Область техники
Изобретение относится к области придания формы формованием посредством внутреннего давления, создаваемого в материале, а также к термоформованию изделий с наполнителями, полученных путем навивки, в частности к производству замкнутых осесимметричных оболочек с прямолинейной или пологой криволинейной образующей, имеющей постоянный знак гауссовой кривизны по всей своей длине. Изобретение может быть использовано в производстве мотогондол авиационных двигателей и емкостей для хранения жидкости.
Уровень техники
Изготовление замкнутых осесимметричных оболочек с прямолинейной или пологой криволинейной образующей, имеющей постоянный знак гауссовой кривизны, осуществляют способом "сухой" или "мокрой" предварительной намотки армирующей ленты на оправку с последующим формованием (прессованием при повышенной температуре) намотанной заготовки в жесткой замкнутой пресс-форме, воспроизводящей внешнюю поверхность оболочки (детали).
Известен «СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ» по заявке РФ на изобретение №94041265, класс C22C 1/09, 1996 год. Согласно заявке способ изготовления труб из композиционного материала (КМ) на основе Me-Al, армированного неметаллическими волокнами, включает сборку заготовки трубы на тонкостенной цилиндрической оболочке, вакуумирование и горячее изостатическое прессование заготовки изнутри к жесткой формообразующей поверхности. При этом полуфабрикат из волокнистого КМ нагревают до 50-60°С, затем формуют на оправке, радиус которой равен среднему радиусу трубы по толщине стенки. Сборку трубы из полуфабриката проводят на подложке из упругого материала путем последовательной его укладки на диафрагму, перемещающуюся вдоль подложки с усилением прижима диафрагмы к подложке 0,04-0,06 кгс/мм длины полуфабриката. Процесс прессования трубы ведут при 550-560°С и давлении инертного газа 300-350 атм. Охлаждение трубы проводят в оснастке, сбрасывая давление по достижении температуры ниже температуры кристаллизации матричного материала. В качестве материала подложки используют резину.
Недостаток такого способа заключается в том, что формование в замкнутой пресс-форме путем создания внутри детали избыточного давления различными известными способами приводит к уменьшению толщины оболочки (опрессовка), предварительно намотанной на жесткую оправку, чему препятствуют внутренние слои армирующего материала в силу своих высоких прочности и жесткости. Внутренние слои воспринимают усилие давления прессования и внешние слои оболочки оказываются не "пропрессованными", появляются пустоты в материале оболочки.
Также известен «СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ МЕТОДОМ НЕПРЕРЫВНОЙ НАМОТКИ» по патенту РФ №2089444, класс B64C 3/20, B64F 5/00, B32B 33/00, 1995 год. Согласно патенту способ заключается в непрерывной многоциклической намотке, при постоянном натяжении, композиционного материала на вращающуюся оправку от концевого ее торца до корневого и обратно по комбинированной траектории. Траектория состоит в каждом цикле из четырех спиральных участков, двух прямолинейных переходов по корневому торцу и двух окружных участков, плавно переходящих друг в друга. Начальную точку укладки материала в каждом последующем цикле смещают относительно аналогичной точки предыдущего цикла в направлении корневого торца, а при выполнении переходов одновременно осуществляют вматывание закладных крепежных элементов.
Недостатком такого способа является то, что в способе не предусмотрен изменяемый уровень натяжения композиционного материала, необходимый фактор для получения качественно проформованного изделия.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является «СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА» по патенту РФ №2050283, класс B29D 9/00, 1992 год. Согласно патенту способ включает предварительное изготовление в форме, снабженной формообразующей полостью и ограничительным объемом, оправки из вспенивающегося материала, ее охлаждение и извлечение из формы, последующее формирование пакета КМ на оправке, прессование и извлечение готового изделия.
Изготовление оправки и прессование изделия осуществляют в одной форме из термоактивного материала, размеры формообразующей полости которой изменяются под действием температуры, при этом отверждение изделия производят при температуре более низкой, чем температура вспенивания оправки.
Недостаток указанного способа в том, что при формировании пакета КМ натяжение постоянно, что в процессе формования изделия приводит к неравномерной проформовке изделия. Кроме того, в способе используют пенопластовый сердечник, задающий геометрическую форму внутренней поверхности изделия, при этом внешняя поверхность изделия имеет геометрические отклонения, равные разбросу (неточности) реальной толщины пакета КМ. Также в способе изделие получают за два этапа, в то время как в заявке изделие изготавливают за один технологический процесс.
