Изобретение относится к прокатной клети для получения катаной полосы, содержащей рабочие валки, опирающиеся, при необходимости, на опорные валки или опорные валки и промежуточные валки, причем рабочие валки, и/или опорные валки, и/или промежуточные валки установлены в прокатной клети с возможностью осевого смещения по отношению друг к другу, и каждый валок, по меньшей мере, одной из этих валковых пар имеет проходящий по всей эффективной длине бочки, криволинейный контур, и оба этих контура бочки дополняют друг друга исключительно в определенном относительном осевом положении валков валковой пары в ненагруженном состоянии.
Для получения плоской катаной полосы определенного профиля сечения необходимо воздействие на контур бочки валка, например за счет использования устройств противоизгиба валков, с помощью которых можно целенаправленно повлиять на приложение усилия прокатки к полосе и распределение выходной толщины по ширине полосы.
Из ЕР-В 0049798 уже известна прокатная клеть описанного вида, у которой на форму раствора валков и, тем самым, поверхностный контур прокатываемой полосы оказывает влияние только осевое смещение выполненных с криволинейным контуром валков. Оба взаимодействующих между собой валка валковой пары имеют идентичную форму, установлены с разворотом на 180° и являются друг к другу дополнительными в определенном положении осевого смещения. Благодаря этой особой шлифовке валков можно компенсировать зависимый от данных условий нагрузки параболический прогиб бочки валка под нагрузкой, так что не требуется необходимой смены валков при существенном изменении условий нагрузки, обычной для валков с параболической шлифовкой бочки. В ЕР-В 294544 указано на то, что определяемый, в основном, моментом второго порядка параболический прогиб может быть, правда, компенсирован за счет аксиально смещаемых валков с описанным контуром, однако чрезмерные растяжения в краевых зонах или в четвертных зонах полосы могут привести к образованию соответственно краевых или четвертных волн. Эти недостатки можно было бы, правда, устранить с помощью дополнительных устройств противоизгиба валков, целесообразно в комбинации с зонным охлаждением, однако из-за этого терялись бы существенные преимущества контурированных таким образом валков.
Во избежание образования этих краевых или четвертных волн на полосе в ЕР-В 294544 было предложено, что контуры бочки валков, являющихся друг к другу дополнительными в положении осевого смещения, соответствуют кривой 5-го порядка, причем соответствующие кривые проложены на валках так, что в своем нейтральном положении валки на лежащих с обеих сторон от середины участках длины имеют соответственно максимум и минимум подъема кривых.
Из документа ЕР 0401685 А, 12.12.1990 известна прокатная клеть для получения катаной полосы, содержащая рабочие валки, опирающиеся, при необходимости, на опорные валки или опорные валки и промежуточные валки, причем рабочие валки и/или опорные валки и/или промежуточные валки установлены в прокатной клети с возможностью осевого смещения по отношению друг к другу, и каждый валок, по меньшей мере, одной из этих валковых пар имеет проходящий по всей эффективной длине бочки, криволинейный контур, и оба этих контура бочки являются дополнительными друг к другу в определенном относительном осевом положении валков валковой пары в ненагруженном состоянии. Данное устройство является ближайшим аналогом заявленного изобретения.
Задачей настоящего изобретения является усовершенствованное выполнение прокатной клети, у которой за счет осевого смещения контурированных валков по отношению друг к другу форма раствора валков, т.е. профиль толщины раствора валков по активной длине бочки валков, варьировалась таким образом, чтобы производилась отвечающая наивысшим требованиям к качеству, плоская и лишенная волн полоса.
Эта задача решается согласно изобретению за счет того, что профиль контура бочки валков одной валковой пары описывается тригонометрической функцией, а контур раствора валков в зависимости от профиля контура бочки и положения валков в пределах диапазона осевого смещения также описывается тригонометрической функцией.
