Изобретение относится к зажимам для соединения и/или крепления многожильных проводов и способу их получения и может найти применение в контактной сети электрифицированных железных дорог или других областях техники, использующих узлы с многопроволочными проводами.
Многожильные провода контактной сети соединяют и/или крепят с помощью болтовых зажимов типа 048-2, 051-2, 052-1, 052-2, 053-1, 053-2, 053-3, 053-4, 053-5, 053-1-1, 053-1-2, 054, 054-1, 054-1 (КС-324), 054-2 (КС-324-1), 054-2, 054-1-1, 054-1-2, 055, 055-1, 055-2, 055-3, 055-4, 055-1-1 (смотри "Каталог арматуры контактной сети электрифицированных железных дорог". Департамент электрификации и электроснабжения Министерства путей сообщения Российской Федерации. - М.: ТРАНСИЗДАТ, 2000, с. 38, 43-55).
Известен зажим для соединения токопроводящей струны с проводом цепной подвески контактной сети (смотри патент 2115568, класс В 60 М 1/24, дата подачи заявки 14.04.1997 г., патентообладатель: Берент В.Я.).
Известен стыковой зажим для контактных проводов (смотри патент 2165858, класс В 60 М 1/24, дата подачи заявки 21.07.2000 г., патентообладатель: Порцелан А.А.).
Известен соединительный зажим (смотри патент 2165859, класс В 60 М 1/24, дата подачи заявки 21.07.2000 г., патентообладатель: Порцелан А.А.).
Перечисленные выше зажимы содержат плашки, имеющие контактную поверхность, и болтовые соединения. Плашки известных зажимов изготавливаются из медесодержащих сплавов путем горячей штамповки или литьем по выплавляемым моделям из бронзы, или литьем под давлением из латуни.
В настоящее время участились случаи хищения зажимов, плашки которых изготавливаются из цветных металлов, что приводит к аварийности на железных дорогах. Кроме того, изготовление плашек из медесодержащих сплавов, содержащих 76-95% меди, приводит к невысоким экономическим показателям, то есть к увеличению себестоимости соединительных зажимов.
Известен способ изготовления высокоплотных порошковых биметаллических изделий бронза-железо, выбранный в качестве прототипа (смотри патент 2090311, класс B 22 F 7/02, дата подачи заявки 10.12.1993 г., патентообладатель: Новочеркасский государственный технический университет).
Известный способ предусматривает формирование заготовки (плашки), включающее первоначальную засыпку порошка первого слоя с подпрессовкой его до пористости 40-45%, дальнейшую засыпку порошка второго слоя с окончательным совместным прессованием обоих слоев, их спекание.
Подпрессовка первого порошкового слоя в известном способе не обеспечивает стабильности прочностных свойств в местах контакта первого и второго слоев.
Задачей настоящего комплексного изобретения является:
- создание зажимов, которые по своим эксплуатационным характеристикам удовлетворяли бы нормативным требованиям по механическим и электрическим параметрам и при этом обеспечивали бы более высокие экономические показатели;
- снижение аварийности на железных дорогах за счет предотвращения хищения зажимов вследствие уменьшения процентного содержания цветных металлов, преимущественно меди.
Решение поставленной задачи и преимущества заявляемого комплексного изобретения вытекают из последующего подробного описания зажимов и способа их получения.
Для решения указанной задачи зажим для многожильных проводов контактной сети, содержащий плашки, имеющие контактную поверхность, и болтовые соединения, согласно предлагаемому изобретению плашки выполнены из композиционного порошкового материала на основе железа с добавками меди, никеля, фосфора и углерода при следующем соотношении компонентов, мас.%:
Железо - 92,9-96,0
Медь - 2,0-4,0
Никель - 1,0-2,0
Фосфор - 0,2-0,5
Углерод - 0,5-0,6
а контактная поверхность плашек выполнена из порошка меди или из порошка медного сплава.
Задача также решается за счет того, что в способе получения зажима, содержащего плашки и болтовые соединения, предусматривающем формирование заготовок плашек, включающее первоначальную засыпку порошка первого слоя и дальнейшую засыпку порошка второго слоя с окончательным совместным прессованием обоих слоев, их спекание и охлаждение, согласно предлагаемому изобретению способ дополнительно включает формирование заданного профиля поверхностей плашек после засыпки порошка первого и второго слоев, массовое соотношение которых составляет 80-85% - 15-20% соответственно, и антикоррозионное покрытие готовых плашек.
