Изобретение относится к способам герметизации обсадных труб, применяемых в нефтяной и газовой промышленности.
Известен способ соединения обсадных труб [1] с помощью конической резьбы треугольного профиля с использованием муфты в соответствии с ГОСТ 632-64.
Недостатками этого метода являются: недостаточная герметичность такого соединения; прочность этого муфтового соединения составляет от 55 до 70% прочности по телу ненарезанного участка трубы.
Известен способ обеспечения герметичности резьбовых соединений за счет применения смазочно-уплотнительных составов [2].
Недостатком этого метода является то, что смазки со временем изменяют свои свойства и, как правило, в сторону их ухудшения, а следовательно, ухудшается герметичность соединения. Также используемые смазки выдавливаются по свободному винтовому каналу между сопрягаемыми поверхностями нарезки, появляющимися после свинчивания обсадных труб, внутренним давлением газа или жидкости.
Наиболее близким к предлагаемому является способ муфтового соединения обсадных труб с резьбой трапецеидального профиля повышенной герметичности (шифр ОТТГ1) [1]. Трубы с таким соединением имеют уплотнительные поверхности - наружную у ниппельного конца трубы и внутреннюю в срединной части муфты. Само резьбовое соединение закрепляется до упора торца трубы в срединный выступ муфты. При таком закреплении соединения создается посадка по уплотнительным коническим поверхностям и по внутреннему и наружному диаметрам резьбы, точно фиксируется заданный диаметральный натяг (примерно 0,5 мм), устраняется зазор между соединяемыми деталями, чем достигается более высокая герметичность. Однако независимо от профиля резьбы и типа соединения в резьбовом соединении после свинчивания остается винтовой канал между сопрягаемыми поверхностями нарезки. Наличие дополнительных конструктивных элементов в соединениях повышенной герметичности, таких как поясковые гладкие поверхности на ниппеле и муфте, упорные торцы, значительно повышает надежность резьбового соединения, но не обеспечивает их достаточной герметичности для жидкостей и газов при реальных перепадах давлений на резьбовых соединениях. Кроме того, отрицательное влияние допусков на геометрические размеры резьб и дефектов изготовления лишь частично снижается при закреплении соединений за счет локальных упругих и упруго-пластических деформаций и притирания сопрягаемых поверхностей.
Недостатками такого соединения является необходимость выполнения резьбы с очень высокой точностью, что не всегда возможно. А при искривлении ствола скважины появляются на соединении изгибающие моменты, которые нарушают равномерность нагружения резьбового соединения. Также независимо от профиля резьбы и типа соединения в резьбовом соединении после свинчивания остается винтовой канал между сопрягаемыми поверхностями нарезки. Наличие дополнительных конструктивных элементов в соединениях повышенной герметичности, таких как поясковые гладкие поверхности на ниппеле и муфте, упорные торцы, значительно повышает надежность резьбового соединения, но не обеспечивает их достаточной герметичности для жидкостей и газов при реальных перепадах давлений на резьбовых соединениях. Кроме того, отрицательное влияние допусков на геометрические размеры резьб и дефектов изготовления лишь частично снижается при закреплении соединений за счет локальных упругих и упруго-пластических деформаций и притирания сопрягаемых поверхностей. В результате требуемая герметичность соединения не достигается.
Задачей изобретения является устранение (уменьшение) недостатков, указанных в отмеченных выше способах, в том числе и в прототипе.
Технической задачей является разработка способа, увеличивающего степень герметизации обсадной колонны по сравнению с существующими методами герметизации.
Известно [3], что недостаточная герметичность резьбовых соединений колонн труб является причиной пропуска газа (газопроявление) в 80% случаев, когда наблюдаются большие потери газа и опасные явления. Поэтому желательно обеспечивать приемлемую герметичность обсадных колонн.
