Изобретение относится к строительству трубопроводов, а более конкретно к устройствам для соединения тонкостенных сварных труб среднего и большого диаметра с наружным противокоррозионным полимерным покрытием, в качестве которого в мировой практике самое широкое распространение получил полиэтилен.
Наиболее эффективно изобретение может быть использовано при строительстве трубопроводов систем мелиорации и водоснабжения, в которых эксплуатируются трубы с двухсторонним (наружным и внутренним) противокоррозионным покрытием, ибо при сооружении этих трубопроводов стыковая сварка труб недопустима, т. к. в зоне сварного шва происходит выгорание внутреннего покрытия, восстановление которого сопряжено с значительными трудностями, а на трубах диаметром менее 0,8 метра практически невозможно.
В настоящее время для соединения тонкостенных труб с двухсторонним покрытием используются муфты различных типов с резиновыми уплотнительными кольцами, которые, однако, не гарантируют высокие напорные характеристики трубопроводов в силу значительных технологических отклонений сечения трубы от окружности, а долговечность работы соединения - из-за старения уплотнительных резиновых элементов.
Одним из наиболее перспективных путей решения проблемы массовой стыковки тонкостенных труб с двухсторонним противокоррозионным покрытием является создание прочного резьбового соединения с высокими эксплуатационными характеристиками и надежностью при обеспечении простоты технологии стыковки.
Известен ряд технических решений, призванных обеспечить высокую герметичность резьбового трубного соединения за счет использования в качестве уплотняющего звена либо прокладок (см. патент Великобритании N 2138905, кл. F 16 l 15/00, патенты США N 4568113, кл. F 16 l 25/00, N 4712815, кл. F 16 l 15/00), либо плотного контакта охватываемой и охватывающей конусных поверхностей (см. ГОСТ 632-80 Трубы обсадные и муфты к ним в разделе Трубы с высокогерметичным соединением и муфты к ним, патент Великобритании N 2119044, кл. F 16 l 15/00, патент США N 3870351, кл. F 16 l 15/00), либо сочетание обоих упомянутых элементов (см. патент Великобритании N 2162607, кл. F 16 l 15/04).
Основной недостаток известных технических решений заключается в том, что они, будучи предназначенными для уплотнения стыка толстостенных труб нефтяного сортамента с достаточно толстой стенкой, не могут быть реализованы для герметичного соединения тонкостенных сварных труб среднего и большого диаметра, т. к. на последних исключена возможность нарезания полноценной резьбы по всей окружности и получения качественных поверхностей для уплотнения по конусу или прокладками в силу того, что тонкостенные трубы изготавливаются на трубосварочных станах с отклонениями по наружному диаметру от ± 1,5 мм до ± 2,5 мм и овальностью сечения до 1-2% номинального наружного диаметра, а толщина стенки по экономическим соображениям не превышает 3-4 мм.
Наиболее близким по технической сущности к изобретению является винтовое соединение для нефтяных труб, содержащее охватывающую деталь, имеющую конусную полость с гладкой внутренней поверхностью, в которую при ввинчивании с натягом входит выпуклая сферическая конусная наружная поверхность охватываемой детали.
Недостаток известного технического решения заключается в том, что для его реализации также требуются трубы с толстой стенкой, на которой можно выполнить резьбу и уплотнительные поверхности, достаточно прочные для создания герметизирующего контакта в зоне стальных конических элементов. Применительно к экономичным тонкостенным сварным трубам эти мероприятия исключены по указанным ранее причинам, а попытки создать натяг в сопряженных конусных элементах приводит к потере устойчивости сечения охватываемой детали.
Целью настоящего изобретения является обеспечение герметичности соединения тонкостенных сварных металлических труб с двухсторонним противокоррозионным (в т. ч. наружным полимерным) покрытием, повышение и стабилизация его эксплуатационных характеристик и долговечности несмотря на относительно малую толщину стенки и имеющие место в производстве и допускаемые техническими условиями отклонения сечения труб по диаметру и овальность.
