Изобретение относится к металлургическому производству холоднокатаных и горячекатаных листов и полос может быть использовано при строительстве новых и реконструкции действующих металлургических предприятий.
Известно, что более 80% холодно- и горячекатаных листов, полос и рулонов производится на предприятиях с полным металлургическим циклом, включающим доменное, сталеплавильное и прокатное производство. Цехи этих производств, которые, как правило, состоят из агрегатов большой единичной мощности, размещаются в отдельных зданиях, где имеются свои складские помещения для приема, охлаждения и переработки полупродукта (слябов, горячекатаных рулонов) и подготовки их тем самым к последующим переделам. К каждому из этих цехов примыкают свои вспомогательные помещения, энергетические, природоохранные объекты, расположенные в отдельных зданиях. Строительство основных и вспомогательных объектов металлургического комплекса требует больших площадей для размещения и переработки необходимого количества полупродукта и осуществления транспортно-технологических и энергетических связей.
В известных компоновочных решениях и блокировке зданий основного производственного и вспомогательного назначения, которые нашли применение при строительстве последних металлургических предприятий, потребная площадь для выпуска 1 млн. т. стали только для зоны сталеплавильных цехов составляет от 14,2 до 18,3 га на 1 млн т стали в год, при этом плотность застройки зоны сталеплавильных цехов не более 45% . Строительство цехов горячей и холодной прокатки требует значительно больших площадей при снижении плотности застройки.
Известны аналоги, совокупность признаков которых совпадает с отдельными существенными признаками заявляемого объекта.
Например, известен прокатный стан для производства горячекатаных стальных полос (заявка ФРГ N 0 3525 457, кл. В 21 В 1/46, 1987), в котором исходный материал получают путем непрерывной разливки, а к установкам непрерывной разливки (УНРС) для дополнительного компенсационного нагревания заготовок подсоединены нагревательные печи, за которыми расположена непрерывная многоклетьевая линия для чистовой прокатки.
В данном устройстве используется первичное тепло заготовок, однако число подогревательных печей жестко связано с производительностью стана горячей прокатки и УНРС. С учетом возможных сбоев в работе того или другого агрегатов увеличиваются капитальные затраты, снижается гибкость в работе.
Известен прокатный стан для прокатки заготовок, полученных способом непрерывной разливки (заявка ФРГ N 0 3 310867, кл. В 21 В 1/46, 1984), в котором для использования тепла разлитых на УНРС заготовок между черновой линией прокатки и УНРС расположена регенеративная печь, которая применяется как для горячей, так и для холодной прокатки. Причем горячие заготовки подаются индивидуальным транспортером непосредственно в печь, а для холодной - после предварительного охлаждения в холодильнике. Реализация такого устройства требует больших капитальных затрат.
Известно оборудование для разливки и прокатки стальных полос (заявка Японии N 6466057, кл. В 21 В 1/00, 1987), в котором в целях сохранения тепла разливки полосы сматывают в рулоны и помещают в теплоизолированные камеры, в которых их транспортируют по рельсам к контейнеру рулонов полосового стана. В этом случае также производительность стана горячей прокатки жестко связана с производительностью УНРС, установка обладает низкой четкостью в работе.
Наиболее близким из известных аналогов является технологический комплекс производства плоской металлургической продукции, включающий последовательно расположенные по ходу технологического процесса металлургические агрегаты доменного, сталеплавильного и прокатного переделов, размещенные в отдельных зданиях со своими агрегатами по подготовке, размещенные в отдельных зданиях со своими агрегатами по подготовке, складированию и транспортировке промежуточных продуктов.
В данном технологическом комплексе предусмотрено четкое зонирование основных и вспомогательных производств. В каждом отдельном переделе предусмотрены отделения по охлаждению или подогреву и подготовке промежуточных продуктов (слябов, горячекатаных продуктов), а также специальные транспортные средства (железнодорожные, автомобильные или конвейерные передачи для полупродуктов от одного передела комплекса к другому.