Поставленная задача решается описываемым способом, включающим использование локальных упругих и упруго-пластических деформаций элементов таких соединений, а в качестве упруго-пластического герметизирующего элемента используется кольцевая металлическая прокладка, помещаемая между торцами соединяемых обсадных труб, причем прокладка предварительно охлаждается в криостате, например в жидком азоте, после чего она быстро устанавливается на предназначенное ей место, и трубы быстро свинчиваются, чтобы прокладка не успела нагреться; при этом прокладка оказывается в стесненном положении в направлении продольной оси обсадной колонны и в дальнейшем, при прогреве, она расширяется, заполняя зазор между поверхностями ее расположения, но оставаясь в сжатом состоянии, подобно пружине, так как пространство между герметизирующимися поверхностями не позволяет ей полностью расшириться, и когда, в частности при искривлении скважины или других подобных случаях, зазор между этими поверхностями становится неравномерным и герметичность ухудшается, то прокладка, расширяясь, также обеспечивает неравномерное, но полное заполнение образовавшегося зазора, не давая нарушаться герметичности соединения.
Анализ отобранных известных технических решений, обнаруженных в ходе патентных исследований, показал, что на дату подачи заявки, объекты, охарактеризованные такой совокупностью существенных признаков и которые при их использовании приводили бы к достижению более высокого технического результата, чем у предложенного, не обнаружены, что позволяет сделать заключение о соответствии заявленного объекта критериям «Новизна» и «Изобретательский уровень». А его промышленная применимость подтверждается полным описанием его осуществления.