Поставленная цель достигается тем, что в известном резьбовом соединении, содержащем охватываемую и охватывающую резьбовые детали со свободными от резьбы конусным концом внешней поверхности охватываемой детали и сопряженной с последней гладкой конусной внутренней поверхностью охватывающей детали, имеющими одинаковую конусность, резьбовая часть охватываемой трубной детали и ее свободный от резьбы заходный конусный конец изготовлены из полимерного упругого материала, идентичного и составляющего единое целое с полимерным материалом покрытия и является утолщением последнего. При этом на свободном от резьбы заходном конусном конце охватываемой детали выполнено не менее двух кольцевых валиков, образующих общую конусность.
Кольцевые валики выполнены таким образом, что наружный диаметр наибольшего из них меньше или равен наибольшему диаметру гладкой конусной внутренней поверхности охватывающей детали, сопрягающейся с ним, а наружный диаметр наименьшего валика превышает минимальный диаметр сопряженной гладкой конусной внутренней поверхности на величину, обеспечивающую при свинчивании упомянутых резьбовых деталей (трубы и муфты) максимальную деформацию всех валиков по высоте в пределах упругости полимерного материала.
Тем самым при выполнении резьбовой и конусной частей охватываемой детали из упругого полимерного материала в отличие от известных технических решений создаются условия герметизации стыка охватываемой и охватывающей деталей, изготовленных не только с высокой точностью размеров, как это имеет место в случае нарезания концов толетостенных обсадных труб, но и при соединении тонкостенных сварных труб, имеющих значительные отклонения в геометрии сечения, т. е. у предлагаемого технического решения появляется свойство, не совпадающее со свойствами известных технических решений, что позволяет сделать вывод о том, что предложенное нами техническое решение обладает "существенными отличиями".
Конусная заходная часть охватываемой детали оформляется в виде нескольких (не менее двух) узких кольцевых валиков для облегчения упругого деформирования при четком определении конуса.
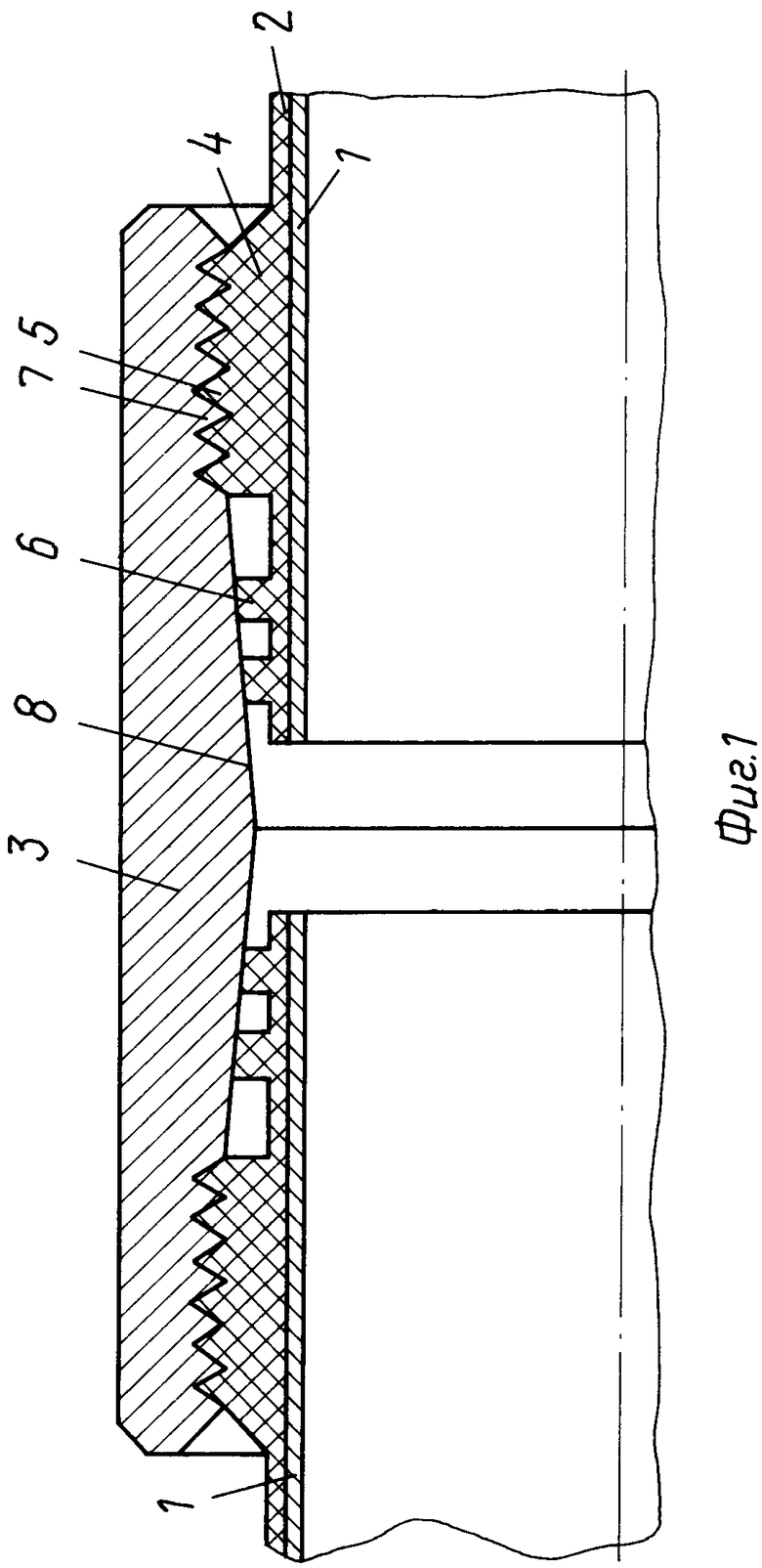
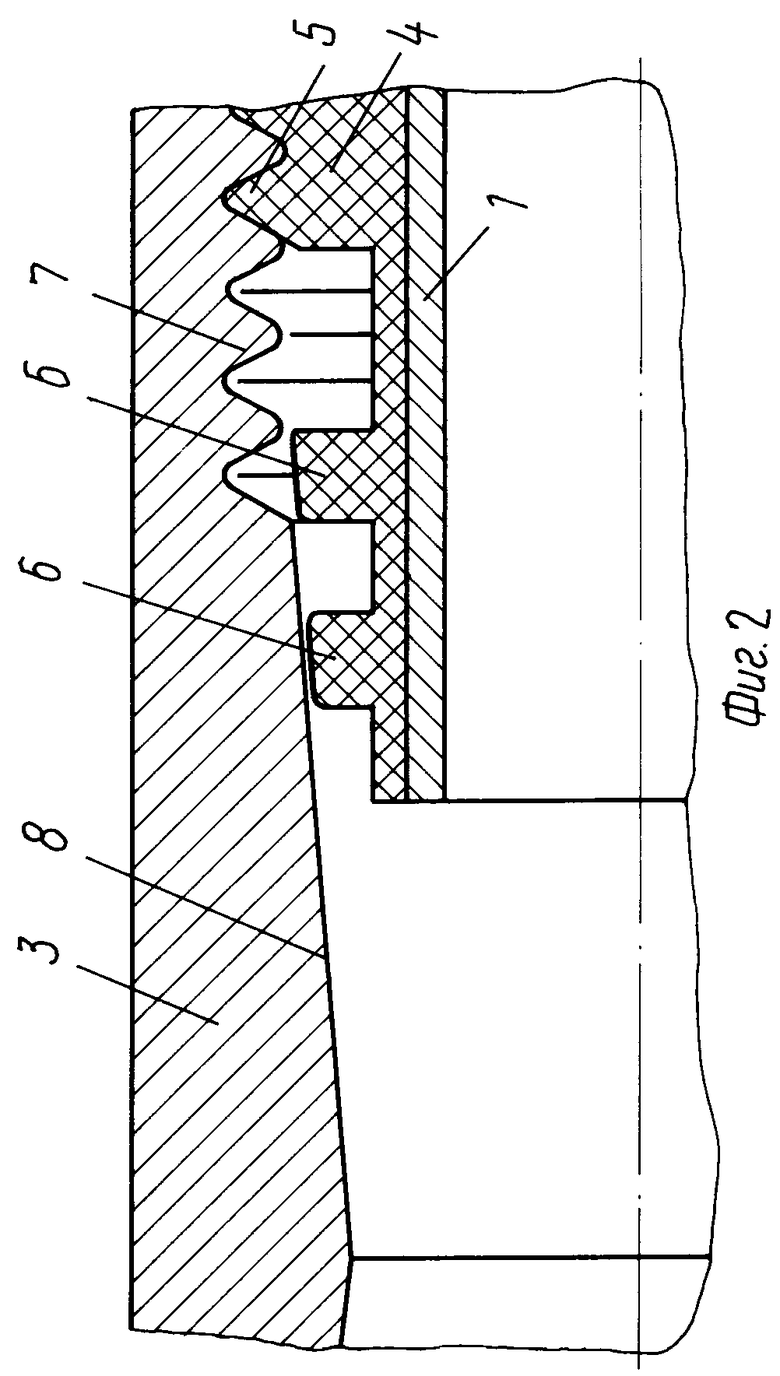
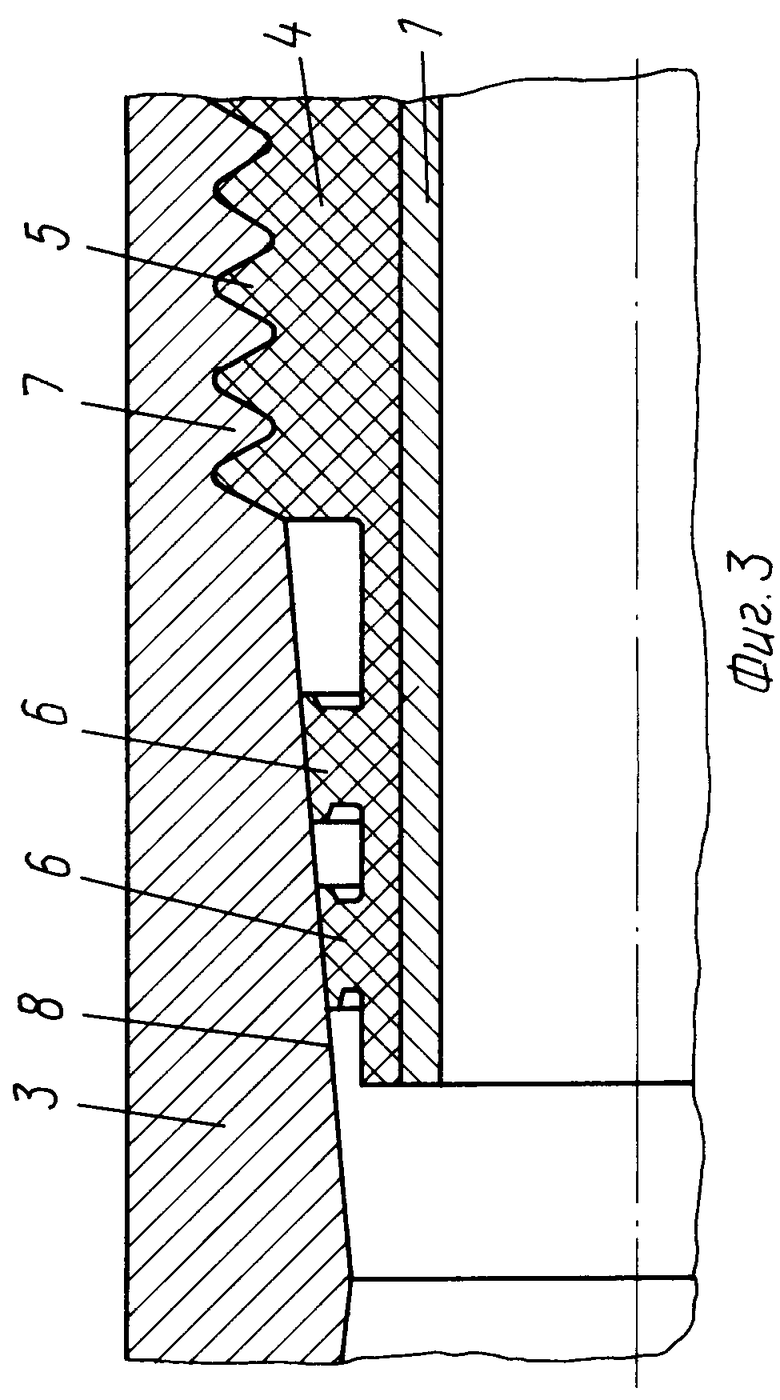
На фиг. 1 изображено резьбовое соединение при помощи муфты двух тонкостенных труб с наружным полимерным покрытием, разрез вдоль оси; на фиг. 2 - заходная часть охватываемой детали в начале свинчивания при заходе кольцевых валиков в конусную полость охватывающей детали; на фиг. 3 - заходная часть охватываемой детали, подвергнутая деформации при полном свинчивании трубы и муфты.
