Изобретение касается строительства и может быть использовано для антикоррозионной защиты труб в нефтегазовой, химической промышленности и горной металлургии.
Известен способ покрытия внутренней поверхности труб и их соединение в трубопроводы.
В соответствии с данным способом к стальным трубам приваривают кольца из нержавеющей стали, на внутреннюю поверхность труб наносят покрытие из лакокрасочного материала, после чего окрашенные трубы сваривают встык по кольцам из нержавеющей стали.
Недостатком данного способа является разрушение покрытия в процессе сварки на участке длиной 20-30 мм в зоне нержавеющих колец, что ухудшает качество покрытия, а также значительные трудовые и материальные затраты, связанные с приваркой колец из нержавеющей стали. Кроме того, снижается надежность трубопровода за счет увеличения количества сварных стыков.
Наиболее близким техническим решением к изобретению является способ соединения эмалированных труб, в соответствии с которым на концевые участки внутренней поверхности труб наносят слой коррозионно-стойкой стали переменного сечения, после чего осуществляют нанесение эмали и сварку труб.
Недостатками способа является невозможность использования материалов, имеющих более низкую, чем эмаль, термическую стойкость (например, порошковые полимерные материалы) за счет выгорания покрытия в зоне термического влияния в процессе сварки труб и меньшей площади контакта между слоем нержавеющей стали и покрытием, что приводит к снижению качества покрытия трубопровода.
Цель изобретения - повышение защитных свойств покрытия, что достигается предохранением полимерного покрытия от термической деструкции при сварке труб в трубопровод.
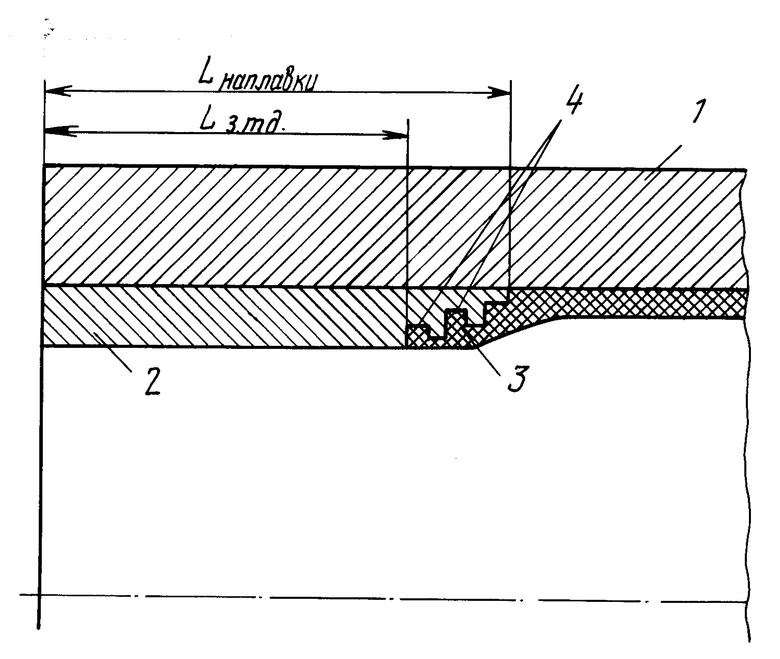
Изобретение поясняется чертежом.
На внутреннюю поверхность трубы 1, подготовленную известным способом под покрытие, наплавляют слой коррозионно-стойкой стали 2 на длину не менее длины зоны термической деструкции полимерного покрытия 3 (Lзтд). В слое коррозионно-стойкой стали по окружности трубы от границы зоны термической деструкции полимерного покрытия выполняют не менее одной канавки 4. Боковые стенки каждой канавки выполняют разными по глубине на величину не менее толщины наносимого полимерного покрытия 3. Максимальную высоту имеет боковая стенка со стороны торца трубы 1. На внутреннюю поверхность труб наносят покрытие 3 из полимерного материала с перекрытием канавок слоем наносимого материала покрытия.
Способ антикоррозионной защиты внутренней поверхности труб может быть осуществлен следующим образом.
Стальные трубы диаметром 114 мм, длиной 10 м и толщиной стенки 10 мм подвергают дробеструйной внутренней обработке. На внутреннюю поверхность концов труб на длину 36 мм (не менее длины зоны выгорания полимерного покрытия) наносят методом наплавки слой коррозионно-стойкой стали 06Х19Н9Т толщиной 2 мм. Для труб указанного типоразмера расчетная Lзтд составляет 32 мм, для порошковой краски П-ЭП-534 температура деструкции tд = 240о С.
В слое наплавленной стали по окружности трубы от границы зоны термического влияния выполняют 2 канавки U-образной формы. Боковые стенки каждой из канавок отличаются по глубине на 400 мкм.
Трубы нагревают до 230о С и на внутреннюю поверхность труб с перекрытием канавок наносят методом распыления покрытие из полимерной порошковой краски П-ЭП-534 толщиной 300 мкм.
Использование предлагаемого способа антикоррозионной защиты внутренней поверхности труб по сравнению с известными способами позволяет сохранить полимерное покрытие от выгорания при соединении в трубопровод, снизить трудовые и материальные затраты при нанесении покрытий из полимерных материалов и уменьшить энергетические затраты при перекачивании рабочей среды по трубопроводу в процессе его эксплуатации за счет увеличения проходного сечения трубопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1992 |
|
RU2037731C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1995 |
|
RU2103593C1 |
| СПОСОБ СВАРКИ ТРУБ С ВНУТРЕННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1991 |
|
RU2009822C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103594C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2034930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2011531C1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1992 |
|
RU2076991C1 |
| ПОТОЧНАЯ ЛИНИЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 1988 |
|
RU2017546C1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ПОДГОТОВКИ НЕФТЕПРОМЫСЛОВЫХ ТРУБ К ЭКСПЛУАТАЦИИ | 1992 |
|
RU2013196C1 |
| ИСКУССТВЕННЫЙ КЛАПАН СЕРДЦА | 1992 |
|
RU2007146C1 |
Сущность изобретения: на концевые участки внутренней поверхности труб наносят перед их сваркой слой корризионно-стойкой стали на длину, превышающую зону термического влияния сварки на полимерное покрытие с последующим нанесением его между границами этих зон. В нанесенном слое стали вне зоны термического влияния со стороны, противоположной торцу трубы, по ее окружности предварительно выполняют не менее одной канавки. К торцу трубы диаметр дна каждой из смежных канавок уменьшается на велечину не менее толщины покрытия и на ту же величину боковая со стороны торца трубы стенка каждой из канавок превышает стенку канавки. 1 ил.
СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, заключающийся в нанесении на концевые участки внутренней поверхности труб перед их сваркой слоя коррозионностойкой стали на длину, превышающую зону термического влияния сварки на полимерное покрытие с последующим нанесением его между границами этих зон, отличающийся тем, что в нанесенном слое стали вне зоны термического влияния со стороны, противоположной торцу трубы по ее окружности предварительно выполняют не менее одной канавки, причем к торцу трубы диаметр дна каждой из смежных канавок уменьшается на величину не менее толщины покрытия и на ту же величину боковая со стороны торца трубы стенка каждой из канавок превышает другую стенку канавки.
| БИБЛИОТЕКА | 0 |
|
SU372403A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