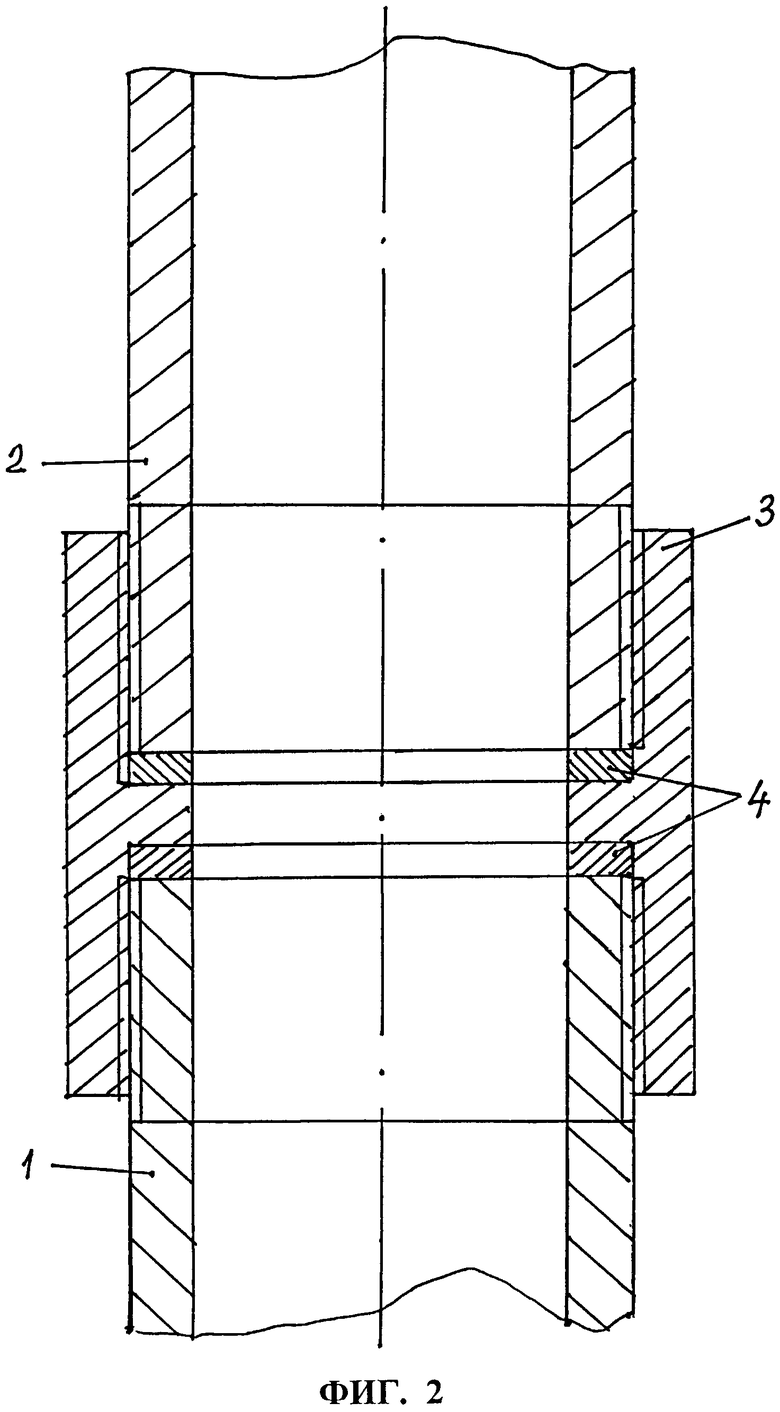
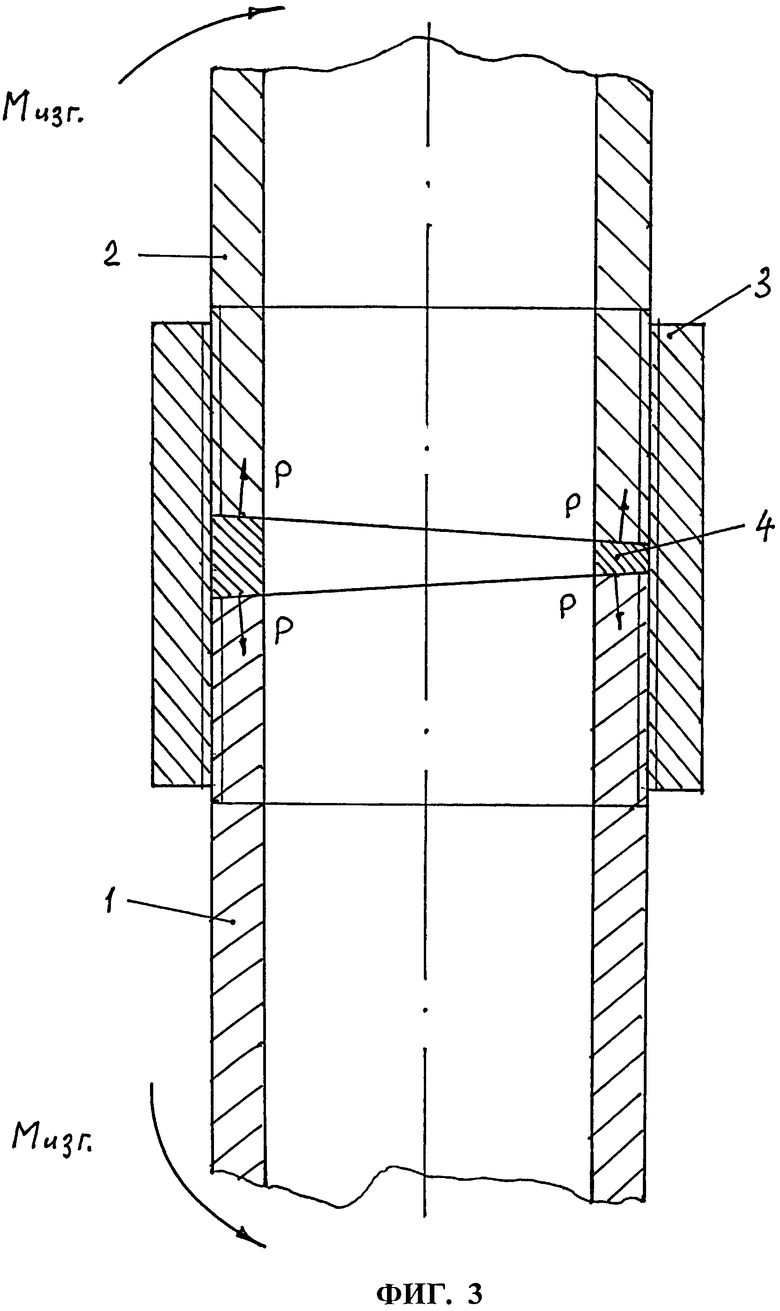
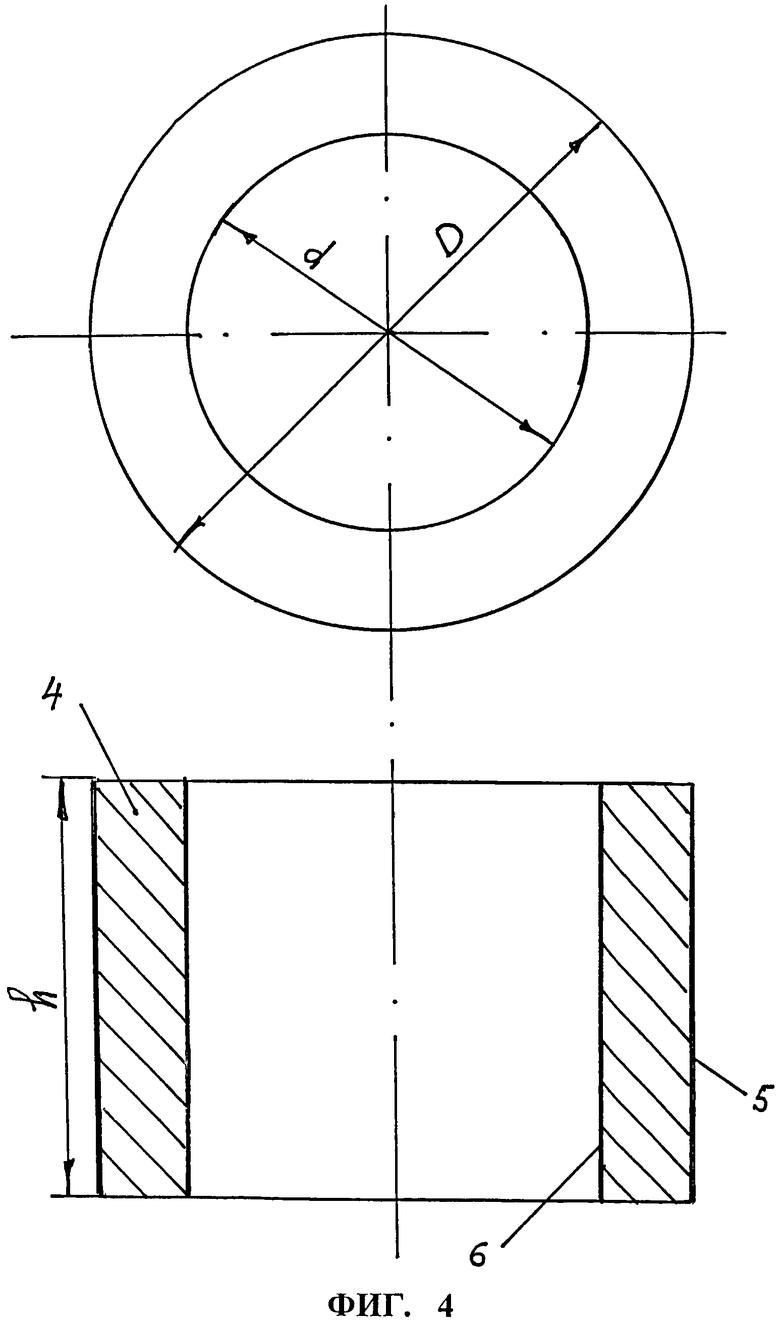
Представленные рисунки поясняют суть изобретения, где на фиг.1 представлен продольный разрез муфтового резьбового соединения с использованием предлагаемой кольцевой прокладки, устанавливаемой между обсадными трубами. На фиг.2 изображен продольный разрез резьбового соединения с помощью муфты, имеющей срединный выступ, по обем сторонам которого располагаются предлагаемые прокладки. На фиг.3 показан продольный разрез муфтового резьбового соединения при действии изгибающего момента Мизг., приводящего к неравномерному зазору между обсадными трубами, заполняемому прокладкой. На фиг.4 изображена предлагаемая прокладка на виде с торца и в продольном разрезе.
