Предлагаемое изобретение относится к области черной металлургии и может быть использовано при производстве холоднокатаной анизотропной электротехнической стали.
Наиболее близким к предлагаемому техническому решению по совокупности существенных признаков (прототипом) является «Способ производства холоднокатаной анизотропной электротехнической стали» по авторскому свидетельству №1482962, кл. C21D 8/12, включающий выплавку стали, содержащей, массовые доли кремния 2,6-3,6%, алюминия 0,006-0,20%, марганца 0,04-0,30%, серы 0,001-0,012%, непрерывную разливку в слябы, горячую прокатку, смотку полосы в рулон, термообработку, холодную прокатку в один или несколько проходов с промежуточным отжигом, обезуглероживающий отжиг в конечной или промежуточной толщине, окончательный отжиг.В данном способе технический результат - улучшение электромагнитных свойств, достигается тем, что горячую прокатку проводят при нагреве слябов до 1220-1280°С, смотку при 550-780°С, а термообработку - при температуре, выбранной в зависимости от температуры смотки в интервале 850-1150°С.
Известное техническое решение имеет следующие недостатки:
- высокая температура нагрева слябов, при которой происходит повышенное окалинообразование, что требует дополнительного времени на остановку печи для удаления окалины и, соответственно, приводит к снижению производительности стана горячей прокатки,
- повышенный расход топлива при нагреве слябов анизотропной стали,
- дополнительная операция термообработки горячекатаного подката, которая усложняет и удорожает технологию производства стали,
- низкий уровень электромагнитных свойств готовой анизотропной стали.
К анизотропной электротехнической стали, используемой при изготовлении магнитопроводов различных типов для электрических устройств, предъявляются следующие основные требования по магнитным свойствам: сталь должна иметь высокую магнитную проницаемость и соответственно высокую магнитную индукцию, и одновременно минимальные потери на перемагничивание.
Для выполнения этих требований готовая сталь должна иметь определенные параметры зеренной структуры - совершенную текстуру {110}<001> и оптимальную величину зерна.
Задача, на решение которой направлено предлагаемое техническое решение, - улучшение магнитных свойств анизотропной электротехнической стали, получение анизотропной стали с высокой магнитной индукцией и минимальными потерями на перемагничивание, а также снижение окалинообразования при нагреве слябов в нагревательных печах перед горячей прокаткой.
При этом достигается получение такого технического результата, как:
- увеличение производительности стана горячей прокатки,
- снижение окалинообразования при нагреве слябов в нагревательных печах перед горячей прокаткой и сокращение времени остановок печей на удаление окалины,
- снижение расхода топлива при нагреве слябов анизотропной стали,
- снижение расхода металла при производстве холоднокатаной анизотропной электротехнической стали,
- снижение простоев оборудования,
- увеличение доли высших марок в общем объеме производства,
- снижение себестоимости производства анизотропной электротехнической стали и получение дополнительной прибыли.
Технический результат достигается тем, что способ производства анизотропной электротехнической стали, включает выплавку стали, имеющей массовые доли кремния 2,60-3,60%, алюминия 0,008-0,030%, непрерывную разливку, нагрев слябов в нагревательной печи, горячую прокатку, травление, холодную прокатку, обезуглероживающий отжиг в промежуточной толщине, вторую холодную прокатку, нанесение термостойкого покрытия, высокотемпературный отжиг. При этом слябы перед помещением их в нагревательную печь имеют температуру поверхности не менее 450°С, предпочтительно от 580 до 700°С, в нагревательной печи слябы перед горячей прокаткой нагревают до температуры 1100-1215°С, горячую прокатку завершают при температуре 890-950°С, а температуру смотки готовой полосы устанавливают в пределах 510-610°С, предпочтительно 530-580°С.
Сопоставительный анализ предложенного технического решения с прототипом показывает, что заявляемое техническое решение отличается от известного.
Таким образом, заявленный способ соответствует критерию изобретения «новизна».
