Предлагаемое изобретение относится к области черной металлургии и может быть использовано при производстве полос электротехнической стали.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату (прототипом), по мнению авторов, является способ изготовления горячекатаного подката для производства холоднокатаных полос анизотропной электротехнической стали, приведенный в книге Н.Ф.Дуброва и Н. И.Лапкина "Электротехнические стали" Государственного научно-технического издательства литературы по черной и цветной металлургии, г. Москва, 1968 г., УДК 669.14.048.5, стр. 184-194.
Из описания, приведенного в упомянутой книге, следует, что способ изготовления подката для производства холоднокатаных полос анизотропной электротехнической стали включает нагрев сляба, горячую прокатку, охлаждение, подготовку перед холодной прокаткой, которая включает обрезку кромок, и холодную прокатку.
Недостатком известного технического решения является то, что в большинстве случаев горячекатаные полосы, предназначенные для передела на холоднокатаную анизотропную электротехническую листовую сталь, имеют прикромочную разнотолщинность (клиновидность), которая обусловлена повышенной упругой деформацией рабочих валков и их повышенным износом на участках (по длине бочки), контактирующих с кромками прокатываемой полосы.
По данным, приведенным в книге В.Ф. Лифанова "Прокатка трансформаторной стали", Металлургия, М., 1975 г., стр.180 и 181, рис. 53, при получении на реверсивном стане 1200 с моталками в подогревательных печах подката для производства полос анизотропной электротехнической стали толщиной 2,5 мм и шириной 810 мм, разница по толщине на кромках и на расстоянии 20 мм от них составляет 0,10-0,55 мм.
В процессе производства горячекатаных полос электротехнической стали по известному способу, рабочие валки на участках бочки, соответствующих кромкам полосы, изнашиваются на 20-25% быстрее, чем в средней части бочки. В результате этого форма зазора между рабочими валками и форма поперечного профиля полос изменяется с течением времени в процессе прокатки. При прокатке анизотропной электротехнической стали, имеющей повышенное содержание кремния, износ рабочих валков настолько интенсивен, что форма зазора и форма профиля поперечного сечения полос значительно изменяется через каждые 5-10 т проката. При этом характер износа рабочих валков уже через 20-25 т проката приобретает форму ящичного калибра (стр. 178 и 179, рис. 51), а форма профиля поперечного сечения полос изменяется от выпуклой (чечевицеобразной) до плоской и далее до вогнутой (в конце кампании работы рабочих валков). Клиновидность кромок (разница в толщине полосы на кромке на расстоянии 30 мм от нее) при производстве по известному способу составляет 0,1-0,55 мм. Повышенный износ рабочих валков на участках, соответствующих кромкам полосы, приводит к возникновению утолщений на полосах на расстоянии 100-125 мм от кромок и увеличению клиновидности кромок до 0,3 мм.
При последующей холодной прокатке горячекатаных полос с натяжением, на утоненных кромках полос, вследствие возникновения на них повышенных растягивающих напряжений, могут образовываться надрывы, которые приводят к обрывам полос, аварийной остановке стана, увеличению расхода металла. Это явление особенно характерно для производства анизотропной электротехнической стали, имеющей повышенное содержание кремния в своем составе и как следствие - пониженную пластичность при холодной прокатке. В известном техническом решении надрывы на кромках исходного горячекатаного подката анизотропной электротехнической стали, перед его холодной прокаткой, устраняют методом обрезки кромок.
Кроме того, изменение профиля поперечного сечения полос в процессе горячей прокатки обуславливает значительные отклонения формы полос от плоской (коробление, волнистость) при холодной прокатке, которые не полностью исправляются при дальнейшей обработке в проходных печах и агрегатах непрерывного отжига.
При использовании известного технического решения и проведении холодной прокатки полос с указанной выше величиной клиновидности кромок и с их предварительной обрезкой, вышеупомянутые причины приводят к увеличению расхода горячекатаного подката (расходного коэффициента на металл), увеличению себестоимости его изготовления, а также к снижению качества полос по неплоскостности, за счет изменения их поперечного профиля в процессе холодной прокатки.
Задача, на решение которой направлено техническое решение, - снижение расхода металла при изготовлении подката для производства холоднокатаных полос анизотропной электротехнической стали. При этом достигается получение такого технического результата, как повышение качества холоднокатаных полос анизотропной электротехнической стали за счет улучшения их плоскостности, а также снижение себестоимости их производства за счет снижения расходного коэффициента.