Основными недостатками такого комплекса являются большая энергоемкость, высокие капитальные и эксплуатационные затраты, большая площадь застройки. Кроме того, значительные средства расходуются на содержание и ремонт транспортного оборудования, на содержание обслуживающего персонала. Наличие большого количества вспомогательных и энергетических помещений создает невозможность их блокировки.
Достигаемым техническим результатом является снижение энергоемкости, капитальных и эксплуатационных затрат при производстве плоской металлургической продукции при одновременном снижении площади застройки технологического комплекса и отдельных его объектов.
Указанный технологический результат достигается тем, что в технологическом комплексе производства плоской металлургической продукции, включающем последовательно расположенные по ходу технологического процесса металлургические агрегаты доменного, сталеплавильного и прокатного переделов, взаимосвязанные между собой транспортирующими агрегатами и агрегатами по переработке и подготовке промежуточных продуктов, агрегаты по подготовке промежуточного продукта каждого последующего передела выполнены в виде транспортирующих агрегатов по передаче продукции предшествующего передела. Причем на участке между агрегатами доменного и сталеплавильного переделов по ходу перемещения промежуточного продукта доменного передела установлен агрегат десульфурации, установка непрерывной разливки стали (УНРС) снабжена транспортными средствами, например рольганг-тележками для приемки и передачи заготовки, на участке между агрегатами сталеплавильного и прокатного переделов одна из ветвей отводящего рольганга установлена непрерывной разливки стали (УНРС) совмещена с посадочным рольгангом нагревательных печей и снабжена транспортными средствами для передачи горячих заготовок в перпендикулярном направлении, а другая ветвь отводящего рольганга совмещена с предстановым рольгангом стана горячей прокатки и снабжена проходной подогревательной печью объемом, равным объему разливаемой плавки, а первая нагревательная печь по ходу движения литьевых заготовок размещена на расстоянии (15-20) L от места выдачи литой заготовки с рольганг-тележки УНРС, где L - длина литой заготовки, склад горячекатаных рулонов снабжен устройством для размотки рулонов и передаточным устройством для транспортировки горячекатаной полосы в травильные агрегаты стана холодной прокатки, которое выполнено в виде эстакады, совмещенной с петлевым устройством травильных агрегатов, при этом последние расположены соосно со станом холодной прокатки.
Сопоставительный анализ с прототипом показывает, что технологический комплекс по производству плоской металлургической продукции выполнен в виде единой технологической линии, все переделы которой взаимосвязаны между собой агрегатами по передаче и подготовке промежуточных продуктов, обеспечивающими гибкость, технологической схемы производства, позволяющей вести непрерывный металлургический процесс с полной предварительной подготовкой чугуна для заливки в конвертер в процессе его транспортировки, осуществлять передачу литых заготовок из УНРС на горячую прокатку по двум параллельным ниткам, одна из которых совмещена с посадочным рольгангом нагревательных печей и снабжена перпендикулярно размещенными к ней транспортными средствами для передачи заготовки в термос-накопители или на склад заготовки для отгрузки товарной заготовки при недостаточно высоком ритме прокатки или несовпадении ритма выдачи литой заготовки из УНРС и ритма прокатки, а другая ветвь снабжена проходной нагревательной печью объемом, равным объему разливаемой плавки, для выравнивания температуры металла и прямой, минуя нагревательные печи, передачи заготовки в стан горячей прокатки при низком ритме прокатки. Склад горячекатаных рулонов совмещен со складом цеха холодной прокатки и снабжен разматывающим и передаточным устройством для транспортировки горячекатаной полосы, последнее выполнено в виде напольной эстакады, совмещенной с петлевым накопителем и соосно расположенной со станом холодной прокатки.
Это позволяет производить размотку горячекатаных рулонов на складе цеха горячей прокатки и осуществлять дальнейшую передачу заготовки в стан холодной прокатки в виде непрерывной ленты, пропуская ее через непрерывно-травильные агрегаты.