Опыты показали, что хорошие результаты могут быть достигнуты тогда, когда тригонометрическая функция контура бочки образована функцией синус, а контур раствора валков - выводимой из нее функцией косинус. Контур бочки определяется при этом общим уравнением
где
R - радиус валка;
х - осевое положение относительно середины валка (равно расстоянию от середины валка);
R0 - сдвиг радиуса валка (равно радиусу валка в точке перегиба контура);
А - коэффициент контура;
ϕ - угол контура;
с - смещение контура;
LREF - эталонная длина выпуклости.
Контур раствора валков определяется при этом общим уравнением

где
s - смещение верхнего валка из среднего положения;
G0 -сдвиг раствора валков,
и возникает из уравнений контура обеих бочек валков с включением пути смещения (s) одного из валков из среднего положения.
Коэффициент А контура определяется при этом диапазоном осевого смещения и соответствующими эквивалентными выпуклостями валков в крайних положениях валков. Под эквивалентной выпуклостью понимают при этом выпуклость традиционных, конусообразно шлифованных валков, которые образуют сообща точно такой же профиль раствора валков без нагрузки.
За счет варьирования угла ϕ контура, относящегося к половине эталонной длины выпуклости, можно повлиять на актуальный контур валков и, тем самым, профиль раствора валков, не изменяя эквивалентных выпуклостей валков. Положительный эффект в отношении предотвращения образования четвертных волн возникает потому, что увеличение угла контура ведет к уменьшению диаметра бочки валка в зоне между краем и серединой валка, благодаря чему в этой критической для образования четвертных волн зоне происходит меньшая деформация валка.
Особенно предпочтительное выполнение прокатной клети возникает тогда, когда тригонометрическая функция контура бочки образована смещенной функцией синус в соответствии с общим уравнением

где
В - коэффициент смещения,
а контур раствора валков образован выведенной из нее функцией косинус в соответствии с общим уравнением

где
s - смещение верхнего валка из среднего положения;
G0 -сдвиг раствора валков.
За счет включения линейного члена В·(x+с) в уравнение контура бочки обеспечивается смещение функции синус, а за счет подходящего выбора коэффициента В достигается минимизация разностей диаметров вдоль контура бочки. Достигнутая за счет смещения функции синус минимизация разностей диаметров вдоль эффективной длины бочки валка приводит одновременно к уменьшению осевых усилий, введенных в процессе прокатки в опорные подшипники валков. У прокатных клетей, оснащенных опорными валками дополнительно к снабженным контуром бочки рабочим валкам, оптимизация коэффициента опрокидывания приводит к уменьшению максимальных локальных контактных давлений на опорные валки или, в целом, к более равномерному распределению усилий по соседним валкам. Коэффициент В смещения вызывает, тем самым, сглаживание профиля контура бочки валка и распределения усилий. Включение коэффициента смещения в уравнение контура бочек валков положительно влияет, таким образом, на нагрузки валков и опоры прокатной клети, однако не оказывает принципиального влияния на геометрию раствора валков, как показывает сравнение обоих уравнений раствора валков, если положить в основу функцию синус и смещенную функцию синус для контура бочки валков.
Как видно из формулы для G(x,s), оба контура бочек являются дополнительными друг к другу тогда, когда смещение верхнего рабочего валка соответствует смещению (с) контура и одновременно происходит такое же встречное смещение нижнего рабочего валка на величину s=-с. Это положение может находиться при этом как в пределах, так и за пределами рабочего диапазона осевого смещения.
Одно предпочтительное выполнение криволинейного контура бочки заключается в том, что при заданной эталонной длине выпуклости для криволинейного контура бочки валка выбирают угол Ф контура в соответствии с условием 0°<ϕ≤180°, преимущественно 50°≤ϕ≤80°. Этим гарантируется то, что раствор валков в зависимости от выбранного направления смещения, исходя от центрального максимального или минимального значения, непрерывно уменьшается или увеличивается в сторону краев валка. При угле ϕ контура >180° происходит реверсирование непрерывного уменьшения или увеличения раствора валков в краевой зоне эталонной длины выпуклости и, тем самым, возникают нежелательные влияния на качество полосы. При приближении угла контура к значению ϕ=0 асимптотически происходит образование параболического контура раствора валков.