Устройство содержит две тонкостенные сварные трубы 1 с упругим наружным полимерным покрытием 2 и резьбовую соединительную муфту 3. Полимерное покрытие на трубы нанесено таким образом, что на концах образовано утолщение 4, оформленное в виде резьбы 5 со свободной от нее заходной частью в виде двух или более кольцевых валиков 6 с общей конической образующей, ось конуса которой совпадает с осью резьбы. Соединительная муфта с двух концов по краям имеет внутреннюю резьбу 7, аналогичную полимерной резьбе труб, а ее средняя часть выполнена в виде двух конусных полостей с гладкой поверхностью 8 со сходящимися вершинами и конусностью, равной конусности заходных частей труб.
Для обеспечения свободного захода кольцевых валиков трубы в конусную полость муфты наружный диаметр наибольшего валика принимается равным или менее наибольшего диаметра конусной полости муфты, а для гарантированного уплотнения стыка с учетом компенсации возможных отклонений сечения труб минимальный диаметр конусной части муфты принимается меньше наружного диаметра наименьшего валика на такую величину, которая обеспечивала бы при полном свинчивании трубы и муфты максимальную радиальную деформацию сжатия валиков в пределах упругости полимерного материала, что составляет, например, для полиэтилена 3-7% .
Величина упругой деформации валиков определяется из тех условий, что для полиэтилена высокого давления модуль упругости равен Е = 1200-2600 кгс/см2, предел текучести σт = 90-160 кгс/см2 и наибольшие допустимые напряжения в пределах упругости могут составить [σ ] = 80-150 кгс/см2.
