Изобретение относится к многовалковой прокатной клети, оба рабочих валка которой через пару аксиально перестанавливаемых промежуточных валков или непосредственно опираются на опорные валки или на установленные в ряд опорные ролики, причем каждый промежуточный валок имеет лишь один суженный конец бочки валка и соответственно два суженных конца валковых бочек расположены на каждой стороне прокатной клети.
Известно, что при прокатке полос в четырехвалковой прокатной клети края полос подвержены воздействию более высокого давления, чем средние зоны полос, если не предприняты какие-либо контрмеры.
Известная контрмера для многовалковых прокатных станов, у которых известный в отношении других прокатных клетей непосредственный противоизгиб рабочих и промежуточных валков является невозможным по конструктивным соображениям, состоит в том, что рабочие валки опираются не по всей длине на промежуточные валки, а лишь на частичной длине, причем эта частичная длина может регулироваться.
У известной прокатной клети упомянутого типа каждый рабочий валок опирается на пару промежуточных валков.
Промежуточные валки таким же образом сужаются на соответствующем конце в виде конуса, параболы и т. п. , причем суженные концы валковых бочек промежуточных валков, относящихся к различным рабочим валкам, расположены на противоположных по отношению друг к другу сторонах прокатной клети, в то время как суженные концы валковых бочек промежуточных валков, относящихся к тому же самому рабочему валку, расположены на той же самой стороне прокатной клети. У такой прокатной клети посредством автономного аксиального перемещения пары рабочих валков и/или обеих пар промежуточных валков можно регулировать длину опирания в зависимости от ширины прокатываемой полосы таким образом, что каждый край прокатываемой полосы в большей или меньшей степени перекрывает суженные концы.
Цель изобретения - создать многовалковую прокатную клеть упомянутого типа, у которой опирание рабочих валков, в частности в краевых зонах прокатываемой полосы, может регулироваться в большем объеме, чем до сих пор.
Это достигается тем, что соседние суженные концы валковых бочек первых промежуточных валков каждой пары выполнены различной формы.
В этом изобретении становится возможным посредством большего и меньшего смещения расположенных на одной и той же стороне прокатной клети концом валковых бочек с учетом их формоизменения воздействовать на кривую опирания на краях прокатываемой полосы.
Под воздействием усилия прокатки именно рабочие валки прижимаются к этой кривой. Изменение установочной позиции одного или нескольких валков, у которых суженные концы валковых бочек относятся к одному и тому же краю прокатываемой полосы, отражается на соответствующей краевой зоне прокатываемой полосы как изменение профиля раствора валков.
Тем самым также обеспечивается возможность точной установки (регулировки) для воздействия с целью изготовления ровной полосы.
Так как кривую опирания для рабочих валков образует не только аксиальное смещение суженных концов валковых бочек, но и также их контур, то относящиеся к одному и тому же краю прокатываемой полосы концы валковых бочек могут иметь различные контуры сужения.
Согласно другому варианту исполнения предусмотрено, чтобы каждый фиксируемый промежуточный валок по меньшей мере через один следующий промежуточный валок с профилированной валковой бочкой опирался на опорные валки или опорные ролики. С помощью этого варианта исполнения можно достигать значительных эффектов, как и с профилированными валковыми бочками для первых промежуточных валков, непосредственно подпирающих рабочие валки.
Одно исполнение состоит в том, что средний из вторых промежуточный валок, подпирающий пару промежуточных валков, имеет профилированную валковую бочку, или соответственно крайний из вторых промежуточный валок, подпирающий один из промежуточных валков каждой пары, имеет профилированную валковую бочку.
В предпочтительном варианте исполнения контур каждого промежуточного валка установлен несимметрично по отношению к середине валковой бочки. В частности, оба промежуточных валка со своими несимметрично профилированными валковыми бочками установлены в противоположных направлениях. При такой компоновке относительное аксиальное перемещение обоих промежуточных валков вызывает усиление или ослабление кривизны профиля раствора валков в средней зоне.
Несимметричное профилирование промежуточных валков пригодно, в частности, для таких многовалковых прокатных клетей, у которых возможность предварительной установки линии опирания на опорных валках является невозможной, например, тогда, когда опорные валки являются пассивными. Промежуточные валки с профилированными валковыми бочками могут применяться также дополнительно в многовалковых прокатных клетях, которые обеспечивают возможность установки (регулирования) для опорных валков.
