Предлагаемое изобретение относится к области черной металлургии, в частности к производству анизотропной электротехнической тонколистовой стали, применяемой для изготовления крупногабаритных магнитопроводов с низкими потерями энергии на перемагничивание.
Известны способы производства анизотропной электротехнической стали, приведенные в книгах Полухин П. И. и др. "Прокатное производство", издательства "Металлургия", г.Москва, 1960 г., стр.483; Лифанов В.Ф. "Прокатка трансформаторной стали" издательства "Металлургия", г.Москва, 1975 г., стр. 163-167, включающие выплавку стали, непрерывную разливку, горячую прокатку, подготовку перед холодной прокаткой, первую холодную прокатку, обезуглероживающий отжиг, вторую холодную прокатку, низкотемпературный обезжиривающий отжиг в проходной печи и нанесение защитного покрытия, высокотемпературный отжиг в колпаковой печи, нанесение электроизоляционного покрытия и выпрямляющий отжиг в проходной печи.
Существенным недостатком известных способов является повышенная неплоскостность полос, возникающая при второй холодной прокатке, которая не устраняется при последующем низкотемпературном отжиге в проходной печи и препятствует нанесению равномерного слоя защитного покрытия, а также получению плотной смотки перед отжигом в колпаковой печи. Вышеперечисленные недостатки являются главной причиной получения готовой стали с неудовлетворительным товарным видом (окисление по кромкам, неравномерное защитное и электроизоляционное покрытие по ширине и длине полос, сдиры покрытия и др.). Это обусловлено тем, что вторая холодная прокатка широких полос толщиной 0,27-0,30 мм в этих способах производится на 20-валковых станах, имеющих малый диаметр рабочих валков.
Известен способ производства анизотропной стали по патенту РФ 2098493, кл. С 21 D 8/12, который включает выплавку стали, разливку в машине непрерывного литья заготовок, горячую прокатку, подготовку перед холодной прокаткой, первую холодную прокатку, обезуглероживающий отжиг, вторую холодную прокатку, обезжиривание, нанесение защитного покрытия, высокотемпературный отжиг, нанесение электроизоляционного покрытия и выпрямляющий низкотемпературный отжиг. В указанном способе вторую холодную прокатку производят на номинальную толщину с плюсовым допуском, а перед нанесением защитного покрытия, с целью снижения неплоскостности и улучшения электромагнитных свойств, проводят низкотемпературный отжиг полос в проходной или колпаковой печи и дрессировку.
Недостатком этого способа является увеличение себестоимости стали за счет введения дополнительных операций и расходов, связанных с ними. Кроме того, низкотемпературный отжиг в проходной печи, с точки зрения улучшения электромагнитных свойств, малоэффективен, вследствие высокой скорости нагрева металла, ухудшающей текстуру деформации, а отжиг в колпаковой печи без предварительного обезжиривания приводит к повышенной загрязненности полос углеродсодержащими остатками разложения технологической смазки и ухудшению качества поверхности готовой стали.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату (прототипом), по мнению авторов, является способ производства анизотропной электротехнической тонколистовой стали, приведенный в статье Шляхова Н.А., Южакова А.П. и др., "Использование реверсивного стана кварто для второй холодной прокатки электротехнической стали", опубликованной в журнале "Производство проката", 1 за 1999 г. на стр.12-14.
Из описания, приведенного в упомянутой статье, следует, что способ производства анизотропной электротехнической тонколистовой стали включает выплавку стали, непрерывную разливку, горячую прокатку, подготовку перед холодной прокаткой, первую холодную прокатку, обезуглероживающий отжиг, вторую холодную прокатку на реверсивном стане кварто, обезжиривание, нанесение защитного покрытия, высокотемпературный отжиг, нанесение электроизоляционного покрытия и выпрямляющий низкотемпературный отжиг.
В указанном способе вторая холодная прокатка обезуглероженных полос шириной 970 мм проводится на конечную толщину 0,255 мм (толщина готовой стали с электроизоляционным покрытием 0,27 мм) на стане кварто за один проход. В этом способе указанная выше толщина стали достигается за счет уменьшения упругого сплющивания рабочих валков и применения следующих технологических приемов:
- уменьшением диаметра рабочих валков с 400 до 380 мм (дальнейшее уменьшение диаметра рабочих валков ограничивается толщиной подушек валков);
- увеличением заднего натяжения полосы с 90 до 120 кН;
- снижением шероховатости поверхности по параметру Ra с 0,63 до 0,40 мкм и увеличением твердости рабочих валков с 89-92 до 94 единиц Шора способом обкатки в клети;
- снижением толщины исходного проката с 0,70 до 0,64-0,67 мм.
