Изобретение относится к электротехнике и предназначено для использования в неразборных контактных соединениях электротехнических устройств методом радиального прессования кабеля или токопровода (имеющих любое число жил) с хвостовиком электрического контакта (наконечника), где необходимо, по условиям эксплуатации, обеспечение соединением помимо электрических параметров и механических характеристик при статической нагрузке.
Известен способ соединения медных жил, выполняемый в закрытых штампах, состоящих из двух полуматриц (ГОСТ 7386-80 «Наконечники кабельные медные, закрепляемые опрессовкой. Конструкция и размеры»).
Процесс прессования продолжают до смыкания полуматриц. Оборудование для реализации способа выбирают исходя из усилия прессования, это могут быть: пресс-клещи, механические прессы, гидравлические прессы. Указанный способ (согласно Приложения 1 вышеприведенного ГОСТа) рекомендуется выполнять с учетом геометрических размеров медных жил (сечение жилы 2,5÷16 мм2 и сечение жилы 16÷300 мм2).
К недостаткам указанного способа следует отнести то, что соединения не могут гарантированно обеспечить статическую нагрузку в пределах 30÷90% от временного сопротивления разрыва целого проводника (в зависимости от условий эксплуатации) из-за совокупности факторов: фиксированный периметр полости штампа, допуски на размеры наконечника, допуски на размеры жилы проводника. Немаловажным фактором является и увеличение сопротивления в месте деформации по сравнению с заготовкой из-за значительной пластической деформации юбки наконечника и самого проводника.
Известен способ, описанный в патенте №RU 2056680 (МПК H01R 43/04, дата публикации 1996.03.20) «Способ соединения многопроволочного провода с наконечником». В данном способе после зачистки конца провода и размещения его в трубчатом наконечнике производят обжим по периметру на двух продольно разнесенных участках до образования между ними поверхности, имеющей бочкообразную форму за счет раздутия материала многопроволочного провода.
Полученные таким образом соединения не могут обеспечивать статическую нагрузку по условиям эксплуатации из-за отсутствия изменения периметра (процесс опрессовки). Кроме того, указанный способ применим только для многопроволочного проводника.
В качестве прототипа взят способ, описанный в патенте № RU 2145457 (МПК H01R 43/04, дата публикации 2000.02.10) «Многоручьевый способ опрессовки наконечника». Данный способ включает обжатие механической опрессовкой несколькими поясами шестигранным контуром. Опрессовку при этом осуществляют одним обжатием с разной степенью обжатия поясов, с заданным диаметром обжатия по каждому поясу по показателям диапазона допустимой плотности тока по температуре перегрева.
У данного способа имеются аналогичные недостатки:
- полученные соединения недостаточно надежны, не могут также гарантированно обеспечить необходимых механических характеристик в условиях эксплуатации при статической нагрузке;
- имеет ограниченную область применения по длине хвостовика электрического контакта и по наличию фиксированного периметра полости штампа. При смене провода или наконечников необходимо подгонять полуматрицы шестигранных обжимок под наконечник.
Кроме того, в указанном способе используется иной принципиальный подход к опрессовке по допустимой плотности тока, а не по конкретным механическим характеристикам проводников.
Основная задача предлагаемого изобретения получить универсальный способ, обеспечивающий соединение, выдерживающее статическую нагрузку до 90% от временного сопротивления разрыва целого проводника, независимо от размеров и допусков на размер заготовок, а также позволяющий опрессовывать кабели и токопроводы как многопроволочные, так и однопроволочные.
Поставленная задача достигается за счет того, что деформирующее радиальное прессование равномерно распределяют на несколько деформирующих поверхностей (инструментов) заданной формы, повторяющей форму деформированного наконечника, установленных таким образом, что обеспечивается свободное истечение излишков металла, а окончание процесса деформации производят по достижении заданного давления, связанного с предельно допустимым соотношением Рпр>Р>0,9Рпр, при этом количество деформирующих поверхностей определяют исходя из графика зависимости наружного диаметра D наконечника от числа указанных поверхностей N, а размер радиальной ширины одной поверхности рассчитывают по формуле:

где t - радиальная ширина деформирующей поверхности,
ψ - относительное сужение образца,
R - наружный радиус хвостовика наконечника,
N - количество деформирующих поверхностей (инструментов),
S - толщина хвостовика наконечника.
На фиг.1 представлена зависимость количества деформирующих поверхностей (инструментов) N от наружного диаметра наконечника D.
Теоретическое обоснование предлагаемого способа.
