Изобретение относится к области производства рукавных изделий и может быть использовано при изготовлении гибких армированных труб для транспортировки агрессивных жидкостей и газов в нефтяной, нефтеперерабатывающей, химической и других областях промышленности.
Известен способ изготовления армированных труб из термопластов, при котором по наружной поверхности термопластовой оболочки параллельно ее оси выполняют пазы, в которые затем укладывают продольные грузонесущие элементы, навивают спиральный металлический каркас и накладывают внешнюю защитную оболочку [1] .
Известен также способ изготовления армированных труб из термопластов, согласно которому пазы для укладки продольных грузонесущих элементов расположены диаметрально противоположно по наружной поверхности термопластовой оболочки [2] .
Указанные способы достаточно сложны, а неточность при выполнении пазов на поверхности термопластовой оболочки приводит к снижению ее прочности. Кроме того, толщина оболочки должна быть в 1,5-2 раза больше толщины грузонесущих элементов.
Наиболее близким по технической сущности к заявляемому изобретению является способ изготовления армированных труб из темопластов, согласно которому на наружную поверхность термопластовой оболочки накладывают армирующие элементы и создают внутри оболочки давление нагретой рабочей среды, а после окончания процесса армирования термопластовой оболочки накладывают защитное покрытие [3] .
Указанный способ осуществляют с помощью устройства, содержащего емкость с рабочей средой, линии подачи и слива, насос и установленный в линии подачи напорный клапан с его линией слива.
Недостатки данного способа и устройства обусловлены тем, что не обеспечивается постоянство температуры рабочей среды по всей длине термопластовой оболочки и в связи с нарастанием потерь тепла по мере удаления от точки подачи нагретой рабочей среды возникают нарушения процесса внедрения арматуры в термопластовую оболочку, а использование повышенной температуры в точке подачи может привести к расплаву термопластовой оболочки.
Целью изобретения является повышение надежности и сокращение времени изготовления армированных труб из термопластов.
Цель достигается за счет того, что в предложенном способе изготовления армированных труб из термопластов, включающем армирование наружной поверхности термопластовой оболочки, создание внутри нее давления нагретой рабочей среды и нанесение защитного покрытия, в отличие от прототипа, армирование осуществляют путем наложения на каждый из двух диаметрально противоположных участков термопластовой оболочки закрепляемых за ее передний торец продольного грузонесущего элемента из стальных или синтетических материалов и расположенных по обе стороны от него продольных элементов из пористого материала, пропитанного ингибированной смазкой, и последующей навивки спирального металлического каркаса, а термопластовую оболочку подвергают действию внутреннего давления после наложения защитного покрытия путем непрерывного прокачивания жидкой рабочей среды, при этом давление и температуру циркулирующей рабочей среды поддерживают в пределах
1,25 Ррт ≅ Рс ≅ 2,0Ррт,
tт ≅ tс < tд, где Pс - давление рабочей среды (Н) м2;
Pрт - расчетное эксплуатационное рабочее давление готовой армированной трубы (Н) м2;
tс - температура рабочей среды;
tт - температура, соответствующая пределу ползучести материала термопластовой оболочки (К);
tд - температура термоокислительной деструкции материала оболочки (К);
Кроме того, поставленная задача решается также за счет того, что устройство для изготовления армированных труб из термопластов, содержащее емкость для рабочей среды, линии подачи рабочей среды в армированную трубу и слива из нее насос и установленный в линии подачи напорный клапан, согласно изобретению, снабжено регулируемым дросселем, установленным в линии слива, причем линии слива напорного клапана и регулируемого дросселя связаны с емкостью для рабочей среды.
При осуществлении изобретения за счет непрерывной циркуляции нагретой жидкой рабочей среды, температуру которой поддерживают в заданных пределах, температура термопластовой оболочки по всей ее длине остается постоянной и тем самым обеспечивается одновременное внедрение продольных элементов в оболочку. Кроме того, сочетание температуры и давления жидкой рабочей среды в указанных пределах с учетом того, что внутреннее давление в термопластовой оболочке создают после завершения процесса нанесения защитного покрытия, позволяет одновременно осуществлять процесс формования и гидротермического испытания готовых труб, а это приводит к значительному сокращению времени изготовления подобных труб. Как показывают теоретические и экспериментальные исследования, проведение гидроиспытаний гибких трубопроводов в интервале давлений 1,25-2,0 Ррт обеспечивает необходимую надежность таких трубопроводов. Причем большее значение испытательного давления соответствует гибким трубопроводам, к которым предъявляются повышенные требования по надежности (в частности, гибкие трубопроводы глушения скважины), а меньшее значение - для трубопроводов менее ответственного назначения.
Нагрев рабочей среды выше температуры термоокислительной деструкции tд материала оболочки может привести к снижению прочностных характеристик термопластовой оболочки и выделению вредных веществ в атмосферу, а при нагреве рабочей среды ниже температуры, соответствующей пределу ползучести материала, невозможно осуществить качественное внедрение арматуры в термопластовую оболочку.
