Изобретение относится к сельскохозяйственному машиностроению и может быть использовано при обработке рабочих органов почвообрабатывающих машин, изготавливаемых из сталей с содержанием углерода 0,35-0,6% , марганца 0,2-0,8% , подвергающихся электродуговой наплавке и работающих в условиях знакопеременных нагрузок.
Известен способ повышения долговечности рабочих органов сельскохозяйственных машин, включающий наплавку износостойким сплавом, закалку при t = 880-920оС, а затем проводят отпуск при t = 100-150оС (например, авт. св. N 834152, кл. С 21 D 1/00, 1/42).
Недостатком указанного способа является то что он не обеспечивает достаточно высокой надежности рабочих органов в условиях знакопеременных нагрузок вследствие наличия хрупкой структуры в граничном слое. Наиболее близким к предполагаемому является способ обработки рабочих органов, включающий наплавку износостойким сплавом, закалку до твердости 58-62 HRC с повторным нагревом до 770-780оС, затем производят электроотпуск лезвийной части при t = 250оС (авт. св. N 1435623, кл. С 21 D 1/00, 1/42).
Указанный способ не обеспечивает достаточной долговечности рабочих органов, так как хрупкая мартенситная структура основного металла и наличие закалочных микротрещин в граничном слое приводят к поломкам в условиях знакопеременных нагрузок. Микротрещины возникают в результате одновременного охлаждения в закалочной среде основного и наплавленного металлов, имеющих различные коэффициенты температурного расширения.
Цель предлагаемого изобретения - повышение долговечности рабочих органов путем увеличения их надежности.
Эта цель достигается тем, что в способе обработки рабочих органов почвообрабатывающих машин, включающем наплавку износостойким способом, закалку и отпуск, наплавку ведут после закалки до твердости 30-40 НRC, затем производят средний отпуск при t = 350-400оС.
Сопоставительный анализ заявляемого способа с прототипом показывает, что заявляемое техническое решение отличается от известного тем, что закалку выполняют перед наплавкой, благодаря чему исключаются микротрещины в граничном слое, увеличивается сопротивление усталостному разрушению.
Для обеспечения качества наплавки основной металл калят до твердости 30-40 HRC.
Средний отпуск при t = 350-400оС придает пружинистые свойства основному металлу рабочего органа. Образующаяся при этом сорбитно-троститная структура имеет оптимальные прочностные свойства для наплавленных рабочих органов, эксплуатирующихся в условиях знакопеременных нагрузок.
Проведенные отличительные признаки повышают долговечность рабочих органов путем увеличения их надежности за счет улучшения прочностных свойств. Таким образом, заявляемый способ соответствует критерию изобретения "новизна".
Сравнение заявляемого решения с другими техническими решениями в данной области техники позволил выявить в них признаки, отличающие заявляемое решение от прототипа, что позволило сделать вывод о соответствии критерию "существенные отличия".
Предлагаемый способ обработки рабочих органов выполняют следующим образом.
Заготовку из стали с содержанием углерода 0,35-0,60% и марганца 0,2-0,8% нагревают до t = 840-860оС и калят до твердости 30-40 HRC. Затем ведут электродуговую наплавку износостойким сплавом. После этого производят средний отпуск в электропечи при t = 350-400оС с получением сорбитно-троститной структуры основного металла.
При этом обеспечиваются оптимальные прочностные свойства для направленных рабочих органов, эксплуатирующихся в условиях знакопеременных нагрузок.
В случае уменьшения твердости основного металла менее 30 НRC ухудшаются пружинистые свойства и рабочий орган изгибается в носовой части в процессе эксплуатации, а при увеличении твердости выше 40 HRC ухудшается качество наплавки и происходит излом носовой части. В обоих случаях происходит потеря надежности рабочего органа.
П р и м е р 1. Заготовку рабочего органа, например, лемеха, изготовленную из стали Л53, нагревают в индукторе до температуры t = 840-860оС и калят в одной из известных закалочных сред, например, в машинном масле до твердости 30-40 HRC. После закалки ведут электродуговую точечную наплавку твердосплавной порошковой проволокой марки ПП-Нп-80Х20АЗТ-С-Н-3, 2ГОСТ 26.101-84 при рабочих токах I = 450-550 А и напряжениях U = 44-50 В. Затем производят средний отпуск в электропечи при t = 350-400оС в течение 1 часа.
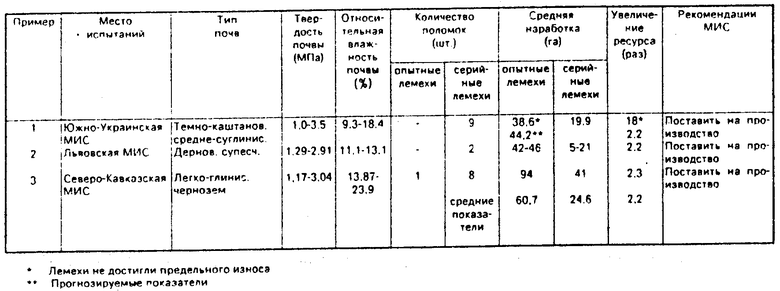
Сравнительные испытания опытных лемехов, обработанных предложенном способом, по сравнению с базовым способом упрочнения рабочих органов (серийно выпускаемых лемехов) показали увеличение прочности в 1,57-2,0 раза при статических стендовых испытаниях и в 19 раз в процессе эксплуатации, что в конечном итоге позволило повысить в среднем в 2,2 раза долговечность лемехов. Результаты сравнительных испытаний приведены в сводной таблице. (56) Авторское свидетельство СССР N 1435623, кл. С 21 D 1/00, 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 1991 |
|
RU2009624C1 |
| ВЕНТИЛЯЦИОННОЕ УСТРОЙСТВО ДЛЯ ЛОКАЛИЗАЦИИ ВРЕДНОСТЕЙ ПРЕИМУЩЕСТВЕННО ОТ ВАНН С ЗАКАЛОЧНОЙ ЖИДКОСТЬЮ | 1991 |
|
RU2056593C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2528687C1 |
| Способ упрочнения противорежущей пластины мульчирующей фрезы | 2022 |
|
RU2799598C1 |
| Способ получения износостойких и упругих структур сменных органов почвообрабатывающего оборудования | 2020 |
|
RU2769338C2 |
| Почвообрабатывающий агрегат | 1988 |
|
SU1697597A1 |
| Способ термической обработки стали | 1982 |
|
SU1133306A1 |
| Способ обработки сталей | 1981 |
|
SU1032029A1 |
| Корпус плуга | 1987 |
|
SU1586532A1 |
| Многопозиционное наплавочное устройство | 1987 |
|
SU1599174A1 |
Изобретение относится к сельскохозяйственному машиностроению и может быть использовано при обработке рабочих органов почвообрабатывающих машин, изготовленных из сталей с содержанием углерода 0,35 - 0,6% и марганца 0,2 - 0,8% , подвергающихся электродуговой наплавке и работающих в условиях знакопеременных нагрузок. Сущность изобретения: наплавку износостойкого сплава ведут после закалки до твердости 30 - 40 HRC, затем производят средний отпуск при 350 - 400С. 1 табл.
СПОСОБ ОБРАБОТКИ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН, включающий наплавку износостойкого сплава, закалку и отпуск, отличающийся тем, что, с целью повышения эксплуатационной стойкости, закалку осуществляют на твердость 30 - 40 HRC перед наплавкой износостойкого сплава, а отпуск проводят при 360 - 400oС.