В соответствии с законом Гука упругие деформации составят
ε=  =
=  = 6,7÷5,8%
= 6,7÷5,8%
Применительно к покрытию из полиэтилена низкого давления, для которого модуль упругости равен Е = 6500-7500 кгс/см2, предел текучести σт = 250-350 кгс/см2 и наибольшие допустимые напряжения в пределах упругости [ σ] = 240-340 кгс/см2, упругие деформации радиального сжатия в кольцевых валиках при полном свинчивании трубы и муфты следует предусматривать в соответствии с законом Гука
ε=  =
=  = 3,7÷4,5%
= 3,7÷4,5%
В соответствии с этими параметрами устанавливаются длина конусной полости муфты, а для трубы - длина заходной конусной части и расстояние до кольцевых валиков от края резьбы. Ширина кольцевых валиков должна приниматься, очевидно, соизмеримой с расстоянием между ними.
Выполнение валиков конусной заходной части трубы и гладкой конусной части муфты по размерам в указанных пределах позволит обеспечить высокую герметичность соединения тонкостенных сварных труб с двухсторонним, в т. ч. наружным полимерным, покрытием с компенсацией овальности сечения и отклонений по диаметру от номинала, а ограничив деформацию герметизирующих валиков упругой областью - возможность многократного использования соединения и его долговечность.