Критерием качества опрессовки является относительное сужение образца  ,
,  ,
,
где ψ - относительное сужение образца
Fo - исходное значение площади поперечного сечения [мм2],
F - конечное значение поперечного сечения после деформации [мм2],
при этом  ,
,
где r - радиус деформированного наконечника,
R - наружный радиус хвостовика наконечника.
Так как радиальная ширина одной деформирующей поверхности (инструмента) t равна
 ,
,
где Nз - количество зазоров между поверхностями,
b - ширина зазора, т.к. b=1 [мм], а Nз=N
N - количество деформирующих поверхностей (инструментов),
L - длина наружной окружности деформированного наконечника [мм],
где t - радиальная ширина одной деформирующей поверхности (инструмента) [мм];
S - толщина хвостовика наконечника.
Значение деформирующего давления устанавливается исходя из технических характеристик применяемого оборудования на основе дифференцированной зависимости между развиваемыми прессом усилием и давлением в системе.
Расчет предельного давления осуществляется на основе теории пластических деформаций в нашем случае, так как мы имеем облойные канавки, которые выбираются по нормалям, процесс сводиться к вытяжке в зонах деформации и можно его рассматривать как схему вытяжки в вырезных бойках с оправкой (М.В.Сторожев, Е.А.Попов «Теория обработки металлов давлением». Москва. Государственное научно-техническое издательство машиностроительной литературы, 1957, стр.218),
где P - деформирующее усилие [Н],
σs - напряжение, при котором идет деформация материала без значительного увеличения силы деформирования [МПа], находится σт<σs≤σв, выбирается по справочнику для материала наконечника,
σв - временное сопротивление разрыву материала проводника [МПа],
l0 - ширина оправки [мм],
D - наружный диаметр наконечника [мм],
f - коэффициент трения скольжения всухую, выбирается по справочнику.
Рассчитав деформирующее усилие, выбираем нужное нам давление в гидросистеме.
Необходимое деформирующее усилие прессования выводится теоретически на основе механических характеристик применяемых материалов, из-за возможных потерь в системе «инструмент-деталь» допускается корректировка предельного давления в гидросистеме пресса на стадии наладки оборудования.
Требуемое предельное усилие, при котором начинается разрушение проводника, определяем по формуле (М.В.Сторожев, Е.А.Попов «Теория обработки металлов давлением». Москва. Государственное научно-техническое издательство машиностроительной литературы, 1957, стр.219)
где p - удельное давление  ,
,
σs - напряжение, при котором идет деформация материала без значительного увеличения силы деформирования [МПа],
σт<σs≤σв выбирается по справочнику для материала наконечника
l0 - ширина оправки [мм],
D - наружный диаметр наконечника [мм],
f - коэффициент трения скольжения всухую, выбирается по справочнику (Под редакцией А.Г.Рахштадта, В.А.Брострема Справочник металлиста. - Москва: Машиностроение, 1976, стр.294).
Р=πdlopf,
где Р - деформирующее усилие [Н],
d - наружный диаметр провода [мм],
lo=l-2×2.5×(D-do),
где l - длина жильной части наконечника,
do - внутренний диаметр жильной части наконечника.
Требуемое усилие разрыва соединения определяется по формуле:
где Pпр - предельное усилие, при котором начинается разрушение проводника [Н],
d - диаметр одной проволоки [мм],
σв - временное сопротивление разрыву материала проводника [МПа],
n - количество проволок в жиле [мм],
k - коэффициент 0,3 или 0,9 (ГОСТ 10434-82 «Соединения контактные»).
При этом должно выполняться условие Рпр>Р>0,9Рпр.
Для практического осуществления заявляемого способа использовалось специальное оборудование, специальный инструмент и фиксация расчетного давления.
Оборудование состоит из гидравлического пресса с радиальной и симметричной подачей восьмипозиционного инструмента (имеющего восемь деформирующих поверхностей), оснащенного переливным клапаном с регулировкой предельного давления в гидравлической системе.
На фиг.2 представлена схема размещения восьмипозиционного инструмента, имеющего восемь деформирующих поверхностей.
Пресс оснащается настраиваемым упором для ограничения подачи наконечника (трубки).
Инструмент со специальной формообразующей поверхностью, рассчитанный для формуемого материала, располагается в прессе по окружности с угловым шагом 45°.
На фиг.3 представлен общий вид наконечника после прессования.
