Изобретение относится к эмалированию стальных труб и может быть использовано в производстве стальных эмалированных труб для химической, нефтехимической и других отраслей промышленности, где необходима надежная антикоррозионная защита сварного шва.
Известна технологическая линия эмалирования внутренней поверхности труб, включающая устройство по подготовке поверхности, механизмы перемещения и вращения труб, устройства для нанесения, сушки и обжига эмалевого шликера [1] У труб, эмалированных данным способом, т.е. имеющих равномерное покрытие по длине, не обеспечивается формирование эмалевого покрытия на сварном стыке при их сварке в трубопроводы.
Наиболее близким к изобретению по технической сущности является способ эмалирования внутренней поверхности труб, который включает подготовку поверхности труб, нанесение эмалевого шликера, его сушку, обжиг и охлаждение. Способ осуществляют с помощью поточной линии, включающей установку подготовки поверхности, устройства нанесения шликера, его сушки, обжига и установку охлаждения труб с эмалевым покрытием [2] При сварке трубопровода из труб, полученных указанным способом, в полевых условиях, особенно в зимнее время, не обеспечивается высокое качество защиты внутренней поверхности сварного шва.
Задачей изобретения является создание надежной защиты сварного шва от коррозии.
Поставленная задача решается за счет того, что в предлагаемом способе эмалирования стальных труб, включающем подготовку поверхности труб, нанесение эмалевого шликера, его сушку, обжиг и охлаждение труб с эмалевым покрытием, в отличие от прототипа после охлаждения труб до температуры 60-80оС на внутреннюю поверхность концов труб наносят шликерную пасту и осуществляют нагрев концов труб до температуры ее плавления. Кроме того, поточная линия эмалирования стальных труб, содержащая установленные по ходу технологического процесса и связанные механизмом вращательно-поступательного перемещения труб устройства подготовки поверхности, нанесения эмалевого шликера, его сушки, обжига и установку охлаждения труб, в отличие от прототипа дополнительно снабжена установкой обработки концов труб, размещенной после установки их охлаждения, включающей механизм вращения трубы, кольцевые нагревательные элементы и дозаторы для нанесения шликерной пасты на внутреннюю поверхность концов труб.
Технический результат, получаемый при осуществлении изобретения, выражается в том, что шликерная паста, наносимая на еще горячую эмалированную трубу, сплавляясь в процессе последующего нагрева с основным слоем эмалевого покрытия, создает на трубе утолщенный поясок, однородный по всей ширине с основным слоем. При этом сушка полученного утолщенного слоя проходит без дополнительных затрат времени и энергии за счет тепла самой трубы, охлаждение которой ведут до 60-80оС температуры, достаточной для осуществления процесса сушки эмалевой шликерной пасты.
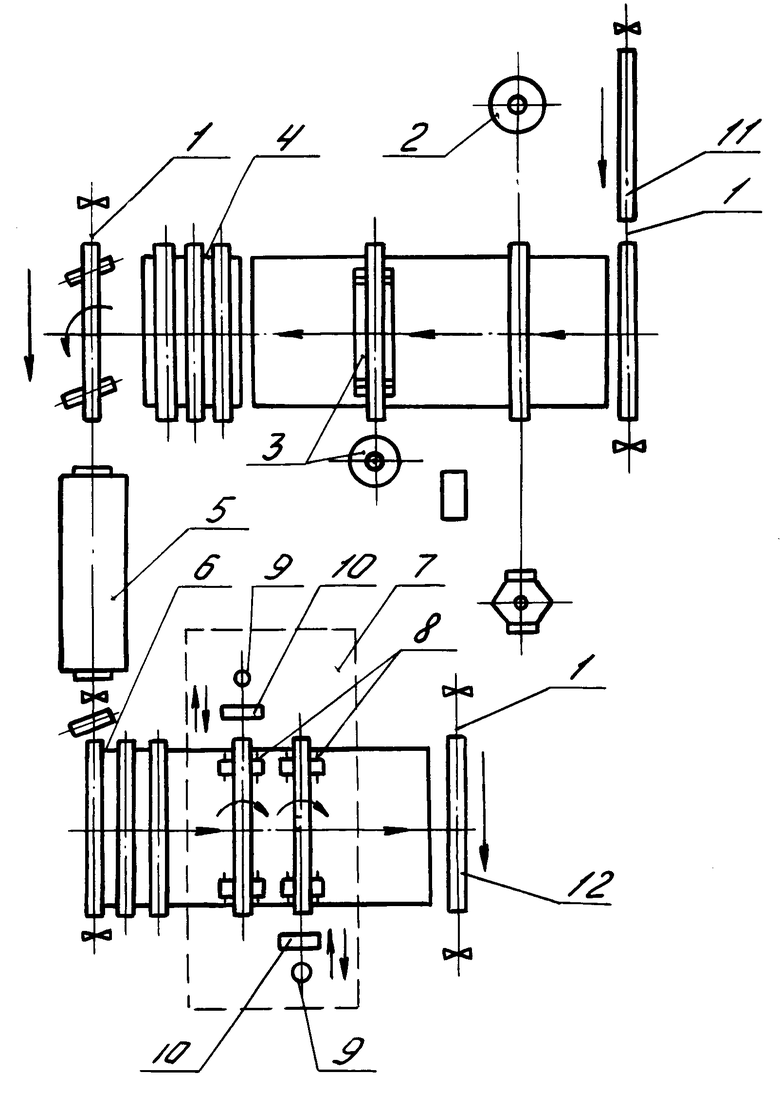
На чертеже представлена поточная линия эмалирования стальных труб.