Минимизация осевых усилий, вводимых в опорные подшипники валков, происходит приблизительно тогда, когда коэффициент В смещения в уравнении контура бочки каждого валка выбран так, что максимальная разность диаметров контуров бочек в пределах эталонной длины выпуклости или длины бочки является минимумом.
Улучшающее качество полосы влияние валков достигается тогда, когда в прокатной клети дополнительно расположены другие, влияющие на контур бочки, по меньшей мере, на отдельных отрезках исполнительные устройства во взаимодействии с рабочими валками и/или опорными валками и/или промежуточными валками, например устройство охлаждения рабочих валков или устройство зонного охлаждения. Соответствующие эффекты могут быть реализованы также за счет устройств противоизгиба валков или позонно подключаемых нагревательных устройств.
Для обеспечения непрерывного контроля и влияния на качество полосы предусмотрено включение прокатной клети в контур регулирования профиля или плоскостности. Это достигается за счет того, что рабочие валки и/или опорные валки и/или промежуточные валки посредством приданных им устройств смещения, а также, при необходимости, измерительные устройства для определения состояния входящей или выходящей полосы и, при необходимости, дополнительные исполнительные устройства соединены с устройством регулирования профиля или плоскостности, при этом регулирующему устройству придан вычислительный блок, который с использованием математических моделей, при необходимости, с использованием нейронной сети, вырабатывает управляющие сигналы для привода рабочих валков, и/или опорных валков, и/или промежуточных валков и, при необходимости, дополнительных исполнительных устройств, а с помощью исполнительных органов, приданных рабочим валкам, и/или опорным валкам, и/или промежуточным валкам и, при необходимости, дополнительным исполнительным устройствам, могут быть заняты положения, соответствующие управляющим сигналам. С помощью измерительных устройств собирают специфические для полосы данные, такие, например, как характеристика профиля, условия напряжений, температурные профили и усилия прокатки.