Трубы с полимерными резьбовыми и уплотнительными элементами могут изготавливаться различными способами: либо литьем под давлением со сплавлением отливаемых элементов с предварительно нанесенным ровным покрытием, либо нанесением утолщенного на концах покрытия с дальнейшим оформлением геометрии профиля резьбы и уплотнительных кольцевых валиков на резьбонарезных станках.
Соединительные муфты могут изготавливаться литьем или резанием из металла либо из полимерного материала, армированного металлической обечайкой.
Резьба в предлагаемой конструкции соединения может использоваться любого профиля, а также как цилиндрическая, так и коническая.
Испытания, проведенные на натурных образцах стальных тонкостенных спиральношовных труб диаметром 159 мм с наружным покрытием, резьбовыми элементами и уплотнительными кольцевыми валиками из полиэтилена высокого давления марки 102-10К, показали надежную водонепроницаемость стыка при давлении в трубопроводе 2,4 МПа (испытательном давлении для систем мелиорации). (56) Патент Великобритании N 2160609, кл. F 16 L 15/00, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| Насосно-компрессорная труба для добывающих скважин | 2016 |
|
RU2665663C2 |
| ТРУБНОЕ СОЕДИНЕНИЕ С КОНИЧЕСКОЙ УДЛИНЕННОЙ РЕЗЬБОЙ ТРЕУГОЛЬНОГО ПРОФИЛЯ | 2008 |
|
RU2386072C1 |
| Способ соединения замковых деталей с бурильными трубами | 1989 |
|
SU1710692A1 |
| СПОСОБ ЧУЙКО ПРОТИВОКОРРОЗИЙНОЙ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2552627C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| РАЗЪЕМНОЕ УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 1993 |
|
RU2099625C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ СТЕСНЕННОЙ ПРОКЛАДКОЙ | 2013 |
|
RU2513937C1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271912C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ СОЕДИНИТЕЛЬНОЙ ТРУБНОЙ МУФТЫ | 2011 |
|
RU2478865C1 |
Сущность изобретения: внешняя поверхность свободного от резьбы конусного конца охватываемой детали сопряжена с гладкой конусной внутренней поверхностью охватывающей детали, имеющие одинаковую конусность. Резьбовая часть охватываемой детали и ее конец изготовлены из полимерного упругого материала, идентичного и составляющего единое целое с полимерным материалом покрытия. На свободном конце выполнены кольцевые валики, образующие общую конусность. Наружный диаметр наибольшего валика меньше или равен наибольшему диаметру конусной поверхности охватывающей детали. Наружный диаметр наименьшего валика превышает минимальный диаметр сопряженной поверхности охватывающей детали на величину, обеспечивающую при свинчивании резьбовых деталей максимальную деформацию всех валиков по высоте в пределах упругости полимерного материала. 3 ил.
РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТОНКОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ТРУБ С НАРУЖНЫМ ПОЛИМЕРНЫМ ПОКРЫТИЕМ, содержащее охватываемые и охватывающие резьбовые детали со свободными от резьбы конусным концом внешней поверхности охватываемой детали и сопряженной с последней гладкой конусной внутренней поверхностью охватывающей детали, имеющими одинаковую конусность, отличающееся тем, что резьбовая часть охватываемой трубной детали и ее свободный от резьбы заходный конусный конец изготовлены из полимерного упругого материала, идентичного и составляющего единое целое с полимерным материалом покрытия, а на свободном от резьбы заходном конусном конце выполнено не менее двух кольцевых валиков, образующих общую конусность, наружный диаметр наибольшего из которых меньше или равен наибольшему диаметру гладкой внутренней конусной поверхности охватывающей детали, а наружный диаметр наименьшего валика превышает минимальный диаметр сопряженной гладкой внутренней конусной поверхности охватывающей детали на величину, обеспечивающую при свинчивании резьбовых трубных деталей максимальную деформацию всех валиков по высоте в пределах упругости полимерного материала.