У таких многовалковых прокатных клетей воздействие аксиально перемещаемых промежуточных валков с профилированными валковыми бочками на раствор валков реализуется тогда, когда выполняется такая программа прокатки, при которой усилия прокатки являются настолько малыми, что промежуточные валки и оси опорных валков не так сильно деформируются, чтобы опорные элементы опорных валков могли бы полностью опираться на предварительно установленные опоры.
Так как при применении непосредственно подпирающих рабочие валки промежуточных валков с профилированными валковыми бочками только рабочие валки должны подгоняться к этой форме, и поэтому эта подгонка осуществляется также уже при очень малых усилиях прокатки, то это исполнение изобретения является пригодным для бесступенчатой перестановки профиля раствора валков при проглаживании или дрессировании прокатываемых полос до определенной прочности.
Если промежуточные валки с профилированными валковыми бочками применяются для непосредственно подпирающих рабочие валки промежуточных валков, то посредством регулирования этих промежуточных валков осуществляется предварительная установка также относительно краев прокатываемых полос.
Точная установка осуществляется затем с помощью других промежуточных валков, у которых сужены лишь концы валковых бочек.
На фиг. 1 показаны валки четырехроликовой прокатной клети, вид сбоку; на фиг. 2-4 - конечные участки относящихся к одному и тому же рабочему валку промежуточных валков прокатной клети, план; на фиг. 5 - прокатная клеть согласно фиг. 1, вырез и вид сбоку с промежуточными валками; на фиг. 6 - промежуточные валки и рабочие валки прокатной клети согласно фиг. 5.
У многовалковой прокатной клети каждый рабочий валок 1, 2 через пару промежуточных валков 3. . . 6 и три других промежуточных валка 7. . . 12 опирается на четыре опорных валка 13. . . 20. Валковые бочки каждой пары промежуточных валков 3. . . 6 сужаются только на одном конце бочки в виде конуса или параболы.
В примере исполнения согласно фиг. 2 концы 21, 22 валковых бочек имеют одинаковую коническую форму. Компоновка выбрана таким образом, что относящиеся к рабочему валку 1 промежуточные валки 3, 4 со своими коническими концами 21, 22 валковых бочек расположены на одной стороне прокатной клети и тем самым также на одном крае прокатываемой полосы, в то время как относящиеся к другому рабочему валку 2 промежуточные валки 5, 6 со своими также одинаковыми коническими концами валковых бочек расположены на другой стороне прокатной клети и тем самым также на другом крае прокатываемой полосы.
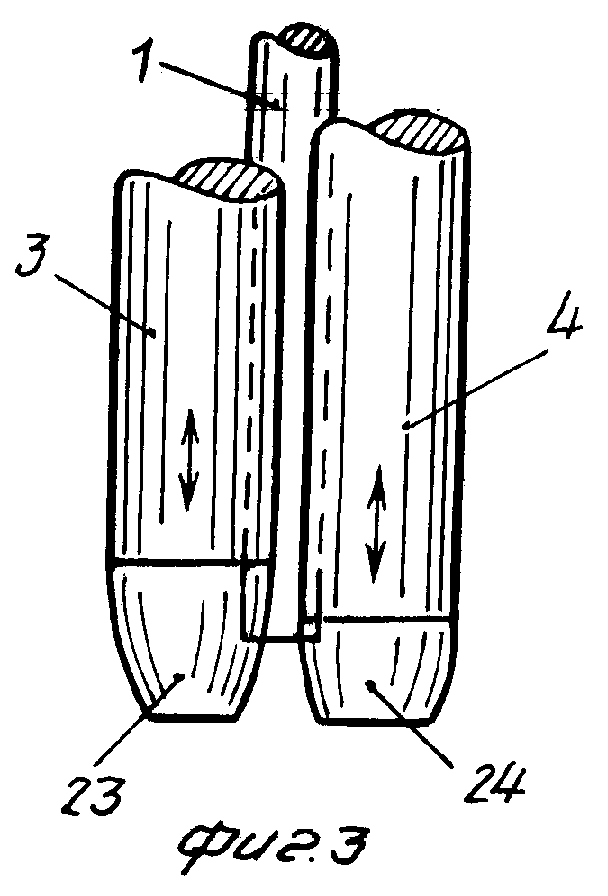
Пример исполнения согласно фиг. 3 отличается от примера исполнения согласно фиг. 2 тем, что концы 23, 24 валковых бочек имеют различные контуры.
В примере исполнения на фиг. 3 конические концы 25, 26 валковых бочек, относящихся к одному и тому же рабочему валку 1, размещены на противоположных сторонах прокатной клети. Соответствующее относится и к концам валковых бочек, относящихся к другому рабочему валку 2 промежуточных валков 5, 6. В этом примере исполнения промежуточные валки 3. . . 6, у которых конические концы валковых бочек расположены на одной и той же стороне прокатной клети, следовало бы разместить друг против друга по диагонали по отношению к прокатываемому материалу.