Сущность изобретения
Задачей настоящего изобретения является разработка технологии и оснастки для изготовления замкнутых цельноформованных пустотелых оболочек вращения из ПКМ высокого качества с калиброванной наружной поверхностью.
Поставленная задача решается благодаря тому что, способ изготовления осесимметричных пустотелых оболочек вращения включает послойную намотку на оправку армирующей ленты со связующим по схеме совмещенной спирально-кольцевой намотки с увеличением натяжения ленты с каждым последующим слоем (уровень натяжения первого слоя выбирают из условия обжатия упругой оболочки оправки до внутреннего диаметра пустотелой оболочки), установка разборной пресс-формы на полученной заготовке и формование пустотелой оболочки за счет термического расширения упругой оболочки оправки при нагреве и отверждении связующего.
Оснастка для изготовления осесимметричных пустотелых оболочек вращения из полимерного композиционного материала содержит оправку, состоящую из центральной жесткой части и размешенной на ней упругой оболочки из терморасширяющегося материала. Упругая оболочка имеет внешний диаметр, превышающий внутренний диаметр пустотелой оболочки, при этом толщину упругой оболочки, выбирают в зависимости от внутреннего диаметра пустотелой оболочки вращения, коэффициента термического расширения материала упругой оболочки оправки и температуры отверждения связующего полимерного композиционного материала. Также оснастка включает жесткую разборную пресс-форму с внутренним диаметром, соответствующим внешнему диаметру пустотелой оболочки вращения, установленную на оправке с образованием полости для размещения композиционного материала.
Такое решение задачи позволяет получить замкнутую цельноформованную оболочку высокого качества с калиброванной наружной поверхностью.
Изобретение поясняется чертежами.
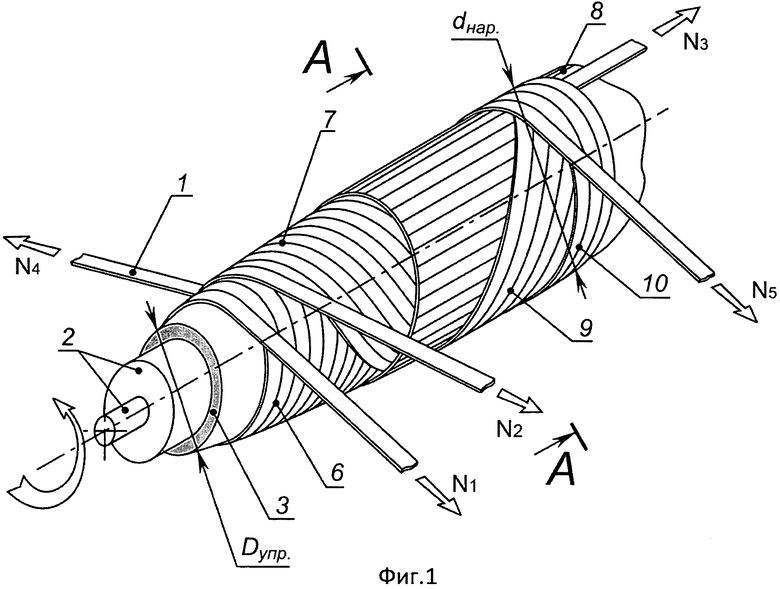
На фиг.1 изображена оправка для изготовления осесимметричных пустотелых оболочек с расположенной на ней заготовкой;
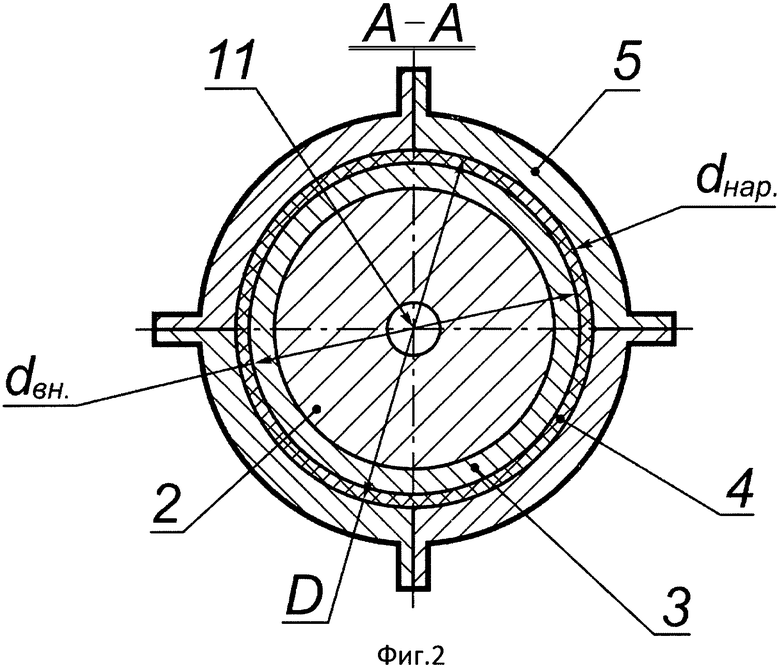
на фиг.2 - сечение А-А.