Перечисленные выше технологические приемы определяют условия получения минимально возможной толщины полосы, прокатываемой на стане кварто, которая зависит от диаметра рабочих валков, сопротивления стали деформации, натяжения полосы, материала рабочих валков (коэффициент Пуассона и модуля упругости), коэффициента контактного трения.
Недостатком этого способа является ухудшение электромагнитных свойств готовой анизотропной стали из-за необходимости уменьшения толщины промежуточного подката, вследствие снижения суммарной степени относительного обжатия при второй холодной прокатке, от которой в значительной мере зависит степень совершенства ребровой текстуры в готовой стали. Это объясняется тем, что при производстве тонколистовой анизотропной стали существует оптимальная толщина исходного подката для второй холодной прокатки, которая обеспечивает достижение оптимальной степени суммарной деформации полосы анизотропной электротехнической стали, и, как следствие, получение в текстуре деформации оптимального количества компоненты (111) [112], необходимого для формирования совершенной текстуры (110) [001] при вторичной рекристаллизации в процессе заключительного высокотемпературного отжига, и в итоге, высоких электромагнитных свойств. В известном способе (прототипе) при производстве анизотропной стали толщиной 0,27 мм из-за высоких усилий прокатки, приводящих к упругому сплющиванию валков, приходится уменьшать толщину исходного подката до 0,64-0,67 мм (оптимальная толщина 0,70 мм), что приводит к снижению степени суммарной относительной деформации, снижению количества компоненты (111) [112] в текстуре деформации и в конечном итоге к ухудшению электромагнитных свойств готовой тонколистовой анизотропной стали. Кроме того, прокатка за один проход с высокими обжатиями (≈55-60%) приводит к чрезмерному разогреву полосы перед смоткой в рулон и загрязнению поверхности полос продуктами термического разложения технологической смазки и ухудшению качества поверхности упомянутой готовой стали. Все это приводит к снижению марочности стали, снижению ее стоимости и уровня прибыли от ее продажи.
Задача, на решение которой направлено техническое решение - улучшение качества поверхности тонколистовой анизотропной электротехнической стали и ее электромагнитных свойств. При этом достигается получение такого технического результата, как возможность организации производства тонколистовой анизотропной электротехнической стали высших марок шириной более 900 мм (пользующейся наибольшим спросом на внешнем и внутреннем рынках), снижение себестоимости ее производства и получение дополнительной прибыли от ее реализации.
Вышеуказанные недостатки исключаются тем, что в способе производства анизотропной электротехнической тонколистовой стали, включающем выплавку стали, непрерывную разливку, горячую прокатку, подготовку перед холодной прокаткой, первую холодную прокатку, обезуглероживающий отжиг, вторую холодную прокатку на реверсивном стане кварто, обезжиривание, нанесение защитного покрытия, высокотемпературный отжиг, нанесение электроизоляционного покрытия и выпрямляющий низкотемпературный отжиг, вторую холодную прокатку ведут не менее чем за два прохода, причем прокатку в первом проходе ведут на толщину h1, определяемую из соотношения
h1=(1,0÷1,2)•Др•10-3(мм),
где Др - диаметр рабочих валков стана кварто (мм), при этом диаметр рабочих валков составляет 300-600 мм.
Сопоставительный анализ предложенного технического решения с прототипом показывает, что заявленный способ отличается от известного тем, что вторую холодную прокатку ведут не менее чем за два прохода, причем прокатку в первом проходе ведут на толщину h1, определяемую из соотношения
h1=(1,0÷1,2)•Др•10-3(мм),
где Др - диаметр рабочих валков стана "кварто" (мм), при этом диаметр рабочих валков стана составляет 300-600 мм.
Таким образом, заявляемый способ соответствует критерию изобретения "новизна".
Сравнительный анализ предложенного решения не только с прототипом, но и с другими техническими решениями выявил, что способы производства стали, включающие прокатку за несколько проходов, широко известны. Однако введение режима второй холодной прокатки с несколькими проходами и ограничениями по толщине после первого прохода, зависящими от диаметра валков, в способ производства анизотропной электротехнической тонколистовой стали и взаимосвязь с другими операциями технологического процесса позволяет не только улучшить качество поверхности тонколистовой анизотропной электротехнической стали и ее электромагнитные свойства, но также обеспечить возможность организации производства тонколистовой анизотропной электротехнической стали высших марок шириной более 900 мм (пользующейся наибольшим спросом на внешнем и внутреннем рынках), снижение себестоимости ее производства и получение дополнительной прибыли от ее реализации.