Вышеуказанные недостатки исключаются тем, что в способе изготовления горячекатаного подката для производства холоднокатаных полос анизотропной электротехнической стали, включающем нагрев слябов, горячую прокатку, охлаждение, подготовку перед холодной прокаткой и холодную прокатку, горячую прокатку в чистовых клетях ведут рабочими валками, края которых имеют скосы величиной, равной 0,1-0,6 мм по диаметру валка, и длиной, определяемой из выражения:
l=(L-В)/2+(0,015-0,070)•В (мм),
где l - длина скоса, мм;
L - длина бочки рабочих валков, мм;
В - ширина полосы, мм.
Сопоставительный анализ предложенного технического решения с прототипом показывает, что заявленный способ отличается от известного тем, что горячую прокатку в чистовых клетях ведут рабочими валками, края которых имеют скосы величиной, равной 0,1-0,6 мм по диаметру валка, и длиной, определяемой из выражения:
l=(L-B)/2+(0,015-0,070)•В (мм),
где l - длина скоса, мм;
L - длина бочки рабочих валков, мм;
В - ширина полосы, мм.
Таким образом, заявляемый способ соответствует критерию изобретения "Новизна".
Сравнительный анализ предложенного решения не только с прототипом, но и с другими техническими решениями выявил, что способы прокатки с прокатными валками, имеющими скосы по краям, широко известны. Однако введение рабочих валков со скосами с определенными геометрическими параметрами в способе изготовления горячекатаного подката для производства холоднокатаных полос анизотропной электротехнической стали и взаимосвязь с другими операциями технологического процесса позволяет не только снизить расход металла, но также повысить качество полос анизотропной электротехнической стали и снизить себестоимость их производства.
Отсюда следует, что заявленная совокупность существенных отличий обеспечивает получение упомянутого технического результата, что, по мнению авторов, соответствует критерию изобретения "Изобретательский уровень".
Предложенное техническое решение будет понятно из следующего описания и приложенных к нему чертежей:
На чертеже изображена схема прокатки подката для производства полос анизотропной электротехнической стали в чистовой клети кварто стана горячей прокатки.
Способ осуществляется следующим образом. Слябы анизотропной электротехнической стали, полученные на машинах непрерывного литья заготовок (МНЛЗ), нагревают в методических печах и прокатывают за несколько пропусков в черновой реверсивной клети ДУО, полученную заготовку транспортируют к чистовой реверсивной клети с моталками в подогревательных печах и прокатывают за несколько проходов. При этом горячую прокатку в чистовой клети ведут рабочими валками 1, края которых имеют скосы "I" величиной, равной 0,1-0,6 мм по диаметру валка, и длиной, определяемой из выражения:
l=(L-B)/2+(0,015-0,070)(В (мм),
где l - длина скоса, мм;
L - длина бочки рабочих валков, мм;
В - ширина полосы, мм.
После горячей прокатки полосы анизотропной электротехнической стали охлаждают на отводящем рольганге и сматывают на концевой моталке в рулоны. После остывания до температуры 50-60oС производят травление поверхности полос в непрерывно-травильном агрегате и их подготовку к первой холодной прокатке, которая включает в себя вырезку концевых участков, укрупнение рулонов сваркой "встык", промасливание поверхности, при этом обрезку боковых кромок не производят. После чего производят первую холодную прокатку в непрерывном стане и последующие операции, обусловленные технологическим процессом при производстве полос анизотропной электротехнической стали.
Таким образом, при прокатке подката анизотропной электротехнической стали в чистовой клети кварто, упругая деформация рабочих валков и их вышеупомянутые скосы, при совместном воздействии, приводят к тому, что прикромочная зона не подвергается избыточной деформации и износ валков в этой зоне снижается, по сравнению с известным решением, и становится равномерным по всей длине бочки валка, величина клиновидности кромок находится в допустимых пределах и необходимость в обрезке кромок отпадает.
В случае, если размеры скоса по диаметру валка составляют величину менее 0,1 мм, а длина "l" - величину менее 0,015•В (мм) из указанных выше соответствующих интервалов, то повышенный износ рабочих валков на участках, соответствующих кромкам полосы, не устраняется, что, как указано выше, приводит к возникновению утолщений на полосах и увеличению клиновидности кромок.