Согласно предлагаемому изобретению порошок первого слоя представляет собой композиционный порошковый материал на основе железа с добавками меди, никеля, фосфора, углерода, а порошок второго слоя содержит порошок меди или порошок медного сплава.
Как видно из вышеизложенного, плашки зажима для многожильных проводов контактной сети выполнены из порошкового материала. Причем для обеспечения механической прочности плашки зажимов выполнены из композиционного порошкового материала на основе железа с добавками меди, никеля, фосфора, углерода, а для обеспечения электрического контакта плашек с электропроводом контактные внутренние поверхности плашек выполнены из порошка меди или порошка медного сплава. Целесообразно, чтобы массовое соотношение композиционного порошкового материала на основе железа с добавками меди, никеля, фосфора, углерода и порошка меди или порошка медного сплава составляло 80-85% - 15-20%, это обеспечивало бы значительную экономию цветных металлов, преимущественно меди.
Предлагаемое соотношение компонентов в заявляемом техническом решении является оптимальным и найдено экспериментально. Все компоненты несут определенные функции, совокупность которых способствует повышению качества зажима и снижению его себестоимости за счет уменьшения процентного содержания меди. Так как по сравнению с известными техническими решениями плашки зажимов, изготовленные из бронзы и латуни, содержат 76-95% меди, а по предлагаемому техническому решению плашки зажимов, изготовленные из порошковых материалов, содержат 17-18% меди.
Новым в предлагаемом способе по сравнению с прототипом является то, что способ включает формирование заданного профиля поверхностей плашек после засыпки порошка первого и второго слоев и антикоррозионное покрытие готовых плашек. Формирование заданного профиля поверхностей плашек после засыпки порошка первого и второго слоев делает возможным получение изделий со сложной конфигурацией сопрягаемых поверхностей. Экспериментально установлено, что исключение операции подпрессовки порошкового материала, приведенной в прототипе, значительно увеличивает силу сцепления смеси за счет диффузионного проникновения порошков друг в друга, обеспечивая достаточную механическую прочность Р, превышающую допускаемую сдвигающую нагрузку Р2доп.=6 Кн в два раза, то есть Р≥2Р2доп.
Заявляемое техническое решение по сравнению с прототипом имеет новую совокупность существенных признаков, следовательно, соответствует критерию "новизна".
Приведенная совокупность отличительных признаков и достигаемый результат характеризуют единство изобретения и не следуют явным образом из изученного уровня техники, то есть имеет изобретательский уровень.