Отсюда следует, что заявленная совокупность существенных отличий обеспечивает получение упомянутого технического результата, что по мнению авторов, соответствует критерию изобретения "изобретательский уровень".
Предложенное техническое решение будет понятно из следующего описания.
Способ осуществляется следующим образом.
В электропечи или конверторе производят выплавку анизотропной электротехнической стали с составом, мас.%: углерод не более 0,045; кремний 2,95-3,20; марганец 0,18-0,27; алюминий 0,012-0,025; медь 0,040-0,060; азот не менее 0,010, остальное железо и неизбежные примеси. Слябы анизотропной электротехнической стали, полученные на машинах непрерывного литья заготовок (МНЛЗ), нагревают в методических печах и прокатывают за несколько пропусков на стане горячей прокатки до толщины 2,5 мм. После остывания до температуры 50-60oС производят травление поверхности полос в непрерывно-травильном агрегате в растворе серной или соляной кислоты и их подготовку к первой холодной прокатке, которая включает в себя вырезку утолщенных концевых участков с обрезкой боковых кромок, укрупнение рулонов сваркой "встык", промасливание поверхности, после чего производят первую холодную прокатку на непрерывном стане на полосы толщиной 0,70-0,75 мм. Затем производят обезуглероживающий отжиг в проходных печах башенного или горизонтального типа в увлажненной азотно-водородной среде, вторую холодную прокатку на толщину 0,255 или 0,285 мм на реверсивном стане кварто. При этом упомянутую вторую холодную прокатку ведут не менее чем за два прохода, с обеспечением толщины полосы -h1- после первого прохода в соответствии с соотношением h1= (1,0÷1,2)•Др•10-3(мм), где Др - диаметр рабочих валков стана кварто (мм), при этом диаметр рабочих валков стана составляет 300-600 мм. Температуру полосы на выходе из клети перед смоткой в рулон в каждом проходе поддерживают в пределах, достаточных для снижения сопротивления стали деформации в последующих проходах (не ниже 120oС), но меньшей температуры термического разложения технологической смазки (не выше 150oС). После проведения, для удаления остатков эмульсии, низкотемпературного обезжиривающего отжига в проходной печи и нанесения защитного покрытия из малогидратированной окиси магния плотно смотанные рулоны подвергают высокотемпературному отжигу при температуре 1150oС в колпаковой печи в сухом водороде или азотно-водородной смеси. После этого на полосы наносят электроизоляционное магнийалюмофосфатное покрытие и производят низкотемпературный выпрямляющий отжиг в проходной печи, отделку (порезку), испытание готовой продукции и отправку ее потребителю.
В предлагаемом способе во время ведения второй холодной прокатки труднодеформируемой анизотропной стали шириной более 900 мм (кремний 2,95-3,20) на определенную толщину -h1- в первом проходе (зависящую от диаметра валков) происходит разогрев металла до температуры (120-150oС), достаточной для снижения сопротивления стали деформации в последующих проходах, но меньшей температуры разложения технологической смазки. За счет этого уменьшается давление металла на валки снижается упругое сплющивание валков и достигается возможность прокатки (выкатываемости) полосы на заданную конечную толщину. Это позволяет для получения на реверсивном стане кварто анизотропной стали шириной более 900 мм с конечной толщиной полосы 0,255 или 0,285 мм использовать обезуглероженный подкат с оптимальной толщиной 0,70-0,75 мм. При этом достигается оптимальная суммарная относительная деформация, позволяющая обеспечить оптимальное количество компоненты (111) [112] в текстуре деформации и, в конечном итоге, улучшить электромагнитные свойства готовой тонколистовой анизотропной стали.
Эксперименты, проведенные при опытной прокатке анизотропной электротехнической стали шириной 960-970 мм и толщиной 0,255 мм из подката толщиной 0,70 мм на реверсивном стане кварто 1200 ОАО "НЛМК", показали, что при толщине полосы после первого прохода h1>(1,0÷1,2)•Др•10-3 (мм) разогрева полосы за счет тепла деформации недостаточно и при последующих проходах достижение заданной конечной толщины невозможно из-за высокого сопротивления деформации, упругого сплющивания валков и перегрузки главного привода стана. При толщине полосы после первого прохода h1<(1,0÷1,2)•Др•10-3 (мм) полоса чрезмерно разогревается, происходит термическое разложение технологической смазки, перегрев валков, увеличение давления металла на валки, ухудшение геометрии полосы и многочисленные обрывы полос.
Как показали результаты экспериментов, проведение второй холодной прокатки на стане кварто с соблюдением параметров предлагаемого решения обеспечивает достижение оптимальной суммарной степени относительного обжатия полосы, получение тонколистовой анизотропной электротехнической стали с совершенной ребровой текстурой, высокими электротехническими свойствами и высококачественной поверхностью.