Другие преимущества и признаки настоящего изобретения приведены в последующем описании не ограничивающих его примеров выполнения, причем приведена ссылка на прилагаемые чертежи, на которых изображают:
- фиг.1: схематично прокатную клеть дуо с рабочими валками согласно изобретению;
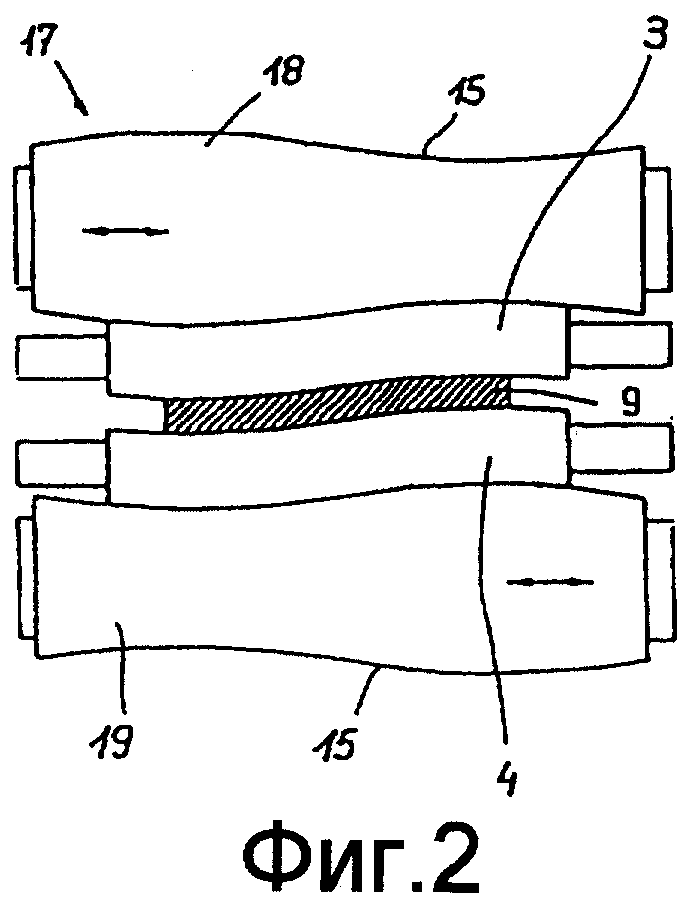
- фиг.2: схематично прокатную клеть кварто с опорными валками согласно изобретению;
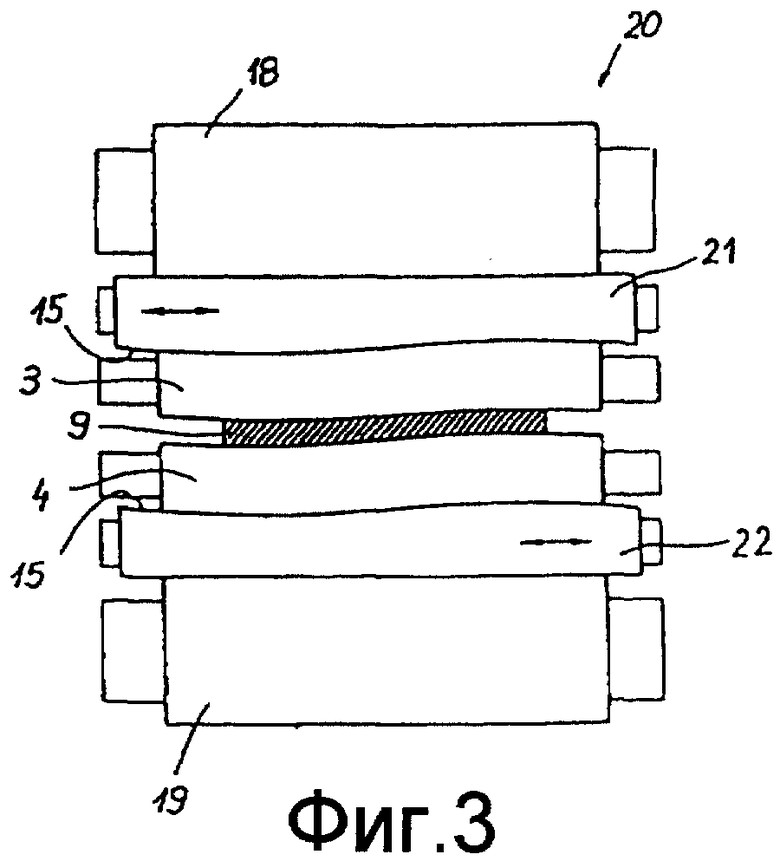
- фиг.3: схематично прокатную клеть сексто с промежуточными валками согласно изобретению;
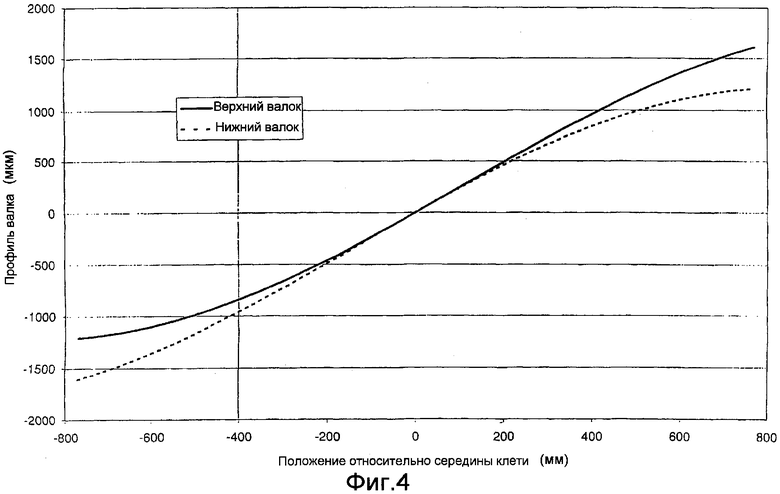
- фиг.4: контур бочки валка согласно изобретению на основе функции синус;
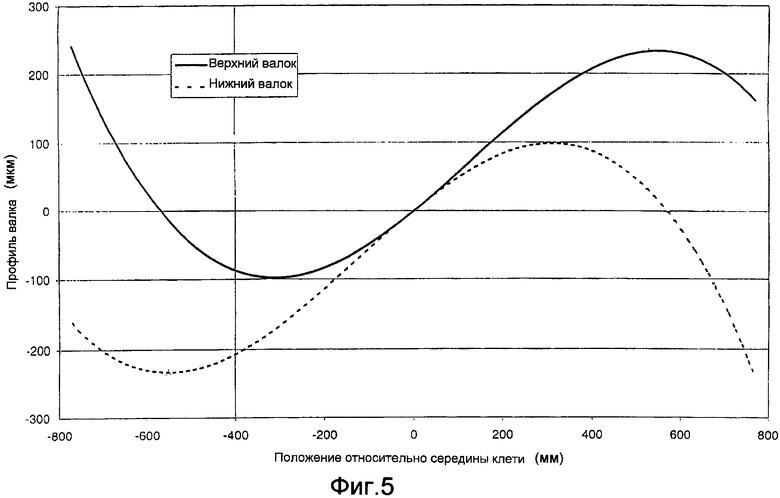
- фиг.5: контур бочки валка согласно изобретению на основе смещенной функции синус;
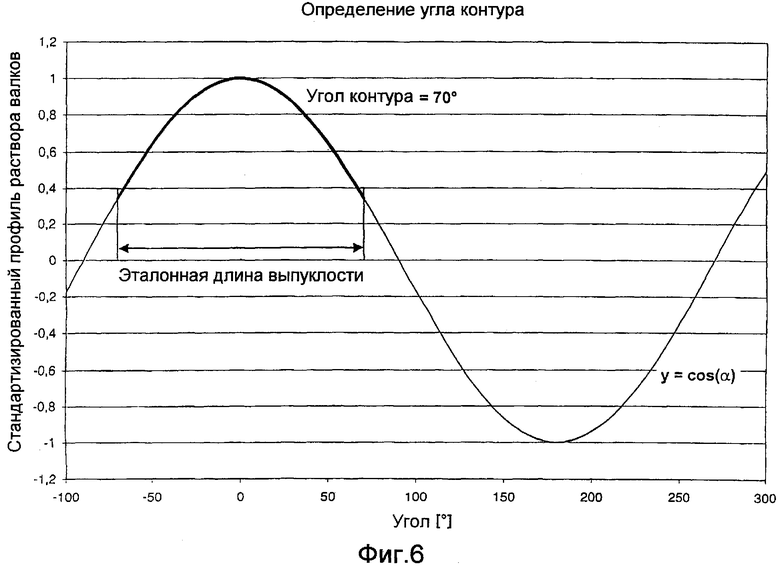
- фиг.6: геометрическое определение угла контура;
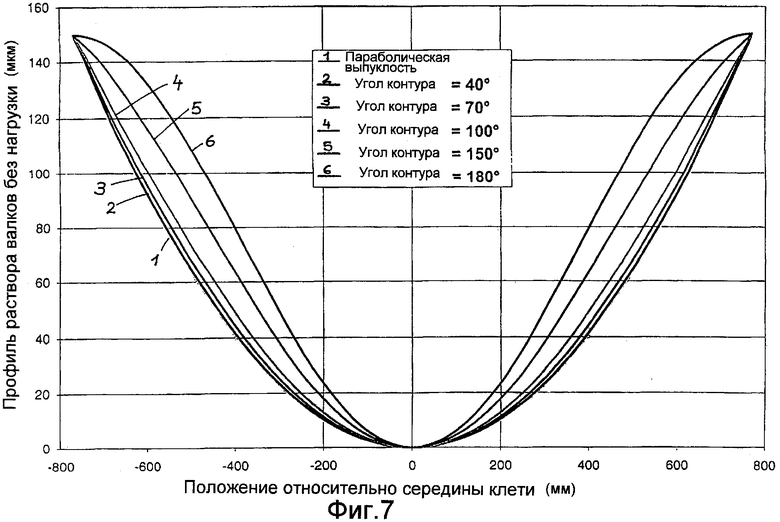
- фиг.7: контур раствора валков без нагрузки в зависимости от угла контура;
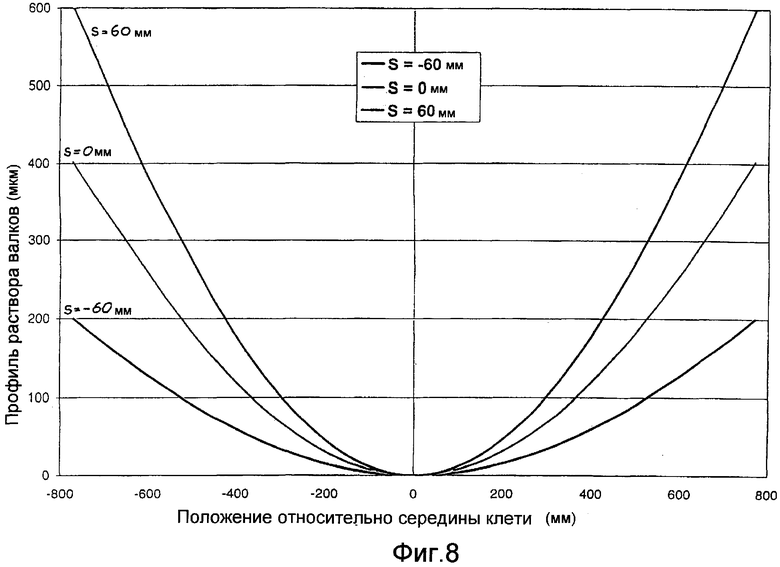
- фиг.8: контур раствора валков в зависимости от смещения s валков.
На фиг.1-3 схематично изображены различные выполнения прокатных клетей, подходящие для применения изобретения и известные в своей основной конструкции из уровня техники, например ЕР-В 0049798.
На фиг.1 изображена прокатная клеть 1 дуо со стойками 2 и парой рабочих валков 3, 4, опирающихся на обе стойки 2 с возможностью вращения в подушках 5, 6. Установочные устройства 7 обеспечивают установку обоих рабочих валков 3, 4 к движущейся через раствор 8 валков прокатываемой полосе 9. Оба рабочих валка 3, 4 посредством шеек 10, 11 оперты с возможностью осевого смещения в подушках 5, 6, включающих в себя также устройства 12, 13 перемещения. Бочки 14 обоих рабочих валков 3, 4 по всей своей эффективной длине снабжены криволинейным контуром 15, причем эти контуры 15 являются друг к другу дополнительными в определенном относительном осевом положении рабочих валков в ненагруженном состоянии. Это возможно либо в пределах, либо за пределами диапазона осевого смещения рабочих валков 3, 4.
