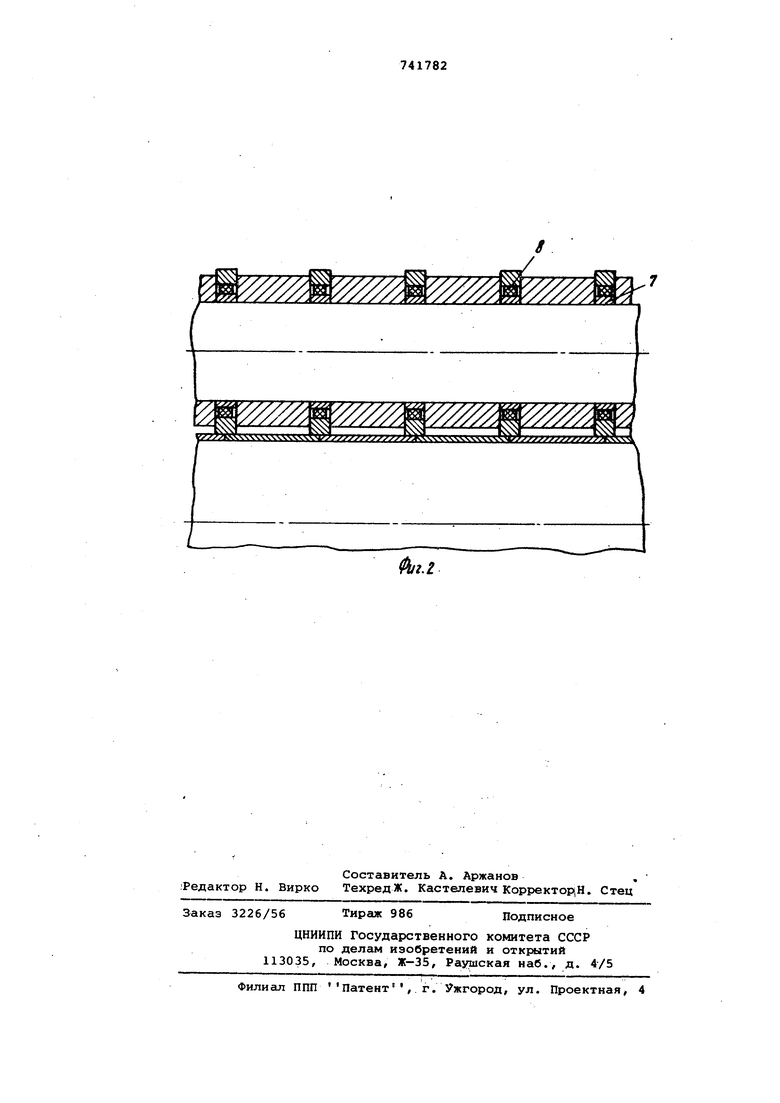
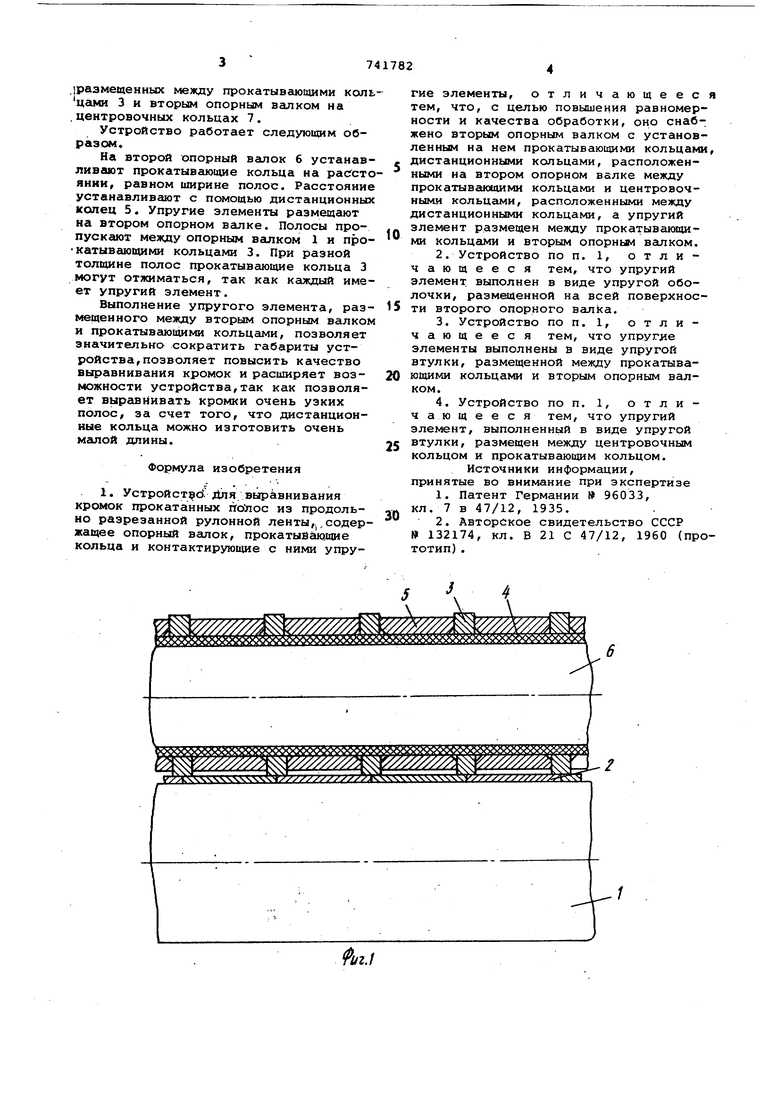
Изобретение относится к обработке металлов давлением н, в частности, может быть использовано при производстве узких полос, полученных разрезкой из широкой полосы. Известно устройство, содержащее ряд роликов,попарно установленных в рабочей клети, каждая из которых подпружинена 1 . Такая конструкция сложна, громоздка и не обеспечивает равномерности обработки кромок полосы. Известно также устройство для выравнивания кромок прокатанных полос из продольно разрезанной рулонной ленты, содержащее опорный валок, прокатывающие кольца и контактирующие с ними упругие элементы 2. В этом устройстве каждое из прокатывающих колец подпружинено, а ленты опираются на общий валок. Такое устройство также громоздко и не позволяет качественно обрабаты:вать узкие полосы. Целью изобретения является повыше ние равномерности it качества обработ ки. Поставленная цель достигается те что устройство снабжено вторым опорным валком с установленнЕлми на нем прокатывающими кольцами, дистанциоиными кольцами, а упругий элемент размещен между прокатывающими кольцами и BTOptBvi опорным валком, упругий элемент выполнен в виде упругой оболочки, размещенной на всей поверхности второго опорного валка, упругие элементы выполнены в виде упругой втулки, размещенной между прокатывающими кольцами и вторым опорным валком, упругий элемент выполненный в виде упругой втулки, размещен между центровочным и прокатывающим кольцами. На фиг. 1 показана схема расположения вё1лков; на фиг. 2 - то же.,л вариант . Устройство для выравнивания кромок прокатанных полос содержит опорный валок 1, на котором располагаются полосы 2, прокатывающие кольца 3 и контактирующие с ними упругие элементы 4. Между прокатывающими кольцами раз- мещены дистанционные кольца 5, установленные на втором опорном валке 6, и центровочные кольца 7. Упругий элемент может быть выполнен в виде упругой оболочки, размещенной по всей поверхности второго опорного валка 6, или в виде упругих втулок 8, .{размещенных между прокатывгиощими кол цами 3 и вторым опорным валком на .центровочных кольцах 7. Устройство работает следующим образом. На второй опорный валок 6 устанав ливают прокатывающие кольца на расгст янии, равном ширине полос. Расстояни устанавливают с помощью дистанционны колец 5. Упругие элементы размещают на втором опорном валке. Полосы пропускают между опорным валком 1 и про катывающими кольцами 3. При разной толщине полос