Пример.
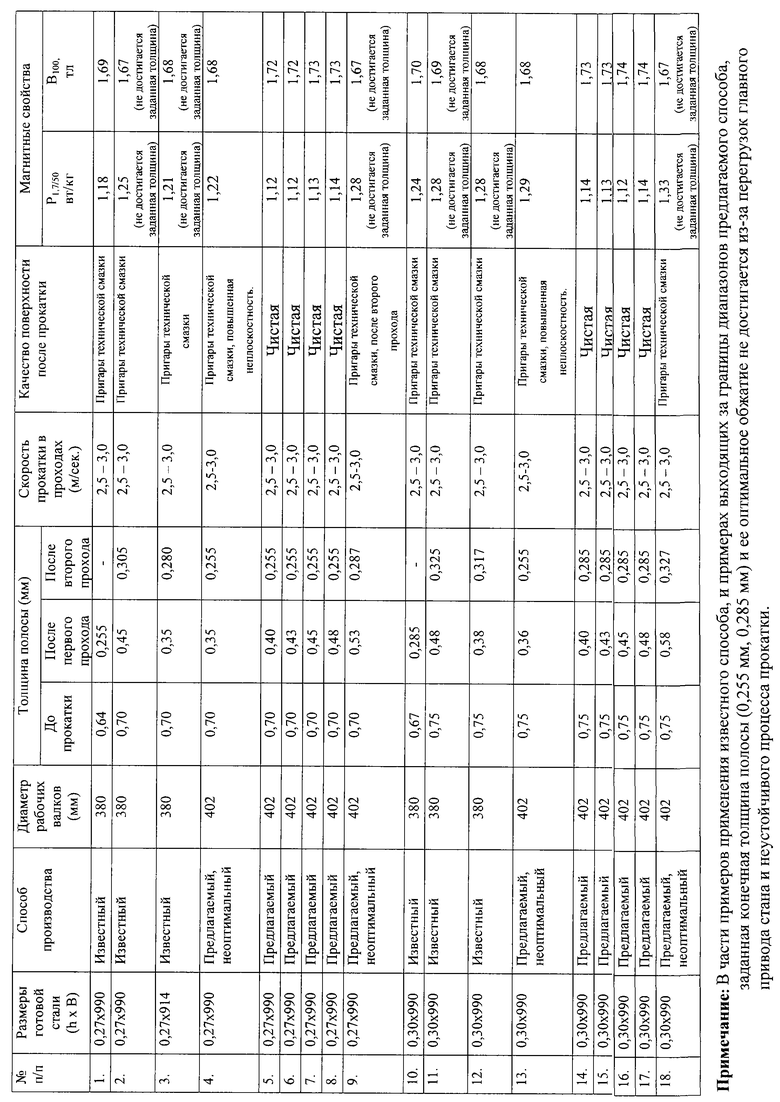
На ОАО "НЛМК" проводилось опытное производство анизотропной электротехнической тонколистовой стали по предлагаемому способу. В электропечи произвели выплавку анизотропной электротехнической стали с составом, мас.%: углерод не более 0,035; кремний 3,06; марганец 0,23; алюминий 0,016; медь 0,053; азот не менее 0,012, остальное железо и неизбежные примеси. Слябы анизотропной электротехнической стали сечением 150х1050 мм, полученные на машинах непрерывного литья заготовок (МНЛЗ), нагревали в методических печах до температуры 1300-1340oС в течение 5 часов 14 минут и прокатывали за пять пропусков в черновой реверсивной универсальной клети ДУО на раскат сечением 17,3х1020 мм. Раскат по промежуточному рольгангу передавали к чистовой реверсивной клети кварто с моталками в подогревательных печах и прокатывали за три прохода на полосы сечением 2,5х1020 мм с относительным обжатием в последнем проходе в пределах 42-45%. После прокатки полосы на отводящем рольганге охлаждали водой до температуры в пределах 550-580oС и сматывали на концевой моталке в рулоны. Затем горячекатаные рулоны передавали в цех холодной прокатки, где после охлаждения до температуры 50-60oС полосы задавали в непрерывно-травильный агрегат, в котором проводили их травление в растворе серной кислоты и подготовку к первой холодной прокатке. Последняя включала в себя вырезку утолщенных концевых участков с обрезкой боковых кромок, укрупнение рулонов сваркой "встык" и промасливание поверхности. После этого производили первую холодную прокатку в непрерывном стане на полосы толщиной 0,70 и 0,75 мм, шириной 990 мм и обезуглероживающий отжиг в проходных печах башенного и горизонтального типа в увлажненной азотно-водородной среде, вторую холодную прокатку на толщину 0,255 и 0,285 мм на реверсивном стане кварто. После завалки в клеть рабочие валки стана диаметром 402 мм подвергали обкатке с усилием прижатия 19,5-20,0 Мн при линейной скорости вращения 5,0-5,5 м/с в течение 12 мин. При этом упомянутую вторую холодную прокатку вели за два прохода с обеспечением толщины полосы -h1- после первого прохода в соответствии с соотношением h1=(1,0÷1,2)•Др•10-3(мм), где Др - диаметр рабочих валков стана кварто равняется 402 мм. Температуру полосы на выходе из клети перед смоткой в рулон в первом проходе поддерживали в пределах 125-145oС изменением скорости прокатки (2,5÷3,0 м/с). После проведения низкотемпературного обезжиривающего отжига в проходной печи для удаления остатков эмульсии, используемой при прокатке, и нанесения защитного покрытия из малогидратированной окиси магния, плотно смотанные рулоны подвергали высокотемпературному отжигу при температуре 1150oС в колпаковой печи в сухом водороде. После этого на полосы наносили электроизоляционное магнийалюмофосфатное покрытие и производили низкотемпературный выпрямляющий отжиг в проходной печи. Затем рулоны тонколистовой анизотропной электротехнической стали обработали на агрегатах резки и полученную продукцию направили потребителю. Свойства тонколистовой анизотропной электротехнической стали, полученные в результате опытного использования предлагаемого технического решения, представлены в таблице.
Из анализа данных таблицы можно сделать вывод, что электромагнитные свойства и качество поверхности стали, полученной с использованием предлагаемого способа, выше, чем стали, полученной по известному способу.