На фиг.2 схематично изображена прокатная клеть кварто 17 с рабочими валками 3, 4 и опорными валками 18, 19. В этом примере выполнения опорные валки 18, 19 снабжены криволинейным контуром 15 бочки и установлены с возможностью осевого смещения. Аналогично на фиг.3 изображена прокатная клеть сексто 20 с рабочими валками 3, 4, опорными валками 18, 19 и промежуточными валками 21, 22. В этом примере выполнения промежуточные валки 21, 22 снабжены криволинейным контуром 15 бочки и установлены с возможностью осевого смещения. В то время как у прокатной клети дуо криволинейный контур бочки воздействует непосредственно на полосу, у прокатных клетей изображенных на фиг.2 и 3, происходит изменение контура раствора, образованного, в основном, цилиндрическими рабочими валками, за счет воздействия имеющих криволинейный контур бочки соответственно опорных и промежуточных валков.
Профиль контура бочки валков одной валковой пары описывается тригонометрической функцией, преимущественно функцией синус, причем с образованным смещенной функцией синус контуром бочки могут быть достигнуты особые преимущества, заключающиеся в возможной минимизации разностей диаметров вдоль контура бочки. На фиг.4 показан профиль криволинейного контура бочки верхнего и нижнего рабочих валков прокатной клети дуо на основе функции синус при длине бочки валков 1540 мм и угле контура 72°. При смещении рабочих валков примерно на ±600 мм возникают уже заметные разности диаметров по длине бочки.
В противоположность этому на фиг.5 изображен профиль криволинейного контура бочки валка на основе смещенной функции синус. Разности диаметров по длине бочки валка здесь существенно меньше и поясняют описанный эффект сглаживания. Опыты показали, что имеющая подобный контур бочка валка обеспечивает получение отвечающей наивысшим требованиям, плоская и лишенная волн катаной полосы.
Преимущества изобретения относятся непосредственно к вводным величинам и обеспечивают, тем самым, более простую возможность переноса конфигурации на другие клети. Вводными величинами являются эталонная длина выпуклости или длина бочки, диапазон смещения, эквивалентные выпуклости валков в крайних положениях смещения и угол контура.
На фиг.6 на примере угла контура 70° пояснено значение этой величины для определенного стандартизированного профиля раствора валков. Угол контура определяет тот отрезок косинусоиды, который соответствует половине эталонной длины выпуклости бочки.
На контур бочки можно повлиять путем варьирования угла контура. Выбор большего угла контура приводит к уменьшению диаметра бочки валка в зоне между серединой и краем валка и, тем самым, в этой зоне - к уменьшению степени локального уменьшения толщины полосы и, наконец, к минимизации образования четвертных волн. Влияние угла контура на контур раствора валков без нагрузки изображено на фиг.7 и показывает варьирование диаметра в четвертной зоне.