В случае, если размеры скоса по диаметру валка составляют величину более 0,6 мм, а длина "l" - величину более 0,070•В (мм) из указанных выше соответствующих интервалов, то прикромочная зона подката обжимается недостаточно, прикромочная зона подката удлиняется меньше по сравнению с его средней частью, что приводит к повышенным напряжениям в прикромочной зоне, к ее разрывам и как следствие к снижению качества полосы и простоям агрегатов.
Таким образом, при изготовлении подката для производства полос анизотропной электротехнической стали по предлагаемому способу достигается равномерный износ бочки рабочих валков, при этом характер износа рабочих валков, как показали результаты исследования, незначительно отличается от исходной (станочной) профилировки. Следовательно, и форма поперечного сечения горячекатаных полос в процессе горячей прокатки изменяется незначительно и является оптимальной (чечевицеобразной) для холодной прокатки, а клиновидность кромок не превышает требуемой величины.
Эффективность предлагаемого способа состоит в том, что при горячей прокатке получают подкат со стабильным профилем поперечного сечения и уменьшенной клиновидностью боковых кромок, необходимость обрезки которых в процессе подготовки металла перед холодной прокаткой отпадает, в результате чего снижается расход металла.
Пример
В листопрокатном цехе 1 ОАО НЛМК на стане 1200 проводилось опытное изготовление подката для производства полос анизотропной электротехнической стали.
Исходным материалом для производства горячекатаного подката являлись слябы анизотропной электротехнической стали сечением 150•1050 мм, полученные на машинах непрерывного литья заготовок (МНЛЗ). Химический состав стали представлен в таблице.
Слябы нагревали в методических печах двухклетьевого стана 1200 при температуре по зонам печи в пределах 1300-1340oС в течение 5 ч 14 мин и прокатывали за пять пропусков в черновой реверсивной универсальной клети ДУО на раскат сечением 17,3•1020 мм. Раскат по промежуточному рольгангу передавали к чистовой реверсивной клети кварто с моталками в подогревательных печах и прокатывали за три прохода на полосы сечением 2,5•1020 мм с относительным обжатием в последнем проходе в пределах 42-45%. При прокатке в чистовой клети использовали рабочие валки с длиной бочки "В", равной 1200 мм, со скосами по краям, равными 0,3 мм по диаметру валка, и длиной "l", равной 120 мм, определенной из выражения:
l=(L-В)/2+(0,015-0,070)•В=(1200-1020)/2+0,03•1020=120 мм,
где l - длина скоса, мм;
L=1200 - длина бочки рабочих валков, мм;
В=1020 - ширина полосы, мм.
После прокатки полосы на отводящем рольганге охлаждали водой до температуры в пределах 550-600oС и сматывали на концевой моталке в рулоны. Затем горячекатаные рулоны передавали в цех холодной прокатки, где после охлаждения до температуры 50-60oС полосы задавали в непрерывно-травильный агрегат, в котором проводили их травление в растворе серной кислоты и подготовку к первой холодной прокатке, которая заключалась в вырезке концевых участков полос, укрупнении рулонов сваркой "встык" и промасливании поверхности. При этом обрезка боковых кромок подката не производилась. После этого подкат для производства полос анизотропной электротехнической стали прокатывали на непрерывном пятиклетьевом стане 1200 на толщину 0,70 мм и производили все необходимые операции, предусмотренные технологическим процессом при производстве полос анизотропной электротехнической стали.
В процессе прокатки опытной партии подката для производства полос анизотропной электротехнической стали по предлагаемому техническому решению, в результате визуального осмотра, выявилось отсутствие надрывов кромок, а результаты измерений подтвердили их минимальное утонение (клиновидность кромок составила 0,05 мм и менее). При холодной прокатке на пятиклетьевом стане и на остальных агрегатах по ходу технологического процесса, порывов полосы не происходило.
Таким образом, при изготовлении подката для производства полос анизотропной электротехнической стали по предлагаемому способу достигается равномерный износ бочки рабочих валков, при этом профиль изношенных рабочих валков незначительно отличается от исходной (станочной) профилировки. Следовательно, и форма поперечного сечения горячекатаных полос по ходу горячей прокатки изменяется незначительно и является оптимальной (чечевицеобразной) для холодной прокатки, а клиновидность кромок не превышает 0,05 мм.