На фиг.1 представлен продольный разрез резьбового соединения обсадных труб 1 и 2 с помощью муфты 3. Между торцами обсадных труб устанавливается прокладка 4. Муфта 3 навернута на торец одной из труб, например на трубу 1, на заводе с определенным натягом резьб на трубе и на муфте. При спуске обсадной колонны труба 1 опускается в скважину, а труба 2 приподнимается и подготавливается к свинчиванию со свободной резьбой муфты (ее верхней частью). Но до начала свинчивания кольцо 4 опускается в криостат и выдерживается в нем до тех пор, пока его температура не сравняется с температурой в криостате, например с температурой жидкого азота (-195°C). Когда оборудование будет подготовлено для свинчивания труб, кольцо 4 вынимается из криостата и помещается на торец трубы 1 и сразу начинается вворачивание трубы 2 в муфту и обеспечение в конце этой операции требуемого натяга. Свинчивание трубы 2 с муфтой должно осуществляться как можно быстрее, чтобы нагрев кольца 4 от температуры криостата произошел как можно меньше. Если используется муфта со срединным выступом, как показано на фиг.2, тогда применяется две кольцевые прокладки 4: между торцами труб 1 и 2 и боковыми поверхностями срединного выступа. В этом случае прокладки устанавливаются поочередно: сначала размещается одна прокладка с одной стороны муфты с вворачиванием в нее трубы, например 1, до упора с натягом. После этого таким же образом устанавливается вторая прокладка и вворачивается в муфту труба 2. На фиг.3 изображено изменение формы и размеров прокладки 4 при неодинаковом изменении (появлении) зазоров между герметизируемыми поверхностями (торцами) обсадных труб. Такое состояние прокладки возможно, например при искривлении скважины и появлении изгибающего момента Мизг. На фиг.4 изображена предлагаемая кольцевая прокладка 4, имеющая высоту h и диаметры: d и D - внутренний и внешний. Диаметр D не должен быть больше внутреннего диаметра соединительной муфты 3 по ее резьбе. Для упрощения установки прокладки 4 необходимо выполнить размер D на 1-2 мм меньше внутреннего диаметра муфты 3. Внутренний диаметр прокладки d не требует такого тщательного выполнения по сравнению с диаметром D. Однако надо помнить, что если он будет больше внутреннего диаметра соединяемых труб, то это образует круговые выступы, которые будут увеличивать гидравлические сопротивления при циркуляции, уменьшать площадь внутреннего поперечного сечения и т.п. Поэтому этот диаметр рациональнее выполнять равным внутреннему диаметру обсадных труб или на 1-2 мм больше. Для уменьшения теплопередачи к прокладке (увеличения времени ее прогрева) на боковые ее поверхности наносятся слои 5 и 6 материала с низкой теплопроводностью.
Предлагаемый способ реализуется следующим образом. Предварительно изготавливается прокладка 4 с соблюдением размеров d и D под размеры соединяемых обсадных труб 1 и 2. Высота накладки h выбирается из условия достаточности усилия P (см. фиг.1, 3), развивающейся в прокладке 4 и действующей на торцы соединяемых труб 1 и 2. Это усилие рассчитывается следующим образом.
Известно [4], что напряжение в материале детали σ=P/F, где P - усилие (сила), действующее на деталь; F - площадь поперечного сечения детали (максимальное напряжение будет в самом узком месте).