Сравнительный анализ предложенного решения не только с прототипом, но и с другими техническими решениями, выявил, что температура поверхности слябов перед помещением их в нагревательную печь не менее 450°С, регламентирование температуры нагрева слябов в нагревательных печах в пределах 1100-1215°С, температуры конца горячей прокатки и смотки в пределах соответственно 890-950°С, 510-610°С позволяет не только улучшить электромагнитные свойства анизотропной стали и повысить ее пластичность при обработке, но и снизить окалинообразование при нагреве слябов в нагревательных печах перед горячей прокаткой, увеличить производительность стана горячей прокатки, сократить время остановок печей на удаление окалины, улучшить состояние огнеупоров, контактирующих с окалиной, снизить расход топлива при нагреве слябов анизотропной стали, снизить расход металла при производстве холоднокатаной анизотропной электротехнической стали, снизить простои оборудования, увеличить долю высших марок в общем объеме производства, снизить себестоимость производства анизотропной электротехнической стали, и получить дополнительную прибыль.
Отсюда следует, что заявляемая совокупность существенных отличий обеспечивает получение упомянутого технического результата, что, по мнению авторов, соответствует критерию изобретения «изобретательский уровень».
Предложенное техническое решение будет понятно из следующего описания.
Известно, что при производстве анизотропной электротехнической стали, для обеспечения избирательного роста зерен с ориентировкой {110}<001> необходимо присутствие перед началом первичной рекристаллизации, в процессе первичной рекристаллизации и в процессе вторичной рекристаллизации дисперсных включений второй фазы определенного количества и размера.
Формирование условий, необходимых для получения анизотропной электротехнической стали высокого качества, происходит на всех технологических переделах, начиная от выплавки и заканчивая отделочными операциями. Основной технологической операцией, которая наряду с выплавкой определяет уровень магнитных свойств готовой стали, является горячая прокатка.
Во время горячей прокатки формируются качественные и количественные характеристики дисперсной фазы, а также текстурное состояние горячекатаной полосы, которые, трансформируясь затем в процессе технологического передела, обеспечивают эффективное прохождение вторичной рекристаллизации, получение совершенной текстуры и, в конечном итоге, получение низких потерь на перемагничивание и высокой индукции в готовой стали.
На состояние горячекатаной полосы оказывают влияние все основные температурные параметры горячей прокатки: температура поверхности слябов перед помещением их в нагревательные печи, температура нагрева слябов, температура конца чистовой прокатки и температура смотки полосы.
Температура поверхности слябов перед помещением их в нагревательные печи и температура нагрева слябов определяют количество фазообразующих элементов, алюминия и азота, перешедших в раствор и их дальнейшую трансформацию в процессе горячей прокатки.
Принято считать, что температура нагрева слябов в нагревательных печах должна быть не менее 1250°С и повышение температуры нагрева до 1300°C с увеличением времени выдержки приводят к улучшению магнитных свойств готовой стали. Это связывали с тем, что при условии, когда в металле присутствует только ферритная составляющая, увеличение температуры и времени выдержки слябов приводит к увеличению доли фазообразующих элементов, перешедших в раствор.
Проведенные нами исследования показали, что необходимое количество фазообразующих элементов в растворе можно получить при температуре поверхности слябов перед помещением их в нагревательные печи не менее 450°С, нагреве слябов до температуры 1100-1215°С.
Эффект достигается за счет того, что, во-первых, из-за низкой теплопроводности высококремнистой стали при температуре поверхности сляба не менее 450°С температура в центральных слоях сохраняется на уровне 700-750°С, что предотвращает образование грубых включений нитридов алюминия и оставляет в твердом растворе достаточное количество фазообразующих элементов, и, во-вторых, нагрев производят в интервале температур, при котором в металле существует максимальное количество аустенита, растворимость в котором фазообразующих элементов в несколько раз выше, чем в феррите.
При температуре поверхности слябов менее 450°С происходит выделение крупных нитридов алюминия и концентрация фазообразующих элементов в растворе снижается ниже минимально необходимого значения. В этом случае для получения удовлетворительных магнитных свойств необходимо будет увеличить температуру нагрева слябов более 1250°С.
При температуре нагрева слябов менее 1100°С количество аустенита еще не достигает максимума и объем фазообразующих элементов, перешедших в раствор, недостаточен для формирования на последующих операциях дисперсной фазы необходимого количества и качества, что не обеспечит оптимальных условий прохождения вторичной рекристаллизации и получения готовой стали с высоким уровнем магнитных свойств.