Сравнение заявляемого решения не только с прототипом, но и с аналогами, известными в данной области техники, не позволило выявить в них предлагаемой совокупности существенных признаков, обеспечивающей достижение высокой технологической гибкости и непрерывности металлургического процесса с законченным циклом, снижение его энергоемкости за счет сокращения тепловых потерь путем использования тепла каждого предшествующего передела при подготовке заготовки для последующего передела и повышения коэффициента застройки общей площади металлургического комплекса.
Таким образом, заявляемый объект соответствует критериям "Новизна" и "Изобретательский уровень".
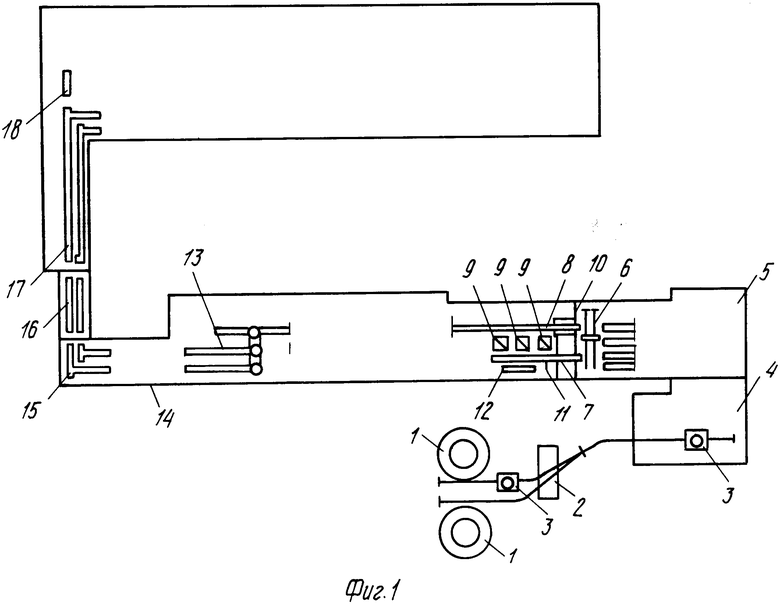
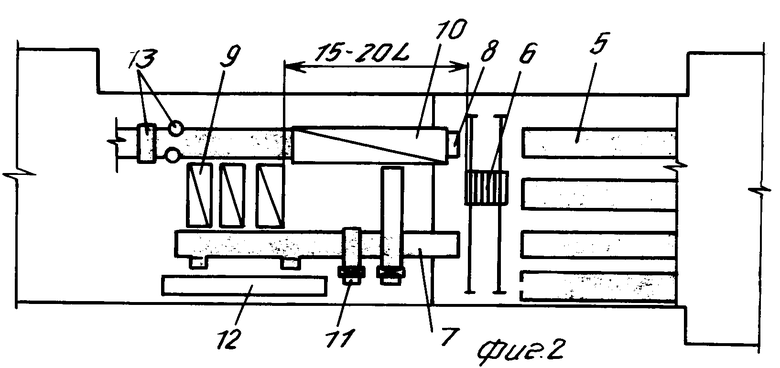
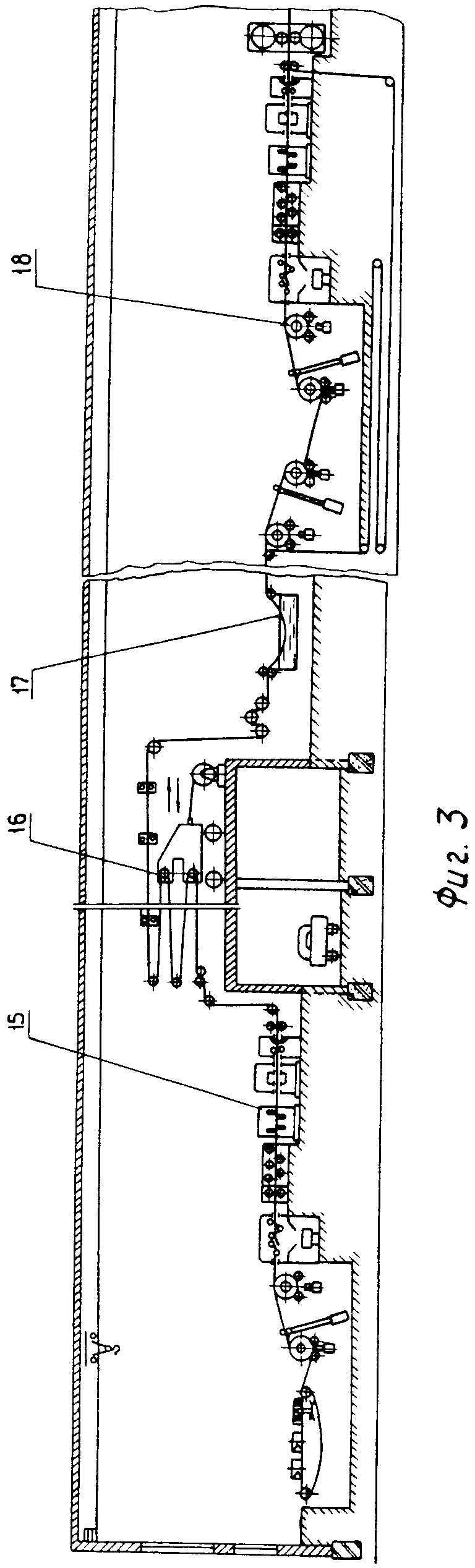
На фиг. 1 изображена план-схема расположения цехов металлургического комплекса; на фиг. 2 - план-схема расположения оборудования на участке передачи слябов от УНРС до нагревательных устройств стана горячей прокатки; на фиг. 3 - план-схема расположения оборудования на участке передачи полосы со склада горячекатаных рулонов стана горячей прокатки к травильным ваннам непрерывно-травильного агрегата стана холодной прокатки.
Технологический комплекс производства плоской металлургической продукции содержит расположенные в технологической последовательности (фиг. 1) объекты 1 доменного цеха, участок 2 по обработке (например, десульфурации) чугуна, расположенный на чугуновозных путях по ходу транспортировки жидкого чугуна в ковше 3 для транспортировки