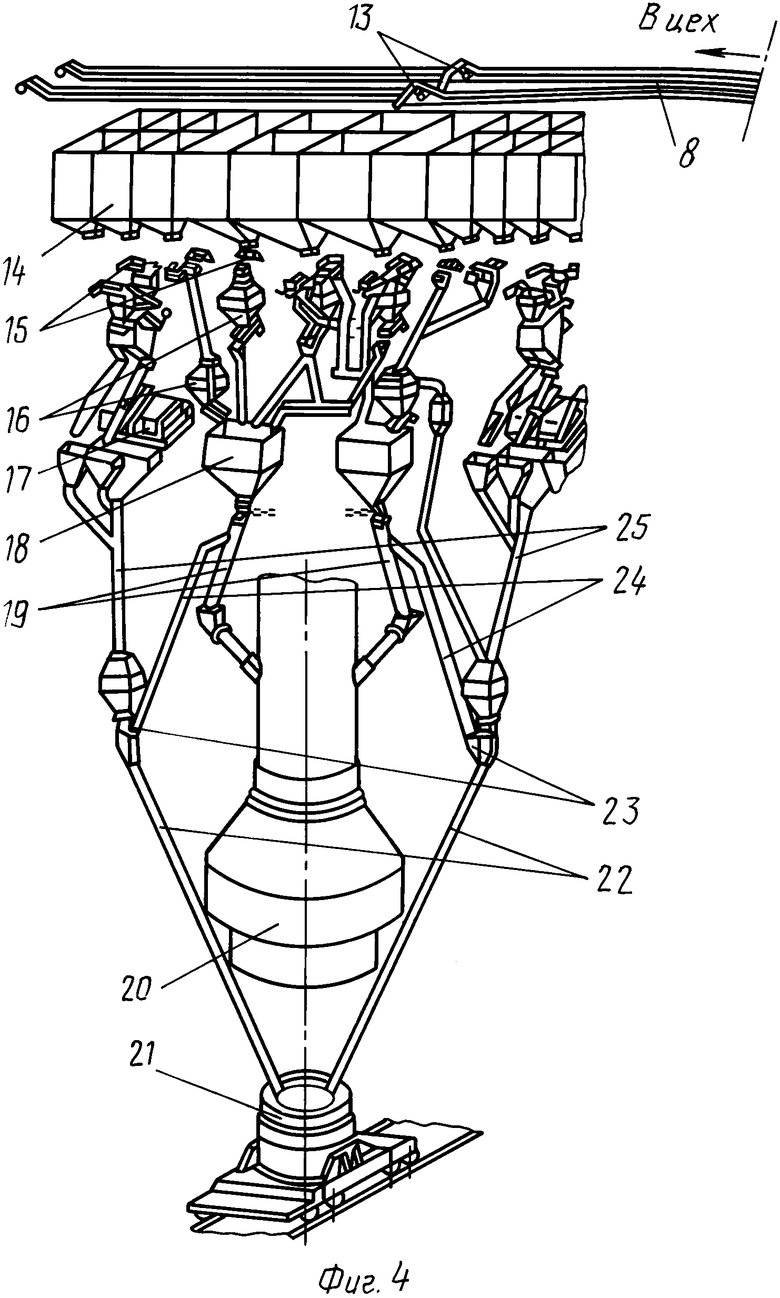
На фиг. 1 показан общий вид участка поточной линии, размещенной на складе материалов; на фиг. 2 - разрез А-А на фиг. 1, с установкой устройств непрерывного взвешивания над магистральным конвейером, идущим в цех; на фиг. 3 - узел I на фиг. 2 с расположением устройств непрерывного взвешивания, встроенных в совмещенную емкость, соединенную с системой аспирации; на фиг. 4 - поточная линия, участок которой расположен в цехе с системой ввода материала в конвертер и в сталеразливочный ковш.