Осуществление изобретения
Способ в соответствии с изобретением осуществляют следующим образом:
- осуществляют сборку оправки, надевая упругую оболочку из терморасширяющегося материала на жесткую центральную часть оправки, диаметр которой превышает внутренний диаметр оболочки вращения;
- осуществляют установку оправки на намоточный станок типа НК-8;
- послойно на оправке формируют пакет композиционного материала из пропитанной связующим армирующей ленты по схеме совмещенной спирально-кольцевой намотки с продольным армированием. На фиг.1 слои материала представлены в виде армирующей ленты 1. Лента может быть собрана из ровинговых нитей типа РВМПН-1200 (стекловолокно) или УКН-2500 (углеродное волокно) и пропитана связующим горячего отверждения типа ЭДТ-10П непосредственно в процессе намотки (мокрая намотка) или подаваться на намоточный станок в виде предварительно пропитанного препрега. При этом натяжение ленты производят с увеличением с каждым последующим слоем;
- наматывают лентой слой №1 (6) с поперечным армированием при минимальном натяжении. Условие натяжение выбирают из условия обжатия упругой оболочки оправки до внутреннего диаметра пустотелой оболочки вращения;
- наматывают лентой слой №2 (7) со спиральным армированием с натяжением, превышающим натяжение первого слоя, N2>N1;
- выкладывают лентой слой №3 (8) вдоль оси вращения детали без натяжения N3=0;
- наматывают лентой слой №4 (9) со спиральным армированием с натяжением, превышающим натяжение второго слоя, N4>N2;
- наматывают лентой слой №5 (10) с поперечным армированием при максимальном натяжении, N5>N4;
- на оправке с расположенной на ней заготовкой 4 детали располагают части жесткой разборной пресс-формы 5;
- смыкают части жесткой пресс-формы 5 по фланцам, образуя гладкую формозадающую поверхность;
- устанавливают оснастку с расположенной в ней оправкой в печь;
- осуществляют нагрев оснастки и отверждение связующего (режим отверждения для связующего ЭДТ-10П - нагрев до температуры 160+5°С со скоростью 2…3°С/мин, выдержка в течение 3 часов, охлаждение до 50°С со скоростью 2…3°С/мин);
- извлекают оснастку из печи;
- охлаждают оснастку до комнатной температуры;
- осуществляют демонтаж жесткой пресс-формы 5;
- осуществляют демонтаж жесткой оправки 2;
- снимают упругую оболочку 3 с внутренней полости изготовленной оболочки вращения.
Способ осуществляют с помощью оснастки.
Оснастка состоит из специальной оправки и жесткой разборной пресс-формы 5.
Оправка 2 и установленная на ней жесткая разборная пресс-форма образуют замкнутую полость для размещения композиционного материала.
Оправка состоит из двух элементов: центральной жесткой части оправки 2 (далее жесткой оправки) (фиг.1, 2) с осью вращения 11 и размещенной на ней упругой оболочки оправки 3.
Центральная жесткая часть 2 при различных формах образующей может быть выполнена как монолитной (фиг.1), так и разборной.