При температуре выше 1215°С количество аустенита уже прошло через максимум, что также не обеспечивает необходимой растворимости фазообразующих элементов с аналогичными последствиями.
Кроме того, повышение температуры выше 1215°С приводит к интенсификации процессов окалинообразования, резкому увеличению на поверхности слябов толщины слоя окалины, содержащей большое количество фаялита, ее размягчению, расплавлению.
В печах с шагающими балками окалина стекает на под печи и образует там большие объемы сплавленного, трудно удаляемого конгломерата.
В нагревательных печах толкательного типа размягченная окалина натирается на монолитной подине в зоне выравнивания температуры, что
приводит к травмированию нижней поверхности слябов анизотропной электротехнической стали и слябов других марок сталей и получению дефектов поверхности на готовой продукции. Удаление окалины из нагревательных печей требует больших затрат ручного труда и времени и, как правило, приводит к разрушению огнеупоров, контактирующих с окалиной. Полная очистка печей от окалины требует остановки печи на несколько суток и приводит к потере производства стана горячей прокатки.
При температуре конца прокатки 890-950°С формируется оптимальное соотношение текстурного состояния подката, плотности и дисперсности выделившейся второй фазы и количества фазообразующих элементов, оставшихся в твердом растворе.
При смещении температуры конца прокатки ниже 890°С снижается ниже критического содержание фазообразующих элементов в твердом растворе и увеличивается количество и размер выделившейся дисперсной фазы, что приводит к резкому снижению сдерживающей силы дисперсной фазы в процессе вторичной рекристаллизации, снижению степени совершенства текстуры и ухудшению магнитных свойств готовой стали.
При повышении температуры конца прокатки выше 950°С изменяется текстура горячекатаного подката (уменьшается в подповерхностном слое количество объемов с ориентировкой {110}<001>), увеличивается сверх оптимального количество фазообразующих элементов в растворе, что в конечном итоге приводит к образованию во время вторичной рекристаллизации очень крупного зерна и даже срыву вторичной рекристаллизации и, соответственно, ухудшению магнитных свойств стали.
Охлаждение полосы на отводящем рольганге является важной технологической операцией, во время которой окончательно формируется состояние дисперсной фазы и фиксируется в твердом растворе определенное количество фазообразующих элементов, в нашем случае азота и алюминия.
При температуре смотки 510-610°С из твердого раствора часть алюминия и азота выделяется в виде дисперсной фазы, часть фиксируется в твердом растворе и затем выделяется в процессе вторичной рекристаллизации. При этом выделившаяся ранее в процессе горячей прокатки дисперсная фаза практически не увеличивает своих размеров и также участвует в формировании матрицы первичной рекристаллизации и прохождении процессов вторичной рекристаллизации.
Снижение температуры смотки ниже 510°С приводит к резкому охрупчиванию горячекатаного подката, снижению технологичности при обработке, увеличению количества обрывов полосы при холодной прокатке и увеличению расходного коэффициента.
При увеличении температуры смотки выше 610°С увеличивается размер частиц дисперсной фазы, как вновь выделившейся, так и выделившейся ранее во время горячей прокатки, уменьшается объем фазообразующих элементов, зафиксированных в твердом растворе.
В результате в процессе первичной и вторичной рекристаллизации сдерживающая сила дисперсной фазы резко падает и степень совершенства текстуры {110}<001> уменьшается и, соответственно, ухудшаются магнитные свойства готовой стали.
Выход из оптимальных границ хотя бы одного из указанных параметров горячей прокатки приводит к нарушению процессов вторичной рекристаллизации и ухудшению магнитных свойств готовой стали.
Опробование производства анизотропной электротехнической стали по предлагаемому способу проводилось следующим образом. В конверторном цехе выплавляли сталь с массовой долей кремния 2,95-3,30%, алюминия 0,012-0,020%, азота 0,008-0,012%. Слябы разлитые на УНРС нагревали в нагревательных печах, прокатывали на непрерывном широкополосном стане горячей прокатки по различным режимам. Горячекатаные рулоны травили на непрерывных травильных агрегатах, производили первую холодную прокатку на промежуточную толщину, затем производили обезуглероживающий отжиг в непрерывных печах и вторую холодную прокатку на толщину 0,27-0,30 мм. На холоднокатаный металл наносили термостойкое покрытие на основе окиси магния, проводили высокотемпературный отжиг в атмосфере водорода или смеси азота и водорода и проводили выпрямляющий отжиг с нанесением электроизоляционного покрытия. Результаты опробования приведены в таблице.