В свою очередь относительное удлинение детали ε определится как [4]: ε=σ/E. Отсюда: σ=εЕ. Из формул по определению напряжения получается, что εЕ=P/F. Тогда: Р=FεЕ.
С другой стороны, относительное удлинение ε=Δℓ/ℓ [4], где Δℓ - абсолютное удлинение детали; ℓ - длина стержня до его нагружения.
Отсюда: Δℓ=εℓ.
Однако известно [5], что ε=αΔT, где α - коэффициент температурного линейного расширения материала; ΔT - изменение температуры детали. Для алюминиевых сплавов, например (как один из самых больших), α=23/106·1/°C. Температура жидкого азота равна - 195°C. Будем считать, что прокладка до опускания в криостат находилась при нормальной температуре, т.е. при 20°C и вернется к ней при прогреве после свинчивания. Тогда ΔT=195+20=215°.
Отсюда: ε=23/106×215=4945/106.
Примем высоту прокладки 4 равной 10 мм, т.е. ℓ=10 мм.
Тогда Δℓ=εℓ=4945/106·10=0,04945 мм ≈ 0,05 мм.
Определим площадь F, на которую будет действовать сила P, т.е. площадь кольца с диаметрами D и d, см. фиг.4. Для примера возьмем обсадную трубу, у которой внешний диаметр равен 114 мм, а толщина стенки составляет 5,2 мм, т.е. D=114 мм, d=103,6 мм ≈ 104 мм. F=πD2/4-πd2/4=π/4(D2-d2)=3,14/4(12996-10816)=3,14/4·2180≈1711 мм2. Т.е. F=1711 мм2=17,11 см2.
Теперь определим силу P, действующую от прокладки 4 на торцы труб 1 и 2, см. фиг.1, 3:
P=FεЕ. Здесь Е - модуль упругости. Для алюминиевых сплавов, которые мы рассматриваем в качестве примера, Е=0,715·106 кгс/см2 [5].
Тогда P=17,11·4945/106·0,715·106 кгс/см2 ≈ 60495≈60,5 т.
После этого определяем напряжение, вызываемое этим усилием в прокладке, т.к. ее материал менее прочен по сравнению с материалом обсадных труб, хотя и не обязательно (в нашем примере). А сила действия равна силе противодействия, согласно третьему закону Ньютона.
σ=P/F=60495/17,11≈3536 кгс/см2 ≈ 354 МПа.
Предел текучести алюминиевых сплавов равен 300-380 МПа.
Т.е. 354 МПа находятся на грани предела текучести. И это хорошо, т.к. прокладка будет находиться и в области упругости (более вероятно) и в области пластичности (что улучшает качество заполнения зазора).
Таким образом получается, что прокладка 4 с приведенными выше размерами и охлаждением в жидком азоте может развить усилия на соединяемые резьбовой муфтой обсадные трубы в 60 тонн. На практике это усилие будет немного меньше, т.к. прокладка до окончания свинчивания несколько нагреется.
Т.к. со стороны прокладки развиваются большие усилия, то при прижатии ее поверхностей (верхней и нижней) к поверхностям торцов соединяемых труб имеющийся зазор будет ликвидирован за счет расширения прокладки.
При действии на резьбовое соединение изгибающего момента Мизг. (см. фиг.3), например при искривлении скважины, напряжения в трубах становятся неравномерными: с одной стороны они являются растягивающими, а с противоположной стороны - сжимающими. Это, как правило, приводит к расширению зазора в резьбе с одной стороны резьбового соединения и нарушения (уменьшения) его герметичности. Наличие стесненной прокладки 4, со стороны которой постоянно действует сила P, позволяет ей расширится в сторону освобождающегося объема в зазоре и заполнить его, что предотвращает разгерметизацию.