Сам способ опрессовки состоит из следующих шагов:
- установить в пресс кулачки, соответствующие наконечнику,
- выставить давление на переливном клапане,
- выставить упор для наконечника,
- установить наконечник на кабель,
- ввести в полость формообразующего инструмента собранные детали в виде бойков, имеющих деформирующие поверхности.
Процесс деформации производят до достижения расчетного предельного давления в гидравлической системе исполнительного механизма пресса.
Осуществляя проверку соединения на прочность, было выявлено, что провод выдерживает нагрузки, рассчитанные по временному сопротивлению, а при их превышении рвется в ослабленном сечении, но не в зоне прессования.
Критерием качества опрессовки является относительное сужение образца
где ψ - относительное сужение образца,
Fo - исходное значение площади поперечного сечения [мм2],
F - конечное значение поперечного сечения после деформации [мм2].
Согласно кривым упрочнения и практическому опыту, например для медных наконечников, оно равно 0,2÷0,4 (М.В.Сторожев, Е.А.Попов «Теория обработки металлов давлением». Москва. Государственное научно-техническое издательство машиностроительной литературы, 1957, стр.23).
Пример реализации предложенного способа, основанного на методе радиального прессования
Способ осуществлялся на гидравлическом прессе с фиксацией по расчетному усилию прессования, основанному на теории пластической деформации. Производилось соединение токопровода (в том числе многожильного) с хвостовиком электрического контакта (наконечника).
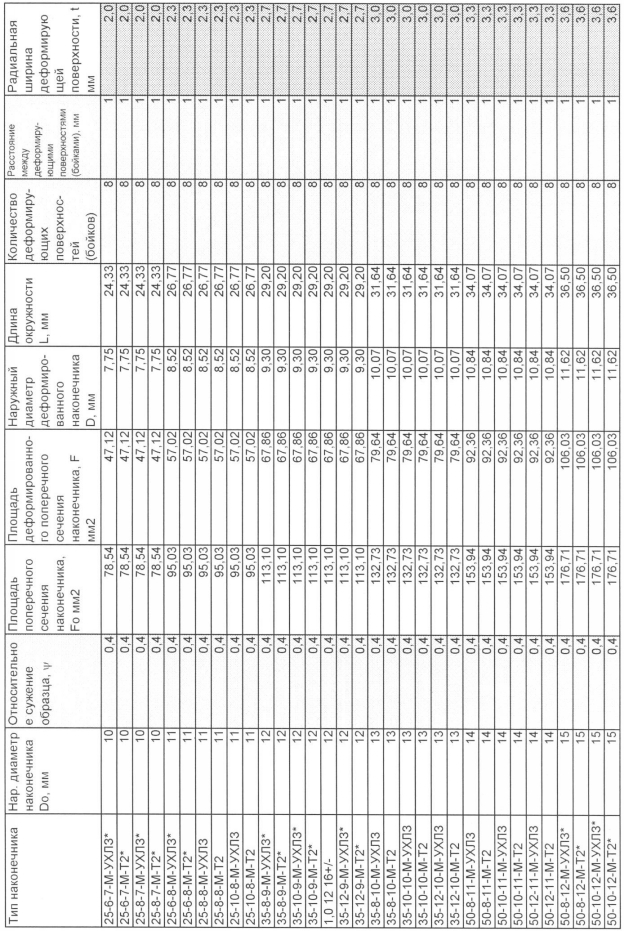
Процесс прессования заключался в равномерном распределении деформации по периметру хвостовика электрического контакта. Воздействие деформирующих поверхностей (бойков) инструмента позволило отказаться от закрытых штампов, обеспечив свободное истечение металла, и окончание процесса деформации осуществлять по заданному давлению. При этом ограничивающими факторами являлись относительное сужение образца ψ и толщина хвостовика наконечника S, которые и определяли количество деформирующих поверхностей (бойков), так как ширина деформирующей поверхности должна быть не менее толщины деформируемого материала. Например, для наконечников, рассчитанных на сечение 2,5÷4 мм2, при относительном сужении образца, равном 0,2, требуется 4 инструмента, для наконечников на сечение 6 мм2 при степени деформации 0,2 требуется 6 инструментов, а наконечников свыше 16 мм2 при степени деформации 0,4 требуется 8 инструментов.