Упругая оболочка оправки 3 выполнена из терморасширяющегося материала, например из силиконовой резины типа ИРП 1338 или аналогичной, и имеет свой внешний диаметр в каждом сечении Dупр, превышающий внутренний диаметр пустотелой оболочки вращения (заготовки) dвн. Толщину упругой оболочки 3 выбирают в зависимости от внутреннего диаметра изготавливаемой оболочки вращения dвн типа материала упругой оболочки, коэффициента термического расширения материала упругой оболочки 3 и температуры отверждения связующего композиционного материала оболочки вращения. Упругая оболочка 3, размещенная на жесткой оправке 2, плотно прилегает к ней и удерживается на ней за счет сил трения.
Жесткая разборная пресс-форма 5, задающая поверхность наружного теоретического контура пустотелой оболочки вращения, выполнена разборной с целью облегчения извлечения готовой пустотелой оболочки вращения после формования. Жесткая пресс-форма 5 состоит, например, из четырех секций (фиг.2), каждая из которых по всей длине стыка имеет два фланца, обеспечивающих плавное сопряжение по внутренней поверхности пресс-формы 5. Жесткая разборная пресс-форма 5 имеет гладкую (шлифованную или полированную) внутреннюю поверхность с диаметром D в каждом сечении. Диаметр D соответствует внешнему диаметру пустотелой оболочки вращения.
Предлагаемый настоящим изобретением способ осуществляется следующим образом.
В первую очередь осуществляют сборку оправки: на жесткую оправку 2 натягивают упругую оболочку 3. Далее оправку располагают на цапфах намоточного станка типа НК-8. Затем на оправку (на внешнюю поверхность упругой оболочки оправки 3) послойно наматывают и укладывают армирующую ленту с различными углами армирования. Намотку армирующей ленты производят с увеличением уровня предварительного натяжения, от предыдущего слоя к последующему, N1<N2<N4<N5. Уровень натяжения первого слоя (внутреннего) 6 выбирают из условия обжатия упругой оболочки 3 Dуnp до внутреннего диаметра dвн оболочки вращения с учетом упругой деформации оболочки 3. При намотке каждого последующего слоя уровень натяжения увеличивают, кроме слоев с углом армирования в 0 град, относительно оси вращения оболочки вращения (натяжение отсутствует), N3=0. Завершающий 10 (внешний) слой армирующей ленты наматывают с максимальным натяжением, из условия получения заданного внешнего диаметра dнap оболочки вращения, в каждом сечении, с учетом упругой деформации оболочки 3 и уменьшения толщины пакета заготовки 4 при натяжении каждого последующего слоя. Процесс формирования пакета ПКМ оболочки вращения можно производить как "сухим" (из предварительно пропитанной связующим армирующей ленты), так и "мокрым" (армирующая лента собирается из отдельных нитей и пропитывается связующим в процессе намотки) способами.
Для формирования внешнего контура (т.к.) пустотелой оболочки вращения на оправку с намотанной заготовкой 4 устанавливают, совмещают и замыкают по фланцам при помощи болтовых соединений разборную пресс-форму 5.
После того как пресс-форма 5 установлена на оправке, оснастку снимают с намоточного станка и устанавливают в печи на специальные приспособления, где осуществляют формование детали. Возможен вариант встроенных нагревательных элементов в тело оправки и пресс-формы. В случае встроенных нагревательных элементов отверждение проводят в цехе, не используя печь.
В процессе нагревания в печи происходит отверждение связующего, при этом давление формования создается за счет стесненного термического расширения упругой оправки 3 в замкнутом объеме оснастки и обжатия армирующей лентой 1 завершающего слоя оболочки вращения. Замкнутый объем оснастки образован жесткой частью оправки 2 и внутренней поверхностью пресс-формы 5. В итоге, после формования, получается внешняя поверхность оболочки вращения "калиброванная". При этом внутренние слои заготовки, «обжатые» внешним слоем, имеют «избыточную» длину витка и позволяют качественно "продавить" весь пакет армирующего материала оболочки вращения (длины витков спиралей исключают их дополнительное натяжение при расширении упругой оправки на величину "опрессовки" пакета ПКМ и не препятствуют процессу формования). Готовая оболочка вращения имеет внешний диаметр, равный внутреннему диаметру пресс-формы. После окончания процесса отверждения оснастку извлекают из печи и остужают до комнатной температуры. После того как оснастка остыла, осуществляют демонтаж пресс-формы 5, снимая ее по секторам. Далее демонтируют жесткую оправку, вытягивая ее из упругой оправки, на которой расположена оболочка вращения. После чего из полости готовой оболочки вращения извлекают упругую оправку как "чулок", вытягивая ее в сторону большего диаметра оболочки вращения.