Поточная линия для подготовки и подачи шлакообразующих смесей состоит из железнодорожных вагонов 1, по которым расположены бункера 2 с установленными под ними затворами 3. Под последними закреплены наклонные течки 4, а под ними - устройства для непрерывного взвешивания 5, расположенные на раме 6. Устройство выполнено в виде ленточных конвейерных механизмов с весодозирующими элементами (на фиг. не показаны), причем их окончания попарно (на каждый бункер) встроены в совмещенную емкость 7, расположенную над магистральным конвейером 8. Между ними установлены ограждения конвейера 9 и воронка 10. С емкостью соединена крышка 11 и патрубок 12, подключенный к системе аспирации. Магистральный конвейер снабжен самоходными сбрасывающими тележками 13. В цехе установлены бункеры 14 с питателями 15 и весовыми дозаторами 16, аналогичными как в системе подачи сыпучих материалов (известь и др. ), так и в системе подачи раскислителей. В системе подачи раскислителей по ходу их тракта установлены печи 17 для прокаливания. Под течками весовых дозаторов установлены сборные бункеры 18 с затворами и течки 19 для ввода сыпучих в конвертер 20. Для ввода раскислителей в сталеразливочный ковш 21 над зоной его расположения установлены течки 22, верхнее основание которых совмещено с воронкой 23. В последнюю встроена течка 24 перетока материала, которая своим верхним основанием соединена с течкой 19 ввода сыпучих в конвертер 20.
В свою очередь группой воронок и трубопроводами 25 тракт раскислителей объединен общей системой транспортирования их в сталеразливочный ковш.
Поточная линия работает следующим образом. Поступившие в железнодорожных вагонах 1 шлакообразующие материалы (известь и плавиковый шпат) разгружают в определенный ряд (правый или левый) бункеров 2. При открытых затворах 3 бункеров шлакообразующие поступают по наклонным течкам 4 на ленту устройства для непрерывного взвешивания 5. При неподвижном состоянии ленты устройство служит затвором бункеров, так как материал сам запирает выход из наклонной течки, образуя слой под углом естественного откоса. Устройства для непрерывного взвешивания настраивают так, чтобы вес подаваемой извести одного из устройств составлял отношение 4: 1 к другому устройству, подающему плавиковый шпат, или были близки к этому оптимальному соотношению. После включения обоих устройств известь и плавиковый шпат, ссыпаясь навстречу друг другу (фиг. 3), перемешиваются в отношении 1: 4 и поступают на магистральный конвейер 8, по которому подаются в цех (фиг. 4). При помощи сбрасывающей тележки 13 шлакообразующую смесь загружают в предназначенные для нее бункера 14 из ряда системы подачи раскислителей. Затем при помощи питателей 15 шлакообразующие материалы по тракту раскислителей, включая при необходимости и их просушку в печах 17, через трубопровод 25, воронку 8 и течки 22 вводят в металл, находящийся в ковше 21. При этом сохраняются элементы тракта подачи раскислителей как печи 17 для прокаливания и системы взвешивания материалов, так и весовые дозаторы 16, которые функционируют в обычных режимах. В случае отказа в работе указанной системы можно использовать как резерв тракт подачи сыпучих материалов в конвертер. При этом затворы бункеров 18 поворачивают, направляя известь и плавиковый шпат в течки 24 перетока материала и по ней через воронки 23 и течки 22 в ковш 21. При этом, конечно, точность дозирования (соотношение 4: 1) и необходимое перемешивание шлакообразующих компонентов нарушаются, однако эксплуатационный режим производства не прерывается. (56) Арист Л. М. и др. Механизация работ в черной металлургии. Киев, Выща школа, 1989, с. 59.