Заявляемое техническое решение может быть использовано в промышленности, следовательно, оно является промышленно применимым.
Сущность предлагаемого технического решения поясняется описанием конкретных примеров его выполнения и прилагаемыми чертежами, где:
- на фиг.1 представлен общий вид соединительного зажима;
- на фиг.2 - разрез А-А по фиг.1;
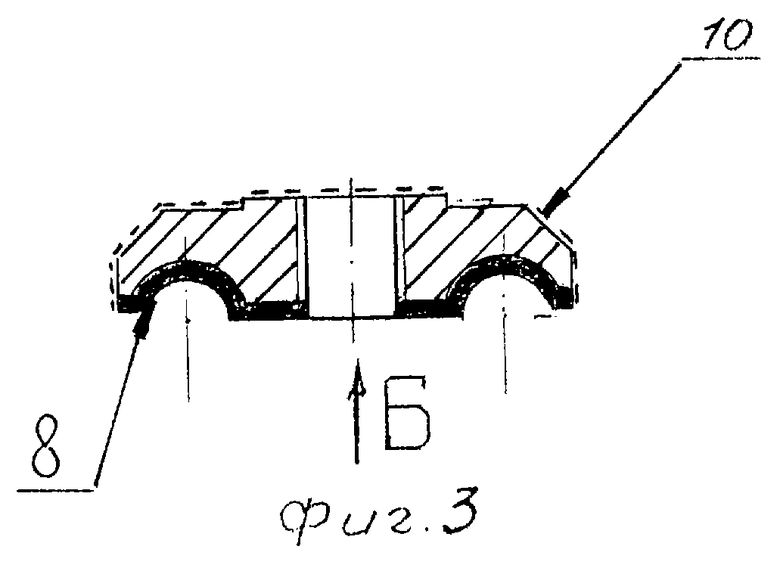
- на фиг 3 - плашка зажима;
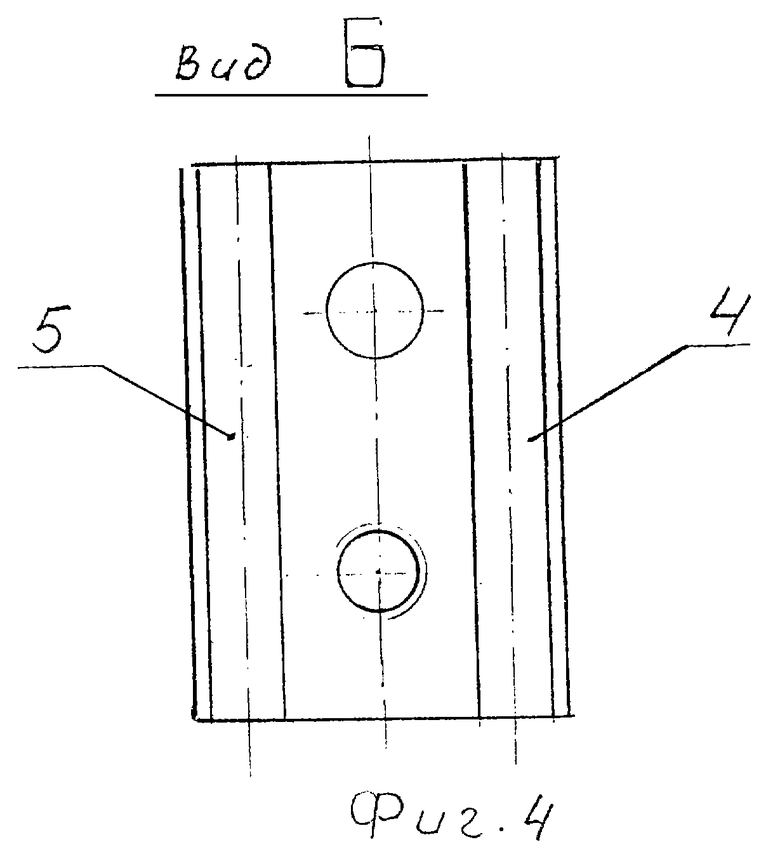
- на фиг.4 - вид Б по фиг.3.
- на фиг.5 представлен общий вид питающего зажима;
- на фиг.6 - разрез В-В по фиг.5;
- на фиг.7 - плашка зажима;
- на фиг.8 - вид С по фиг.7.
Пример конкретного выполнения.
Зажим содержит две плашки 1 и 2 (смотри фиг.2, 6), соединенные болтами 3. В обеих плашках образованы желоба 4 и 5 (смотри фиг.4, 8) для размещения в них многопроволочных проводов 6 и 7 (смотри фиг.1, 5). Плашки 1 и 2 содержат контактную внутреннюю поверхность 8 и 9 (смотри фиг.2, 6). Кроме того, плашки 1 и 2 содержат наружную поверхность 10 (смотри фиг.3, 7).
Предлагаемый способ осуществляется в следующей последовательности.
В смеситель загружают компоненты порошкового материала на основе железа с добавками меди, никеля, фосфора и углерода.
Смесь тщательно перемешивают в течение 30 мин. Порошок дозированной массы засыпают в матрицу. Так как при свободной засыпке порошок произвольно размещается в полости матрицы, его разравнивают по шаблону, имеющему ограничители высоты. При этом обеспечивается не только заданная высота заготовки плашки зажима, но и формируется заданный профиль поверхностей плашек. Затем засыпают порошок дозированной массы меди, разравнивают по шаблону, обеспечивая заданную общую высоту заготовки плашки, формируя при этом заданный профиль внутренней поверхности плашек. Навеска порошкового материала меди рассчитывается таким образом, чтобы получилось покрытие толщиной 1,0-1,5 мм. Заготовку зажима, сформированную из двух слоев порошковых материалов, прессуют при давлении 900 Кн. После чего заготовка подают на операцию спекания. Спекание осуществляют в электрической печи (муфельного типа в среде защитного эндогаза) при температуре 1000-1100oС в течение 1,5-2 ч. После спекания заготовки охлаждают, а затем они подвергаются окончательной обработке. Сначала нарезают резьбу, а затем покрывают наружную поверхность плашек антикоррозионным покрытием.
Как показали экспериментальные исследования, зажимы, выполненные по предлагаемому способу, по своим эксплуатационным характеристикам обеспечивают нормативные требования по механическим и электрическим параметрам.
Качество контактных поверхностей зажимов из порошковых материалов выше (R2= 8-16 мкм), чем качество контактных поверхностей бронзовых зажимов, получаемых литьем по выплавляемым моделям (R2=80 мкм).