прокатывающие кольца 3 могут отжиматься, так как каждый име ет упругий элемент. Выполнение упругого элемента, раз мещенного между вторым опорным валко и прокатывающими кольцами, позволяет значителько- сократить габариты устройства, позволяет повысить качество выравнивания кромок и расширяет возможности устройства,так как позволяет выравнивать кромки очень узких полос, за счет того, что дистанционные кольца можно изготовить очень малой длины. Формула изобретения 1. Устройстес Для выравнивания кромок прокатанных itoiioc из продольно разрезанной рулонной ленты,р содержащее опорный валок, прокатывгиощие кольца и контактирующие с ними упругие элементы, отличающееся тем, что, с целью повышения равномерности и качества обработки, оно снабжено вторым опорным валком с установленным на нем прокатываю цими кольцами, дистанционными кольцами, расположенными на втором опорном валке между прокатывсцошими кольцами и центровочными кольцами, расположенными между дистанционными кольцами, а упругий элемент размещен между прокатывакицими кольцами и вторым опорным валком. 2.Устройство по п. 1, отличающееся тем, что упругий элемент выполнен в виде упругой оболочки, раэметденной на всей поверхности второго опорного валка. 3.Устройство по п. 1, отличающееся тем, что упругле элементы выполнены в виде упругой втулки, размещенной между прокатывающими кольцами и вторым опорным валком. 4.Устройство по п. 1, отличающееся тем, что упругий элемент, выполненный в виде упругой втулки, размещен между центровочным кольцом и прокатывающим кольцом. Источники информации, принятые во внимание при экспертизе 1.Патент Германии 96033, кл. 7 в 47/12, 1935. 2.Авторское свидетельство СССР 132174, кл. В 21 С 47/12, 1960 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2195377C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2125495C1 |
| СПОСОБ ПРОКАТКИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2203154C2 |
| Способ прокатки металлических полос | 1983 |
|
SU1787052A3 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ЛЕНТ | 1998 |
|
RU2211735C2 |
| Устройство для продольной резки материала на ленты | 1981 |
|
SU1006100A1 |
| Устройство для прокатки порошка | 1983 |
|
SU1122423A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕКСТУРОВАННОЙ РЕБРОВОЙ ХОЛОДНОКАТАНОЙ ЖЕЛЕЗОКРЕМНИСТОЙ ТРАНСФОРМАТОРНОЙ СТАЛИ | 1997 |
|
RU2121515C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1997 |
|
RU2188730C2 |
| Способ холодной прокатки полос | 1990 |
|
SU1784297A1 |