и заливки, конвертерное отделение 4, отделение 5 непрерывной разливки стали, (УНРС), рольганг-тележку 6 для приемки непрерывно-литых слябов из УНРС и раздачи их по параллельным линиям 7, 8 соответственно нагрева или выравнивания температуры заготовки, нагревательные печи 9, количество которых зависит от производительности, проходную подогревательную печь 10, установленную на линии 8 выравнивания температуры, транспортное устройство 11 для передачи заготовки с линии 7 нагрева температуры в термос-накопитель 12, стана 13 горячей прокатки, склада 14 горячекатаных рулонов с установленным с нем устройством 15 для разматывания рулонов, напольную эстакаду 16, совмещенную с ленточным накопителем, непрерывно-травильный агрегат 17 и стан 18 холодной прокатки.
Технологический комплекс работает следующим образом.
Ковши 3 с жидким чугуном через примерно равные промежутки времени транспортируются по железнодорожным путям в конвертерное отделение 4, по ходу транспортировки на железнодорожных путях между доменным цехом 1 и конвертерным отделением 4 размещено отделение десульфурации чугуна (участок 2), в котором производят полную доводку чугуна по сере для сталеплавильного производства. Заливку жидкого чугуна в конвертер осуществляют непосредственно из ковшей 3. Из конвертеров жидкую сталь подают непосредственно на отделение 5 непрерывной разливки стали (УНРС), где производится отливка заготовок в виде непрерывноудаляющего слитка, который режется из заготовки мерной длины машинами огневой резки, входящими в состав УНРС.