Электрическое сопротивление контактной поверхности, выполненной из порошка меди, в 1,5-2 раза ниже, чем электрическое сопротивление контактной поверхности соединительных зажимов, выполненных из бронзы.
По результатам положительных стендовых и эксплуатационных испытаний предложенные зажимы рекомендованы к внедрению в производство.
Таким образом, предлагаемое комплексное техническое решение позволяет получить зажимы для многожильных проводов контактной сети, которые по своим эксплуатационным характеристикам обеспечивают нормативные требования по механическим и электрическим параметрам и имеют, при этом, более высокие экономические показатели.
Использование предлагаемых зажимов может снизить аварийность на железных дорогах за счет предотвращения хищения зажимов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНИТЕЛЬНЫЙ ЗАЖИМ | 2002 |
|
RU2247041C2 |
| ЗАЖИМ ДЛЯ СОЕДИНЕНИЯ ПРОВОДОВ КОНТАКТНОЙ ПОДВЕСКИ | 2004 |
|
RU2264932C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ ДЛЯ ПЛАШКИ СТЫКОВОГО ЗАЖИМА ДЛЯ КОНТАКТНЫХ ПРОВОДОВ, ПЛАШКА СТЫКОВОГО ЗАЖИМА, СТЫКОВОЙ ЗАЖИМ ДЛЯ КОНТАКТНЫХ ПРОВОДОВ | 2023 |
|
RU2810816C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНТАКТНЫХ ПЛАСТИН | 2002 |
|
RU2218628C2 |
| ЩЕКА КОНТАКТНОЙ ГОЛОВКИ | 2004 |
|
RU2283244C2 |
| Токосъемный элемент полоза электроподвижного состава | 1991 |
|
SU1796499A1 |
| Способ получения двухслойного композиционного материала для разрывных электрических контактов | 2022 |
|
RU2788836C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТА ДЕТАЛИ ДЛЯ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ, ПОЛУФАБРИКАТ ДЕТАЛИ И ДЕТАЛЬ ЭЛЕКТРИЧЕСКОГО КОНТАКТА | 2009 |
|
RU2497632C2 |
| Спеченный материал токосъемного элемента РОМАНИТ-УВЛШ, способ его получения и токосъемный элемент | 2016 |
|
RU2657148C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНОГО ПОСТОЯННОГО МАГНИТА | 2023 |
|
RU2819465C1 |





Изобретение относится к области железнодорожного транспорта, а именно к зажимам для соединения и/или скрепления многожильных проводов и способу их получения. Зажим для многожильных проводов контактной сети содержит плашки, которые имеют контактную поверхность и болтовые соединения. Плашки выполнены из композиционного порошкового материала на основе железа с добавками меди, никеля, фосфора и углерода при следующем соотношении компонентов, мас.%: железо 92,9-96,0; медь 2,0-4,0; никель 1,0-2,0; фосфор 0,2-0,5; углерод 0,5-0,6. Контактная поверхность плашек выполнена из порошка меди или из порошка медного сплава. Способ получения зажима, который содержит плашки и болтовые соединения, предусматривает формирование заготовок плашек, включающее первоначальную засыпку порошка первого слоя и дальнейшую засыпку порошка второго слоя с окончательным совместным прессованием обоих слоев, их спекание и охлаждение. Способ дополнительно включает формирование заданного профиля поверхностей плашек после засыпки порошка первого и второго слоев, массовое соотношение которых составляет 80-85% - 15-20% соответственно, и антикоррозионное покрытие готовых плашек. Технический результат - повышение механических и электрических характеристик зажима. 2 с. и 1 з.п. ф-лы, 8 ил.
Железо 92,9-96,0
Медь 2,0-4,0
Никель 1,0-2,0
Фосфор 0,2-0,5
Углерод 0,5-0,6
а контактная поверхность плашек выполнена из порошка меди или из порошка медного сплава.
| СТЫКОВОЙ ЗАЖИМ ДЛЯ КОНТАКТНЫХ ПРОВОДОВ | 2000 |
|
RU2165858C1 |
| Стыковой зажим контактных проводов контактной сети | 1990 |
|
SU1743939A1 |
| Устройство для соединения проводов или тросов контактной сети | 1990 |
|
SU1754509A1 |
| RU 94016272 A1, 10.10.1995 | |||
| Способ получения зубной пасты из углекислой магнезии и углекислого кальция | 1929 |
|
SU15563A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕХОДНОГО ЗАЖИМА | 2000 |
|
RU2166442C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ БРОНЗА - ЖЕЛЕЗО | 1993 |
|
RU2090311C1 |