Благодаря тому, что применяемая в данном способе намотка с переменным натяжением не препятствует равномерному распределению давления по толщине заготовки, обеспечиваются при производстве оболочки вращения стабильность (повторяемость), высокое качество и высокие прочностные характеристики. Применение такого способа и такой оснастки позволят изготавливать цельноформованные крупногабаритные оболочки вращения с калиброванной внешней поверхностью. Кроме того, применение высокопроизводительного способа сухой намотки позволяет снизить трудоемкость изделия и быть конкурентоспособным на рынке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2083367C1 |
| Способ изготовления изделий из композиционных материалов | 2015 |
|
RU2613993C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ И ЕЕ КОНСТРУКЦИЯ | 1999 |
|
RU2174467C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО КОМПОЗИТНОГО БАЛЛОНА | 1994 |
|
RU2100200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| Способ изготовления сетчатых оболочек из композиционных материалов | 1989 |
|
SU1643171A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ТРУБ-ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2107622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2412051C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2215653C2 |
| Способ изготовления оболочек сложной формы из композиционных материалов и устройство для его осуществления | 1984 |
|
SU1174281A1 |
Изобретение относится к области термоформования изделий с наполнителями, полученных путем навивки, в частности к производству замкнутых осесимметричных оболочек с прямолинейной или пологой криволинейной образующей, имеющей постоянный знак гауссовой кривизны по всей своей длине, и может быть использовано в производстве мотогондол авиационных двигателей и емкостей для хранения жидкости. Способ включает послойную намотку на оправку армирующей ленты со связующим по схеме совмещенной спирально-кольцевой намотки с увеличением натяжения ленты с каждым последующим слоем, причем уровень натяжения первого слоя выбирают из условия обжатия упругой оболочки оправки до внутреннего диаметра пустотелой оболочки, установку разборной пресс-формы на полученную заготовку и формирование оболочки за счет термического расширения упругой оболочки оправки при нагреве и отверждении связующего. Оснастка содержит оправку, состоящую из центральной жесткой части и размешенной на ней упругой оболочки, и разборную пресс-форму, установленную на оправке с образованием полости для размещения композиционного материала. Изобретение позволяет получать замкнутые цельноформованные оболочки из ПКМ высокого качества с калиброванной наружной поверхностью. 2 н.п. ф-лы, 2 ил.
1. Оснастка для изготовления осесимметричных пустотелых оболочек вращения из полимерного композиционного материала, содержащая оправку, состоящую из центральной жесткой части и размешенной на ней упругой оболочки из терморасширяющегося материала, имеющей внешний диаметр, превышающий внутренний диаметр получаемой оболочки, и толщину, выбираемую в зависимости от внутреннего диаметра пустотелой оболочки, коэффициента термического расширения материала упругой оболочки оправки и температуры отверждения связующего полимерного композиционного материала, и жесткую разборную пресс-форму с внутренним диаметром, соответствующим внешнему диаметру пустотелой оболочки, установленную на оправке с образованием полости для размещения композиционного материала.
2. Способ изготовления осесимметричных пустотелых оболочек вращения из полимерного композиционного материала, включающий послойную намотку на оправку, состоящую из центральной жесткой части и размещенной на ней упругой оболочки с внешним диаметром, превышающим внутренний диаметр пустотелой оболочки, армирующей ленты со связующим, по схеме совмещенной спирально-кольцевой намотки с увеличением натяжения ленты с каждым последующим слоем, при этом уровень натяжения первого слоя выбирают из условия обжатия упругой оболочки оправки до внутреннего диаметра пустотелой оболочки, установление разборной пресс-формы на полученной заготовке, формование пустотелой оболочки за счет термического расширения упругой оболочки оправки при нагреве и отверждении связующего, охлаждение и демонтаж пресс-формы, удаление жесткой части оправки и снятие упругой оболочки.
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2050283C1 |
| Способ изготовления армированных труб из термопластов и поточная линия для его осуществления | 1991 |
|
SU1819223A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ МЕТОДОМ НЕПРЕРЫВНОЙ НАМОТКИ | 1995 |
|
RU2089444C1 |
| JP 2009103243 А, 24.10.2007 | |||
| JP 2005016579 А, 24.06.2003. | |||