После изготовления прокладки 4 (прокладок на каждое межтрубное соединение), подготавливается ее размещение между торцами обсадных труб 1 и 2. Для этого труба (колонна с трубой) с навинченной на заводе муфтой 3 опускается в скважину на глубину возможности ввинчивания в нее следующей трубы. Последняя подвешивается в положение немедленного вворачивания и находится в этом положении. Прокладка 4 предварительно опускается (где-то рядом со скважиной) в криостат и выдерживается в нем до тех пор, пока температура прокладки не станет равной температуре внутри криостата. Это время определяется опытным путем заранее. После этого прокладка 4 специальным приспособлением вынимается из криостата и быстро опускается внутрь свободного конца соединительной муфты 3 на торец трубы 1 (см. фиг.1), на которую навинчена муфта, после чего так же быстро (чтобы прокладка меньше нагрелась) в муфту вворачивается верхняя труба 2 с натягом. И операция соединения труб на этом заканчивается. Но в течение некоторого времени прокладка 4 прогреется и за счет линейного температурного расширения будет стремиться увеличиться в размерах. Однако т.к. свинчивание труб с муфтой осуществляется с натягом, то зазор между торцами обсадных соединяемых труб или очень мал, или его вообще может не быть (занят будет прокладкой 4). Поэтому прокладка окажется в стесненных условиях, когда она будет стремиться расшириться, а у нее такой возможности не будет, и она упрется своими поверхностями на торцах в торцы соединяемых труб и будет оказывать на них большие усилия P (см. выше). Раздвинуть же торцы труб этой силы будет недостаточно. Однако прокладка будет находиться в сжатом состоянии, подобно пружине, и постоянно будет стремиться раздвинуть торцы соединяемых труб. Общеизвестно, что со временем в резьбовых соединениях ослабляются усилия затяжки. Причинами этого явления могут быть изменение осевого усилия, температурных режимов, вибрации и др. Вследствие этого может со временем наблюдаться медленное отвинчивание труб из муфты. А это приведет к нарушению герметичности обсадных колонн, появлению межтрубного давления, утечке газа и т.п. Предлагаемая же прокладка, находясь в сжатом состоянии, подобно пружине, будет постоянно (и с течением времени) воздействовать на торцы соединенных обсадных труб с усилием Р, обеспечивая натяг по резьбе и препятствуя отвинчиванию труб из муфты, а также выбирая зазор между торцами соединенных труб, поддерживая тем самым герметичность соединения.
В случае использования муфты 3 со срединным выступом (см. фиг.2) необходимо устанавливать поочередно две прокладки, устанавливаемые между каждым торцом соединяемых труб 1 и 2 и боковыми поверхностями срединного выступа. Одну из прокладок удобнее устанавливать на заводе, а другую - при опускании обсадной колонны. Также предварительно каждую прокладку перед установкой необходимо поместить в криостат, а затем быстро вынуть из него, установить на место и быстро свинтить трубу с муфтой.
Когда же соединяются обсадные трубы с безмуфтовым резьбовым соединением, то в этом случае прокладка укладывается между торцом раструба одной трубы и упорным торцом ниппеля другой трубы. При этом также предварительно прокладка помещается в криостат, выдерживается в нем определенное время, вынимается, устанавливается на место, и трубы быстро скручиваются.
Предлагаемый способ герметизации труб обсадных колонн позволяет увеличить степень герметизации, ее долговечность и надежность.
Источники информации
1. Соловьев Е.М. Заканчивание скважин. - М.: Недра, 1979. - 304 с.
2. Басаргин Ю.М., Будников В.Ф., Булатов А.И., Проселков Ю.М. Технологические основы освоения и глушения нефтяных и газовых скважин. Учебник для вузов. - М.: Недра, Бизнесцентр, 2001. - С.299.
3. Карабанов В.В., Бохоров И.О. Решение проблемы герметичности и надежности обсадных колонн. Статья в Ж. «Нефтяное хозяйство», №1, 2012. - С.42-45.
4. Феодосьев В.И. Сопротивление материалов. - М.: Наука, 1972. - С.30-33.