Авторское свидетельство СССР N 931756, кл. С 21 С 7/00, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ И ПОДАЧИ В СТАЛЕРАЗЛИВОЧНЫЙ КОВШ ШЛАКООБРАЗУЮЩИХ МАТЕРИАЛОВ | 1991 |
|
RU2010866C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОДАЧИ КОМПОНЕНТОВ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА | 1992 |
|
RU2022028C1 |
| Поточная линия для подготовки и подачи сыпучих материалов в сталеплавильном производстве | 1989 |
|
SU1654347A2 |
| Поточная линия для подготовки и подачи сыпучих материалов в сталеплавильном производстве | 1980 |
|
SU931756A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОДАЧИ КОМПОНЕНТОВ СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА | 1992 |
|
RU2022029C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ КОМПОНЕНТОВ ПРИ ПРЯМОМ ЛЕГИРОВАНИИ СТАЛИ | 2005 |
|
RU2279484C1 |
| УСТРОЙСТВО для ПОДАЧИ РАСКИСЛИТЕЛЕЙ В СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1973 |
|
SU391908A1 |
| Устройство для ввода раскислителей в ковш | 1979 |
|
SU855008A2 |
| Устройство для подачи шихты в шлакоплавильную печь | 1978 |
|
SU792061A1 |
| Устройство для подготовки и подачи раскислителей в сталеразливочный ковш | 1977 |
|
SU737472A1 |


Изобретение относится к сталеплавильному производству и может быть использовано для подготовки и подачи в ковш твердых шлакообразующих смесей в заданных соотношениях. С целью повышения эффективности процесса и надежности в работе линия снабжена устройствами для непрерывного взвешивания и течками перетока материалов, причем устройства для непрерывного взвешивания закреплены под наклонными течками приемных бункеров и выполнено попарно встроенными в совмещенную емкость, соединенную с системой аспирации, а течки перетока материалов установлены с возможностью изменения направления его подачи из тракта загрузки конвертера в систему ввода в ковш. 4 ил.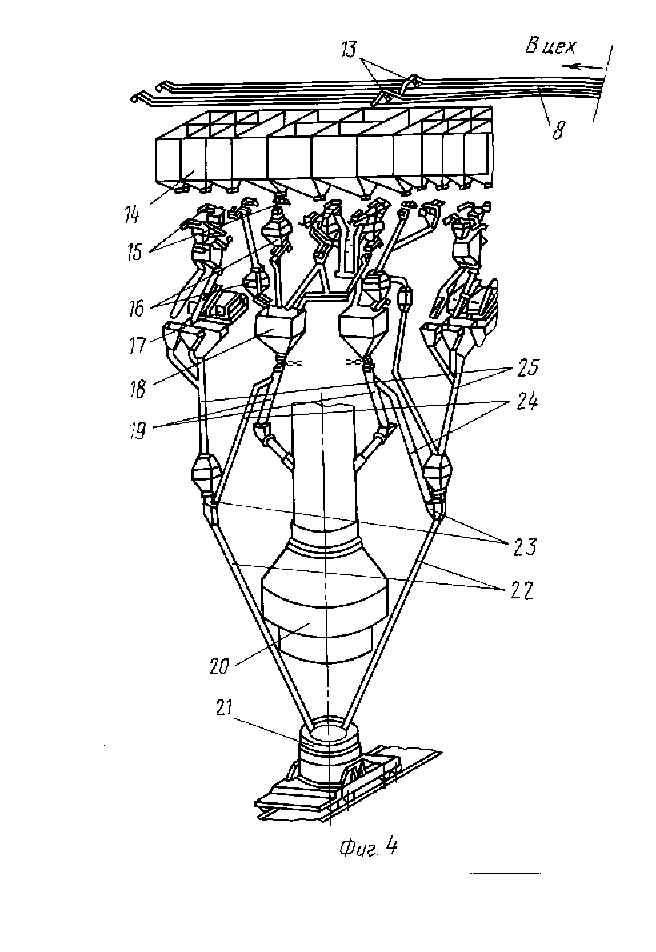
ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОДГОТОВКИ И ПОДАЧИ ШЛАКООБРАЗУЮЩИХ СМЕСЕЙ В ПЛАВИЛЬНЫЙ АГРЕГАТ И СТАЛЕРАЗЛИВОЧНЫЙ КОВШ, содержащая установленные по ходу технологического процесса приемные бункера с затворами, весовые дозаторы, сборные бункера, связанные между собой транспортерами с разгрузочными механизмами и течками, отличающаяся тем, что, с целью повышения эффективности процесса и надежности в работе, приемные бункера выполнены с наклонными течками, закрепленными под затворами, а поточная линия снабжена устройствами для непрерывного взвешивания, течками перетока материалов, совмещенной емкостью, соединенной с системой аспирации, причем устройства для непрерывного взвешивания закреплены под наклонными течками приемных бункеров и выполнены попарно встроенными в совмещенную емкость, а течки перетока материала установлены с возможностью изменения направления подачи материала из тракта загрузки плавильного агрегата в систему ввода в ковш.