Для того чтобы снабженные описанным контуром бочки валки можно было использовать для динамического регулирования плоскостности, контур раствора валков должен определяться положением смещения валков по отношению друг к другу и непрерывно изменяться в диапазоне смещения. Эти отношения изображены на фиг.8 для трех примерных значений смещения s верхнего валка, составляющих -60 мм, 0 мм (отсутствие смещения) и +60 мм и показывают рабочий диапазон прокатной клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1987 |
|
SU1816235A3 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| ОПТИМИЗИРОВАННЫЕ СТРАТЕГИИ СМЕЩЕНИЯ В КАЧЕСТВЕ ФУНКЦИИ ШИРИНЫ ПОЛОСЫ | 2004 |
|
RU2367531C2 |
| Клеть прокатного стана | 1981 |
|
SU1306468A3 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1987 |
|
RU2011448C1 |
| СПОСОБ И ПРОКАТНАЯ КЛЕТЬ ДЛЯ МНОГОКРАТНОГО ВОЗДЕЙСТВИЯ НА ПРОФИЛЬ | 2004 |
|
RU2353445C2 |
| ВЫПУКЛЫЙ ВАЛОК ДЛЯ РЕГУЛИРОВАНИЯ ПРОФИЛЯ И ПЛОСКОСТНОСТИ КАТАНОЙ ПОЛОСЫ | 2005 |
|
RU2391154C2 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ИЗГОТОВЛЕНИЯ КАТАНОЙ ПОЛОСЫ | 2010 |
|
RU2550050C2 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| Узел валков прокатной клети полосового стана | 1983 |
|
SU1355112A3 |
Изобретение относится к области прокатного производства, а именно к конструкциям клетей с аксиально смещаемыми по отношению друг к другу валками, которые имеют проходящий по всей длине бочки криволинейный контур и являются друг к другу дополнительными. Задача изобретения - повышение плоскостности проката. Клеть содержит рабочие и/или опорные, и/или промежуточные валки. Профиль контура бочки валковой пары описывается тригонометрической функцией, а контур раствора валков, в зависимости от профиля контура бочки и положения валков в пределах диапазона осевого смещения, также образован тригонометрической функцией. Тригонометрическая функция, описывающая контур бочки образована функцией синус, а контур раствора валков описывается выводимой из нее функцией косинус. Конфигурации контура бочек валков и контура раствора валков регламентированы математическими зависимостями. Изобретение обеспечивает возможность динамического регулирования плоскостности проката. 7 з.п. ф-лы, 8 ил.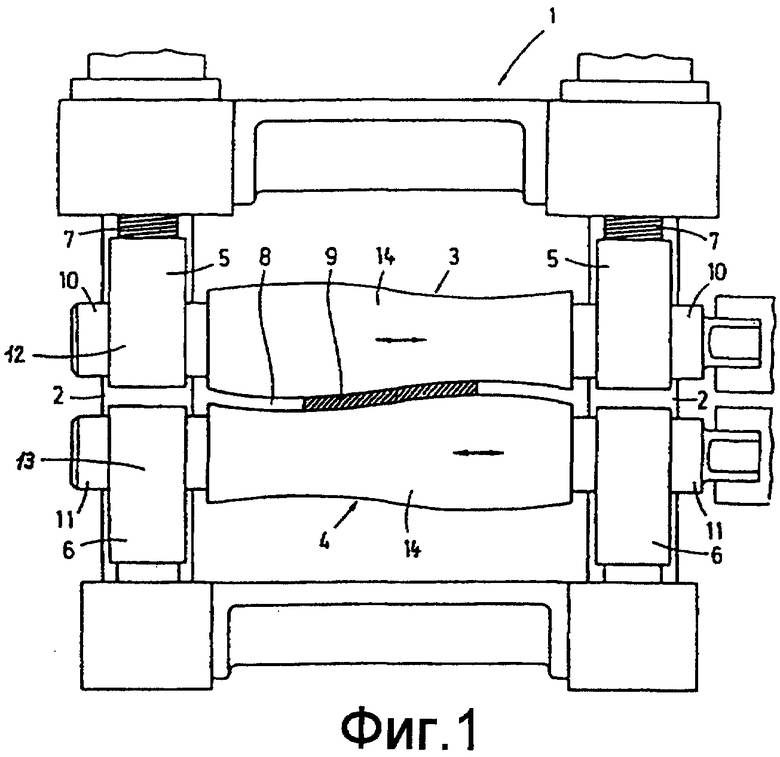

где R - радиус валка;
х - осевое положение относительно середины валка (расстояние от середины валка);
R0 - сдвиг радиуса валка (радиус валка в точке перегиба контура);
А - коэффициент контура;
ϕ - угол контура;
с - смещение контура;
LREF - эталонная длина выпуклости;
В - коэффициент смещения,
а контур раствора валков - выведенной из нее функцией косинус в соответствии с общим уравнением

где s - смещение верхнего валка из среднего положения;
G0 -сдвиг раствора валков.
| 0 |
|
SU401685A1 | |
| Прокатная клеть | 1990 |
|
SU1713697A1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| JP 6285518 А, 11.10.1994. | |||