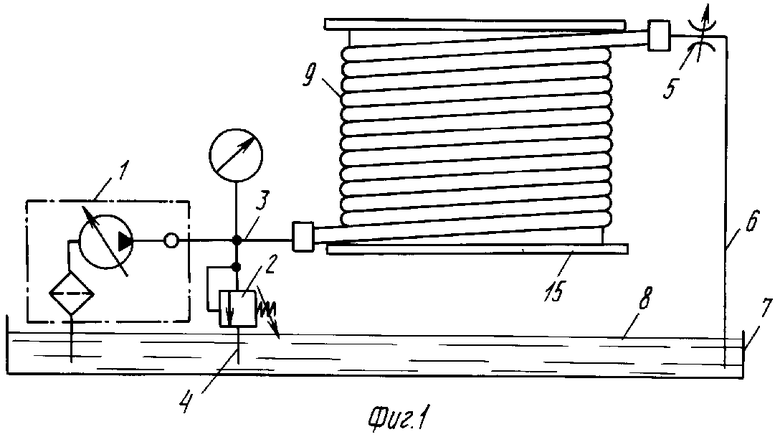
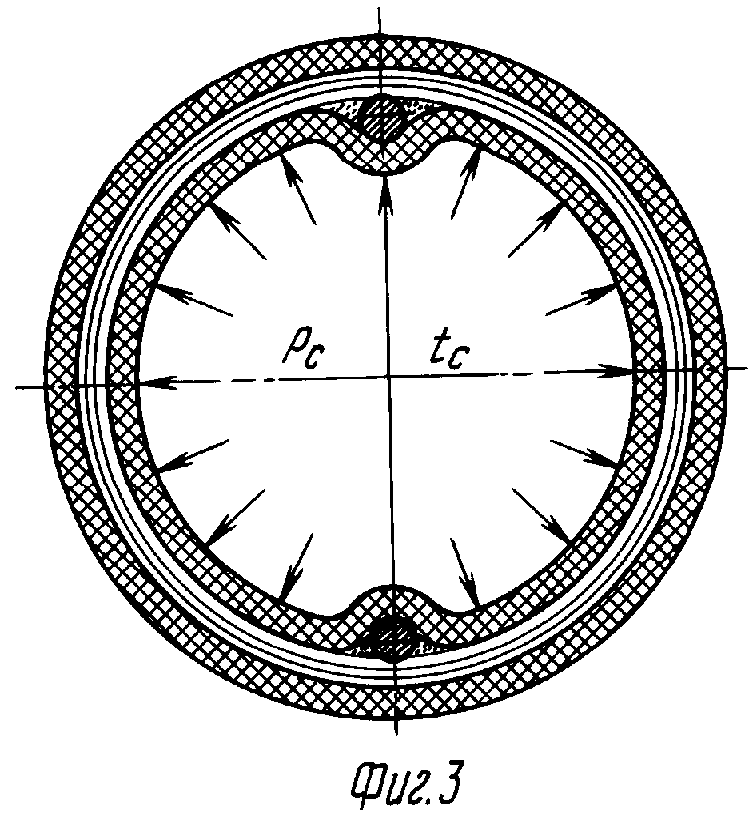
На фиг. 1 представлено устройство для формования армированных труб из термопластов; на фиг. 2 - разрез армированной трубы из термопласта до формования; на фиг. 3 - то же после формования и испытания.
Устройство для формования армированных труб из термопластов содержит насос 1 переменной производительности, напорный клапан 2, линию 3 подачи рабочей среды в армированную трубу, сливную линию 4 напорного клапана 2, регулируемый дроссель 5, линию слива 6, емкость 7 для жидкой рабочей среды 8. Труба 9 содержит термопластовую оболочку 10, расположенные на ее диаметрально противоположных участках продольные грузонесущие элементы 11 и продольные элементы 12 из пористого пропитанного ингибированной смазкой материала, спиральный металлический каркас 13 и защитное покрытие 14. Труба 9 намотана на барабан 15.
Предложенный способ осуществляется следующим образом.
В трубу 9, намотанную на барабан 15 и присоединенную нижним концом к линии 3 подачи рабочей среды, а верхним концом через регулируемый дроссель 5 - к сливной линии 6, насосом 1 подается жидкая рабочая среда 8, которая вначале вытесняет воздух из полости трубы 9 через дроссель 5 практически без давления. С момента начала протекания рабочей среды через регулируемый дроссель 5 начинается подъем давления в трубе 9 до срабатывания напорного клапана 2, настроенного на давление Рс. Например, при изготовлении армированной трубы на расчетное эксплуатационное рабочее давление Ррт = 40 кГс/см2 и рабочую температуру, равную 60оС, давление Рс должно находиться в пределах 50-80 кГс/см2. Если при этом в качестве внутренней оболочки используется труба из полиэтилена высокой плотности, то температура рабочей среды должна быть ниже температуры деструкции этого материала, т. е. 150оС, но равна или выше температуры, соответствующей пределу ползучести этого материала σп = 40 кГс/см2, равной 60оС.