Отрезанные литые заготовки принимаются и передаются рольганг-тележкой 6 по двум параллельным линиям 7, 8 соответственно подогрева или выравнивания температуры.
При высоком темпе прокатки подача толстой литой заготовки осуществляется с рольганг-тележки 6 на рольганг линии 7 нагрева температуры, откуда подается в любую из нагревательных печей 9, затем задается в стан горячей прокатки, причем первая нагревательная печь устанавливается на расстоянии (15-20) L от места выдачи заготовок с рольганг-тележки 6, где L - длина заготовки. Это расстояние выбрано из условий минимальных потерь температуры сляба при непосредственной транспортировке литой заготовки из УНРС 5 к нагревательным печам 9, а также размещения на этом участке проходной подогревательной печи 10 линии 8 выравнивания температуры.
Кроме того линия 7 нагрева температуры снабжена дополнительными транспортными устройствами 11 (конвейер, тележки) и т. п. , расположенными перпендикулярно рольгангу линии 7 нагрева температуры и предназначенными для передачи литой заготовки в термос-накопитель 12 в случае осуществления прямой прокатки через линию 8 и необходимости накопления горячих литых заготовок, а также отгрузки заготовки на сторону. Объем термоса-накопителя 12 обеспечивает 8-10-часовую работу стана горячей прокатки.
При низком темпе прокатки весь металл пропускают через линию 8 выравнивания температуры, при этом подача тонкой литой заготовки осуществляется с рольганг-тележки 6 в проходную подогревательную печь 10, длина которой рассчитана для размещения в ней заготовки всей плавки, затем подается известными средствами в стан 13 горячей прокатки.
Таким образом обеспечивается постоянный горячий посад литой заготовки в нагревательные печи 9 стана 13 горячей прокатки при высоком темпе прокатки, сохранение тепла литой заготовки в случае возникновения технологических или иного типа задержек в непрерывном процессе путем размещения горячих слябов в термосе-накопителе 12, а также создается возможность отгрузки избытка литых слябов на сторону, когда производительность УНРС превышает производительность стана 13 горячей прокатки.
При низком темпе прокатки осуществляется прямая прокатка литых слябов путем подачи их через проходную подогревательную печь 10. Горячекатаные рулоны со стана 13 горячей прокатки подаются известными средствами на склад 14 горячекатаных рулонов. Далее рулоны по мере их складирования подают в установленное на складе разматывающее устройство 15, из которого листовая заготовка транспортируется по напольной эстакаде 16, совмещенной с петлевым накопителем, в непрерывно-травильный агрегат 17 и далее непрерывной лентой подается на стан 18 голодной прокатки.
Гибкая схема технологического комплекса позволяет повысить плотность застройки производственной площади, снизить энергоемкость металлургического производства за счет использования тепла заготовок при различных условиях ведения технологического процесса, исключить из состава комплекса вспомогательное оборудование по передаче и складированию горячекатаных рулонов для холодной прокатки. (56) Сборник научных трудов Гипромеза. Совершенствование проектирования общезаводского хозяйства предприятий черной металлургии. М. , 1987, с. 62.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОГО ПОДКАТА ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2224029C2 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2009 |
|
RU2403293C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2021 |
|
RU2818560C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2002 |
|
RU2224030C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК И ИЗДЕЛИЙ (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ, СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СПОСОБ ПОЛУЧЕНИЯ АГЛОМЕРАТА | 1998 |
|
RU2132246C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
Технологическая линия производства металлической продукции полосы включает последовательно расположенные по ходу технологического процесса металлургические агрегаты доменного, сталеплавильного и прокатного передела, связанные между собой транспортирующими агрегатами, агрегатами по переработке промежуточных продуктов и агрегатами по подготовке промежуточных продуктов к последующему переделу, при этом агрегаты по подготовке промежуточного продукта каждого последующего передела выполнены в виде транспортирующих агрегатов по передаче продукции предшествующего передела. 2 з. п. ф-лы, 3 ил.