Для всех исполнений предусмотрено, чтобы промежуточные валки 3. . . 6, которые со своими коническими концами 21. . . 26 валковых бочек расположены на одной и той же стороне прокатной клети и поэтому воздействуют на тот же самый край прокатываемой полосы, можно было бы перестанавливать в аксиальном направлении независимо друг от друга таким образом, чтобы можно было бы регулировать аксиальное перемещение (фиг. 2-4).
Относящиеся к каждому рабочему валку 31, 32 промежуточные валки 33, 34, 35, 36 имеют различное исполнение (фиг. 5 и 6). Промежуточные валки имеют цилиндрическую валковую бочку 37, 38 с коническим концом 39, 40 валковой бочки, валковые бочки 41, 42 обоих других промежуточных валков 33, 36 профилированы по всей длине.
Контур (профиль) валковых бочек 41, 42 является слегка параболическим, причем наибольший диаметр находится в середине клети. Эта асимметрия является противоположной у обоих валковых бочек 41, 42. Этот контур валковых бочек 41, 42 содержит по меньшей мере, один суженный конец 43 опорной бочки.
В зависимости от относительной аксиальной перестановки обоих промежуточных валков 33, 36 с профилированными валковыми бочками 41, 42 можно придать большую или меньшую кривизну профилю валка в средней зоне прокатываемой полосы. После регулирования желательного валкового профиля можно посредством аксиальной перестановки промежуточных валков 34 и 35 осуществлять точную установку кривой опирания на краях прокатываемой полосы.
Альтернативно к примеру исполнения на фигурах 5, 6 с не менее, чем одним непосредственно подпирающим рабочие валки 31, 32 первым промежуточным валком 33, 36 с профилированной валковой бочкой 41, 42, в примере исполнения на фигурах 1-4 вторые промежуточные валки 7-12 могут иметь профилированные валковые бочки, соответственно валковым бочкам 41, 42 промежуточных валков 33, 36 в примере исполнения на фиг. 5 и 6.
В предпочтительных вариантах исполнения промежуточные валки 8 и 11 или промежуточные валки 7, 9 и 10, 12 имеют одну профилированную валковую бочку. В этом случае достигается то, что промежуточные валки 3, 4 или 5, 6, служащие для непосредственного подпирания рабочих валков, оперты на промежуточном валке 7-12 с профилированной валковой бочкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для замены конических промежуточных валков в многовалковой прокатной клети | 1979 |
|
SU993807A3 |
| Многовалковая клеть прокатного стана | 1990 |
|
SU1809788A3 |
| НАМОТОЧНАЯ МАШИНА ДЛЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 1990 |
|
RU2050997C1 |
| Способ изготовления металлической полосы | 1990 |
|
SU1839682A3 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПОЛУЧЕНИЯ КАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2300432C2 |
| Тормозной ролик для натяжения нескольких параллельно проходящих лент (его варианты) | 1980 |
|
SU1050561A3 |
| Устройство для подачи полосового материала | 1988 |
|
SU1588273A3 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 1991 |
|
RU2023643C1 |
| УЗЕЛ ВАЛКА | 1991 |
|
RU2038880C1 |
| Устройство для выравнивания кромок прокатанных полос | 1978 |
|
SU741782A3 |




Использование: в прокатном производстве, при изготовлении листового проката. Сущность: в многовалковой прокатной клети с двумя промежуточными валками 3 . . . 6, которые соответственно имеют только один суженный конец валковой бочки, два суженных конца валковых бочек расположены на каждой стороне прокатной клети. Промежуточные валки 3,4 или 5,6, у которых оба конца валковых бочек расположены на одной и той же стороне прокатной клети, могут перестанавливаться в аксиальном направлении независимо друг от друга. Благодаря достигаемому таким образом аксиальному перемещению суженных концов валковых бочек можно точно регулировать кривую опирания рабочих валков 1,2 в краевых зонах прокатываемой полосы. Дополнительно можно еще регулировать кривую опирания в средней зоне прокатываемой полосы, если один из двух, относящихся к каждому рабочему валку 1,2 промежуточных валков 3,4, профилирован. 6 з. п. ф-лы, 6 ил.
Приоритет по пунктам:
05.08.86 - по пп. 1,5-7;
23.06.87 - по пп. 2-4.