Устанавливая давление рабочей среды Рс = 1,5, Ррт = 60 кГс/см2, будем иметь в стенке трубы диаметром D = 90 мм и толщиной δ = 5 мм напряжение σ =  ≈ 540кГс/см2 (в зонах, где наружная стенка термопластовой оболочки не опирается на металлический спиральный каркас). Следовательно, будет обеспечена деформация этой оболочки, поскольку σ >> σп .
≈ 540кГс/см2 (в зонах, где наружная стенка термопластовой оболочки не опирается на металлический спиральный каркас). Следовательно, будет обеспечена деформация этой оболочки, поскольку σ >> σп .
Давление Рс поддерживается работающим насосом 1, при этом большая часть жидкой рабочей среды стравливается в емкость 1 через напорный клапан 2, а меньшая - через дроссель 5, нагреваясь за счет дросселирования до необходимой температуры tc = 60оС.
Время нагрева рабочей среды до указанной температуры будет зависеть от количества тепла, выделяемого при ее дросселировании, общей теплоемкости устройства с испытываемой трубой, объема рабочей среды в емкости и теплоотдачи всей системы. При мощности насоса 20 кВт время подъема температуры до 60оС составляет не более 10 мин. Время выдержки трубы под заданными давлением Рс и температурой tс рекомендуется не менее одного часа, что соответствует, например, нормативно-техническим требованиям стандарта АР1 (США). При этом постоянство температуры в течение установленного времени поддерживается изменением производительности насоса 1.
Таким образом, режимы проведения испытаний приближаются к условиям эксплуатации трубы у потребителя.
В результате одновременного воздействия давления Рс и температуры tc в течение времени формования в термопластовой оболочке появляется напряжение выше предела ползучести σп, что облегчает деформацию оболочки, которая начинает опираться на спиральный каркас и, обтекая продольные грузонесущие элементы 11, деформирует пористые элементы 12. Выдавленная из этих элементов 12 ингибированная смазка по зазорам между элементами спирального каркаса распространяется по периметру силовых элементов, в результате чего снижается изгибная жесткость трубы за счет уменьшения трения между слоями каркаса, а металлические элементы каркаса дополнительно защищаются смазкой от коррозии при случаях повреждения защитного покрытия. Время изготовления армированной трубы сокращается за счет совмещения операций формования и гидротермического испытания готовой армированной трубы.
По истечении предусмотренного технологическим регламентом времени насос 1 отключается, рабочая среда сливается, труба 9 отсоединяется от устройства, а готовая труба на барабане 15 отправляется на склад или потребителю. Операция повторяется на следующей трубе с барабаном. Таким образом, предложенная конструкция устройства обеспечивает одновременное проведение указанных операций без использования при этом в отличие от известных решений специальных нагревательных устройств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления армированных труб из термопластов и поточная линия для его осуществления | 1991 |
|
SU1819223A3 |
| ГИБКАЯ ТРУБА | 1992 |
|
RU2049949C1 |
| Гибкая труба | 1984 |
|
SU1222968A1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1992 |
|
RU2030675C1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1992 |
|
RU2076991C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ВЯЗКИХ СТРУКТУРИРОВАННЫХ ЖИДКОСТЕЙ ПО ТРУБОПРОВОДУ | 1992 |
|
RU2047814C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2034930C1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ПОДГОТОВКИ НЕФТЕПРОМЫСЛОВЫХ ТРУБ К ЭКСПЛУАТАЦИИ | 1992 |
|
RU2013196C1 |
| СПОСОБ СВАРКИ ТРУБ С ВНУТРЕННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1991 |
|
RU2009822C1 |
| Соединение труб с внутренним рукавом из термопласта | 1988 |
|
SU1539440A1 |

Использование: изготовление и гидротермическое испытание армированных труб из термопластов для нефтяной, химической и др. областей промышленности. Сущность изобретения: в способе изготовления труб армирование осуществляют путем наложения на каждый из двух диаметрально противоположных участков термопластовой оболочки продольного грузонесущего элемента из стальных или синтетических материалов. По обе стороны от него расположены продольные элементы из пористого материала, пропитанного ингибированной смазкой. Затем навивают спиральный металлический каркас. Термопластовую оболочку подвергают действию внутреннего давления после наложения защитного покрытия путем непрерывного прокачивания жидкой рабочей среды определенного давления и температуры. Для этого устройство содержит линии слива и подачи, насос и напорный клапан, размещенный в линии подачи. Кроме того, в линии слива установлен регулируемый дроссель, линии слива напорного клапана и дросселя связаны с емкостью для рабочей среды. При подаче давления оболочка, деформируясь, выдавливает смазку из пористых элементов. Это снижает жесткость трубы, уменьшает трение между слоями каркаса, предотвращает коррозию. 2 с. п. ф-лы, 3 ил.
1,25 Ppт≅ Pc ≅ 2,0 Ppт
tт ≅ tc < tg,
где Pс - давление рабочей среды, н/м*992;
Pрт - расчетное эксплуатационное рабочее давление готовой армированной трубы, Н/м2;
tс - температура рабочей среды, соответствующая максимальной эксплуатационной, К;
tт - температура, соответствующая пределу ползучести материала термопластовой оболочки, К;
tд - температура термоокислительной деструкции материала термопластовой оболочки, К.