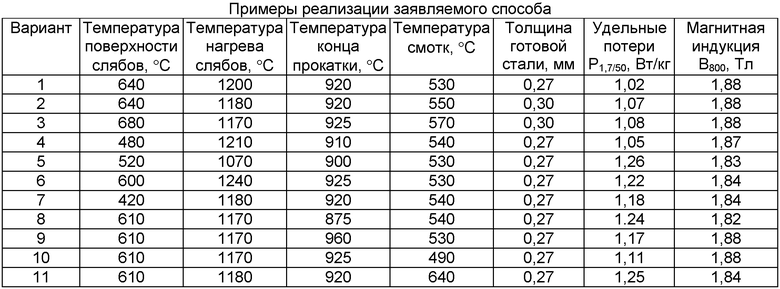
Примечание: при горячей прокатке по варианту 1U получен хрупкий горячекатаный подкат, холодная прокатка которого была чрезвычайно затруднена.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2009 |
|
RU2407809C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С НИЗКИМИ УДЕЛЬНЫМИ ПОТЕРЯМИ НА ПЕРЕМАГНИЧИВАНИЕ | 2009 |
|
RU2407808C1 |
| Способ производства холоднокатаной анизотропной электротехнической стали | 1987 |
|
SU1482962A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2180357C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1994 |
|
RU2082772C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2002 |
|
RU2216601C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2180356C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1994 |
|
RU2082771C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1996 |
|
RU2137849C1 |
| Способ обработки слябов | 1989 |
|
SU1664854A1 |
Изобретение относится к области черной металлургии и используется при производстве холоднокатаной анизотропной электротехнической стали. Для улучшения магнитных свойств стали с обеспечением высокой магнитной индукции и минимальных потерь на перемагничивание, а также снижения окалинообразования осуществляют выплавку стали, имеющей, мас.%: кремния 2,60-3,60, алюминия 0,008-0,030, непрерывную разливку, нагрев слябов в нагревательной печи, горячую прокатку, травление, холодную прокатку, обезуглероживающий отжиг в промежуточной толщине, вторую холодную прокатку, нанесение термостойкого покрытия и высокотемпературный отжиг, при этом слябы перед горячей прокаткой помещают в нагревательную печь с температурой поверхности не менее 450°С, предпочтительно от 580 до 700°С и нагревают до температуры 1100-1215°С, горячую прокатку завершают при температуре 890-950°С, предпочтительно 910-940°С, а температуру смотки готовой полосы устанавливают в пределах 510-610°С, предпочтительно 530-580°С. 2 з.п. ф-лы, 1 табл.
1. Способ производства анизотропной электротехнической стали, включающий выплавку стали, содержащей, мас.%: кремния 2,60-3,60, алюминия 0,008-0,030, непрерывную разливку, нагрев слябов в нагревательной печи, горячую прокатку, смотку полосы в рулон, травление, холодную прокатку, обезуглероживающий отжиг в промежуточной толщине, вторую холодную прокатку, нанесение термостойкого покрытия и высокотемпературный отжиг, отличающийся тем, что слябы перед горячей прокаткой помещают в нагревательную печь с температурой поверхности не менее 450°С, причем в нагревательной печи слябы нагревают до температуры 1100-1215°С, горячую прокатку завершают при температуре 890-950°С, а температуру смотки готовой полосы устанавливают в пределах 510-610°С.
2. Способ по п.1, отличающийся тем, что слябы помещают в нагревательную печь при температуре поверхности слябов от 580 до 700°С.
3. Способ по любому из пп.1 и 2, отличающийся тем, что температура конца прокатки находится в пределах 910-940°С, а температура смотки готовой полосы составляет 530-580°С.
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1998 |
|
RU2125102C1 |
| DE 19745445 C1, 08.07.1999 | |||
| WO 200701486 A1, 08.02.2007 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 1997 |
|
RU2193603C2 |