5. Биргер И.А., Шорр Б.Ф., Иосилевич Г.Б. Расчет на прочность деталей машин. Справочник. - М.: Машиностроение, 1979. - С.8, 15.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ ОБСАДНЫХ ТРУБ ПРОКЛАДКОЙ С ПАМЯТЬЮ | 2013 |
|
RU2517344C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ОБСАДНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2513740C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ОБСАДНЫХ ТРУБ В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ И ПРИ СКВОЗНЫХ ПОВРЕЖДЕНИЯХ | 2012 |
|
RU2508444C1 |
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| УСТРОЙСТВО ЦИЛИНДРИЧЕСКОЙ ФОРМЫ ДЛЯ РАЗДЕЛЕНИЯ НА ЧАСТИ УПАВШИХ В СКВАЖИНУ МЕТАЛЛИЧЕСКИХ ПРЕДМЕТОВ С ПРИМЕНЕНИЕМ АНОДНОГО РАСТВОРЕНИЯ | 2012 |
|
RU2506406C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ИЗ СКВАЖИНЫ УПАВШИХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2496968C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ФИЛЬТРА ИЗ СКВАЖИНЫ ПО ЧАСТЯМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2502858C1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ УПАВШИХ В СКВАЖИНУ ТРУБ | 2012 |
|
RU2496969C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ НА ЧАСТИ СНАРУЖИ УПАВШИХ В СКВАЖИНУ ТРУБ МЕТОДОМ АНОДНОГО РАСТВОРЕНИЯ | 2012 |
|
RU2507373C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ФИЛЬТРА ИЗ СКВАЖИНЫ | 2012 |
|
RU2499125C1 |
Изобретение относится к способам герметизации резьбовых соединений обсадных труб, применяемых в нефтяной и газовой промышленности. Техническим результатом является обеспечение герметичности резьбового соединения обсадных труб при любых нагрузках и в течение всего срока эксплуатации. Сущность изобретения заключается в том, что в нем используются локальные упругие и упругопластические деформации элементов резьбовых соединений. В качестве упругопластического герметизирующего элемента используется кольцевая металлическая прокладка (4), помещаемая между торцами соединяемых обсадных труб (1 и 2). Прокладка предварительно охлаждается в криостате, например в жидком азоте, после чего она быстро устанавливается на предназначенное ей место. Трубы (1 и 2) быстро свинчиваются, чтобы прокладка (4) не успела нагреться. При этом прокладка (4) окажется в стесненном положении в направлении продольной оси обсадной колонны. При прогреве прокладка расширится, заполнив зазор между поверхностями ее расположения, но останется в сжатом состоянии, подобно пружине, так как пространство между герметизирующимися поверхностями не позволит ей расшириться полностью. 4 ил.
Способ герметизации стесненной прокладкой резьбовых соединений обсадных труб, включающий использование локальных упругих и упругопластических деформаций элементов таких соединений, отличающийся тем, что в качестве упругопластического герметизирующего элемента используют кольцевую металлическую прокладку, помещаемую между торцами соединяемых обсадных труб, причем прокладку предварительно охлаждают в криостате, после чего ее быстро устанавливают на предназначенное ей место, и трубы быстро свинчивают, чтобы прокладка не успела нагреться.
| РАЗЪЕМНОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБОПРОВОДОВ | 2008 |
|
RU2382929C1 |
| СОЕДИНЕНИЕ ОБСАДНЫХ ТРУБ | 1998 |
|
RU2161687C2 |
| RU 2060349 C1, 20.05.1996 | |||
| ФЛАНЦЕВОЕ СОЕДИНЕНИЕ | 2004 |
|
RU2330209C2 |
| Способ герметизации фланцевых соединений трубопроводных систем | 1990 |
|
SU1724999A1 |
| Способ герметизации разъемного соединения криогенных трубопроводов | 1982 |
|
SU1043411A1 |
| US 3572777 A, 30.03.1971 | |||
| US 4712815 A, 15.12.1987 | |||