Эффективность предлагаемого способа состоит в том, что при горячей прокатке получают подкат со стабильным профилем поперечного сечения и уменьшенной клиновидностью боковых кромок, необходимость вырезки которых в процессе подготовки металла перед холодной прокаткой отпадает, в результате чего снижается расход металла, повышается качество холоднокатаных полос анизотропной электротехнической стали, снижается себестоимость ее производства.
Следовательно, задача, на решение которой направлено техническое решение, - выполняется, при этом достигается получение вышеуказанного технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства холоднокатаной анизотропной электротехнической стали | 1991 |
|
SU1810141A1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2012 |
|
RU2479641C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2002 |
|
RU2224030C2 |
| Способ прокатки полосового металла в многоклетевом стане | 1985 |
|
SU1297956A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ НА ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2014 |
|
RU2556174C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1998 |
|
RU2125102C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2254181C1 |
| Комплект рабочих валков | 1987 |
|
SU1503912A1 |

Изобретение относится к черной металлургии и может быть использовано при производстве полос электротехнической стали. Техническим результатом является снижение расхода металла при изготовлении подката для производства холоднокатаных полос анизотропной электротехнической стали. Для этого в способе изготовления горячекатаного подката для производства холоднокатаных полос анизотропной электротехнической стали, включающем нагрев заготовки, горячую прокатку, охлаждение, подготовку перед холодной прокаткой и холодную прокатку, горячую прокатку в чистовых клетях ведут рабочими валками, края которых имеют скосы величиной, равной 0,1-0,6 мм по диаметру валка, и длиной, определяемой из выражения: l-(L-B)/2+(0,015-0,070)•В (мм), где l - длина скоса, мм; L - длина бочки рабочих валков, мм; В - ширина полосы, мм. 1 ил., 1 табл.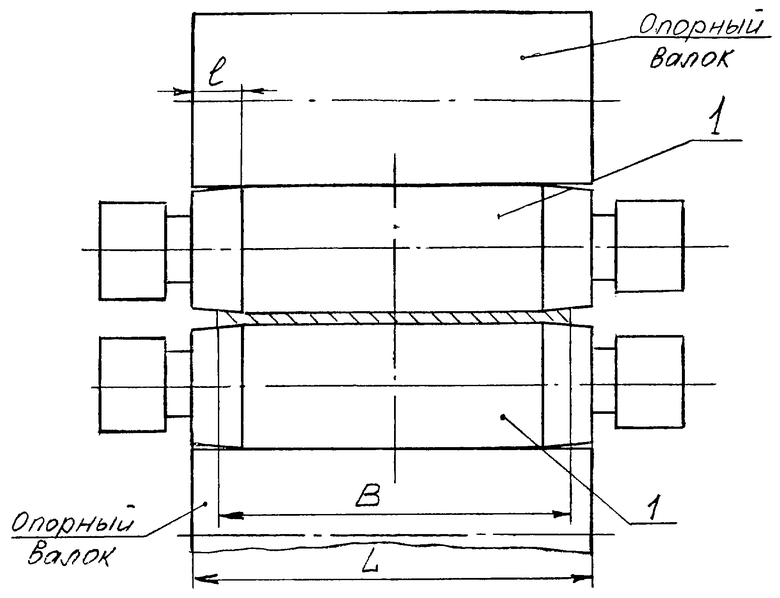
Способ изготовления горячекатаного подката для производства холоднокатаных полос анизотропной электротехнической стали, включающий нагрев слябов, горячую прокатку, охлаждение, подготовку перед холодной прокаткой и холодную прокатку, отличающийся тем, что горячую прокатку в чистовых клетях ведут рабочими валками, края которых имеют скосы величиной, равной 0,1-0,6 мм по диаметру валка и длиной, определяемой из выражения
l-(L-B)/2+(0,015÷0,070)·В, мм,
где l - длина скоса, мм;
L - длина бочки рабочих валков, мм;
В - ширина полосы, мм.
| ЛИФАНОВ В.Ф | |||
| Прокатка трансформаторной стали | |||
| - М.: Металлургия, 1975, с | |||
| Переносный кухонный очаг | 1919 |
|
SU180A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| ОПОРНЫЙ ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2081716C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ПРОКАТНОГО ВАЛКА (ВАРИАНТЫ) | 1995 |
|
RU2093285C1 |
| ОПОРНЫЙ ВАЛОК ЛИСТОПРОКАТНОГО СТАНА | 1992 |
|
RU2043797C1 |