Она включает механизмы вращательно-поступательного перемещения труб в виде рольгангов 1. Устройство 2 подготовки поверхности (в данном конкретном примере устройство дробеструйной очистки), устройство 3 нанесения эмалевого шликера, устройство 4 сушки, печь 5 обжига эмалевого покрытия, стеллаж-холодильник 6, и установку 7 обработки концов труб. Установка 7 включает механизмы 8 вращения труб, дозаторы 9 и кольцевые нагревательные элементы (индукторы) 10. Позицией 11 обозначена "черная труба", поступающая на линию эмалирования, позицией 12 эмалированная труба с утолщенным эмалевым покрытием на внутренней поверхности концевых участков.
Предлагаемый способ осуществляют следующим образом. Трубу 11 после термообезжиривания поверхности (не показано) с помощью рольганга 1 направляют к устройству 2 для дробеструйной очистки внутренней поверхности, а затем трубу устанавливают в кантователи (не показаны) устройства 3 для нанесения жидкого эмалевого шликера по известной технологии. Трубу с нанесенным шликером помещают в устройство 4 для сушки, после чего по рольгангу 1 ее направляют на обжиг в проходную печь 5. Прошедшую обжиг трубу укладывают на стеллаж-холодильник 6, где охлаждают до температуры 60-80оС производят визуальный контроль качества эмалированного покрытия и передают трубу на установку 7 обработки внутренней поверхности концов труб для нанесения утолщенного слоя шликерной пасты. Нанесение пояска производят поочередно на каждом концевом участке трубы. Для этого включают механизм 8 вращения трубы с частотой 10-60 об/мин, одновременно дозатором 9 подают порцию эмалевой пасты в количестве, определяемом диаметром обрабатываемых труб, после чего включают индуктор 10. Паста, спекаясь с эмалевым покрытием трубы, образует при остывании кольцевые утолщения эмали на внутренней поверхности торцов труб. Полученная труба 12 поступает по рольгангу на стеллаж готовой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1992 |
|
RU2037731C1 |
| СПОСОБ СВАРКИ ТРУБ С ВНУТРЕННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1991 |
|
RU2009822C1 |
| Способ изготовления труб с внутренним эмалевым покрытием | 1990 |
|
SU1773646A1 |
| ПОТОЧНАЯ ЛИНИЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 1988 |
|
RU2017546C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИЗГОТОВЛЕНИЯ И МОНТАЖА ТРУБОПРОВОДОВ С ПОМОЩЬЮ СВАРКИ | 1991 |
|
RU2053313C1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ПОДГОТОВКИ НЕФТЕПРОМЫСЛОВЫХ ТРУБ К ЭКСПЛУАТАЦИИ | 1992 |
|
RU2013196C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1992 |
|
RU2030675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2011531C1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1992 |
|
RU2076991C1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
Способ эмалирования внутренней поверхности стальных труб, предназначенных для сварки, включает подготовку поверхности, нанесение эмалевого шликера, его сушку, обжиг и охлаждение, а после охлаждения до 60 - 80°С на внутреннюю поверхность концов труб наносят шликерную пасту и осуществляют нагрев концов труб до температуры ее оплавления. 1 ил.
СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ, включающий подготовку поверхности, нанесение эмалевого шликера, его сушку, обжиг и охлаждение труб, отличающийся тем, что после охлаждения до 60 80oС на внутреннюю поверхность концов труб наносят шликерную пасту и осуществляют нагрев концов труб до температуры ее оплавления.
| Состояние и перспективы применения стеклоэмалевых покрытий в нефтяной промышленности | |||
| М.: ВНИИОЭНГ, Обзорная информация | |||
| Сер | |||
| Нефтепромысловое дело, вып.9, 1989, с.8-20. |