Таким образом, использование предлагаемого способа при производстве анизотропной электротехнической тонколистовой стали позволяет не только улучшить качество ее поверхности и электромагнитные свойства, но даст возможность организовать производство тонколистовой анизотропной электротехнической стали высших марок шириной более 900 мм (пользующейся наибольшим спросом на внешнем и внутреннем рынках), снизить себестоимости ее производства и получить дополнительную прибыль от ее реализации.
Следовательно, задача, на решение которой направлено технической решение - выполняется, при этом достигается получение вышеуказанного технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2003 |
|
RU2233892C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1996 |
|
RU2098493C1 |
| Способ производства электротехнической стали | 2015 |
|
RU2621205C2 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2001 |
|
RU2203967C2 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ХОЛОДНОКАТАНОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЙ | 2021 |
|
RU2771904C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2182181C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 2019 |
|
RU2701606C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОНИЦАЕМОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2019 |
|
RU2701599C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОГО ПОДКАТА ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2224029C2 |
| Способ производства электротехнической анизотропной стали с высокими характеристиками адгезии и коэффициента сопротивления электроизоляционного покрытия | 2017 |
|
RU2661967C1 |
Изобретение относится к области черной металлургии, в частности к производству тонколистовой анизотропной электротехнической стали толщиной не более 0,30 мм, применяемой для изготовления крупногабаритных магнитопроводов с низкими энергопотерями на перемагничивание. Технический результат изобретения - улучшение качества поверхности тонколистовой анизотропной электротехнической стали и ее электромагнитных свойств. Способ производства анизотропной электротехнической тонколистовой стали включает выплавку стали, непрерывную разливку, горячую прокатку, подготовку перед холодной прокаткой, первую холодную прокатку, обезуглероживающий отжиг, вторую холодную прокатку на реверсивном стане кварто, обезжиривание, нанесение защитного покрытия, высокотемпературный отжиг, нанесение электроизоляционного покрытия и выпрямляющий низкотемпературный отжиг, при этом вторую холодную прокатку ведут не менее чем за два прохода, причем прокатку в первом проходе ведут на толщину h1, определяемую из соотношения h1=(1,0÷1,2)•Др•10-3 (мм), где Др - диаметр рабочих валков стана кварто (мм), диаметр рабочих валков стана кварто составляет 300-600 мм. 1 з.п. ф-лы, 1 табл.
h1=(1,0÷1,2)·Др × 10-3, мм,
где Др - диаметр рабочих валков стана кварто (мм).
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1996 |
|
RU2098493C1 |
| RU 2002820 С1, 15.11.1993 | |||
| Способ производства электротехнической холоднокатаной изотропной стали | 1983 |
|
SU1174485A1 |
| Способ изготовления холоднокатаных металлических полос углеродистой и малоуглеродистой стали | 1989 |
|
SU1686011A1 |