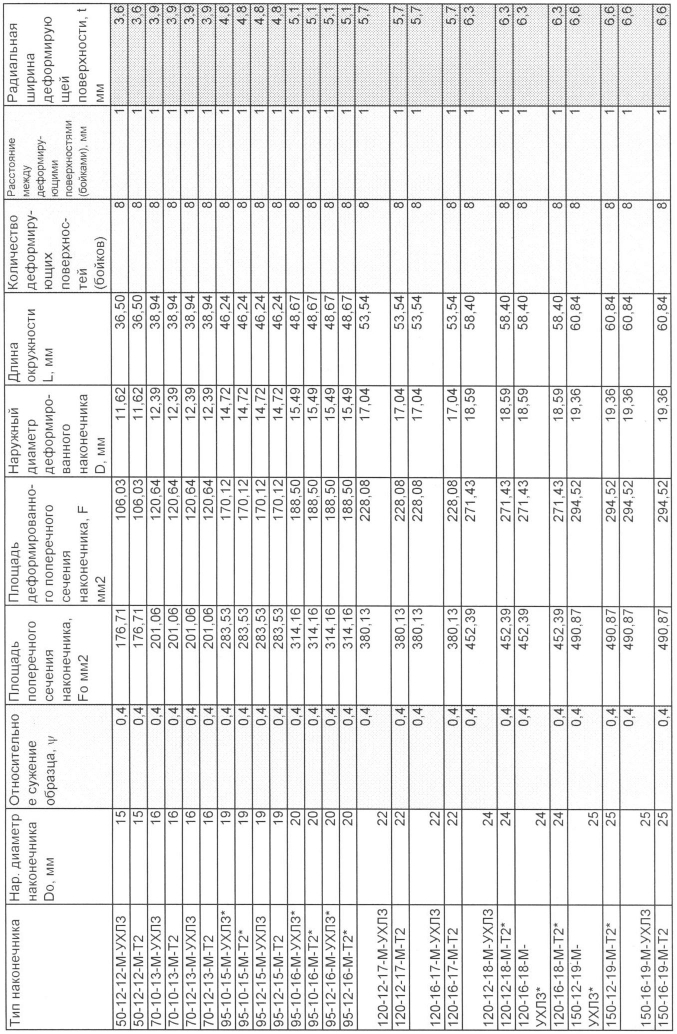
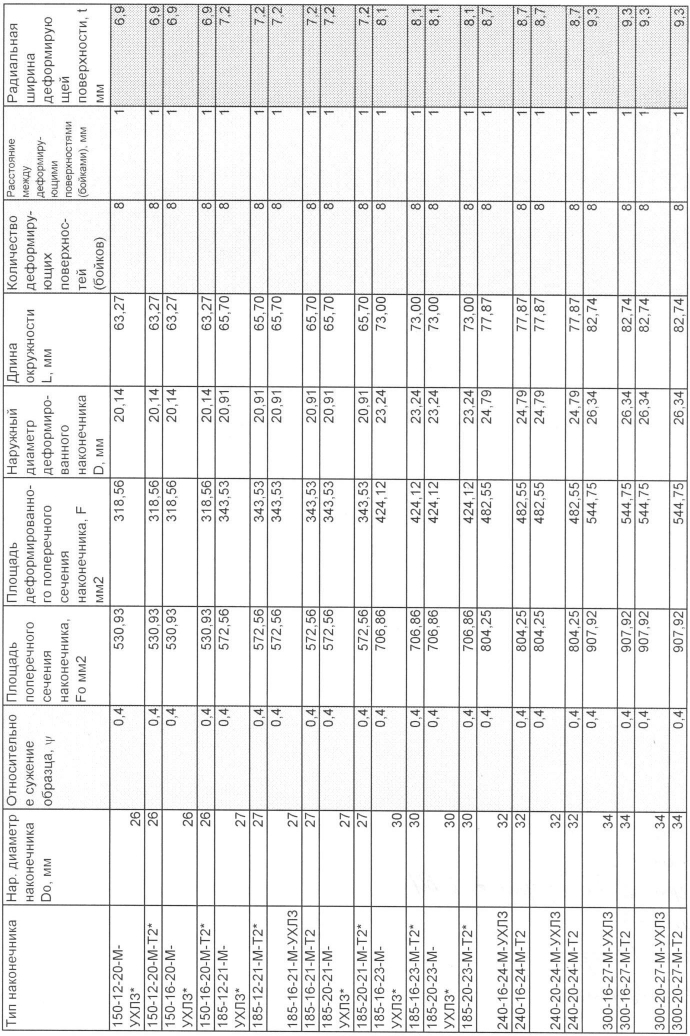
В «Таблице определения радиальной ширины деформирующей поверхности» представлена полученная расчетная зависимость данной величины t от типа наконечника, его наружного диаметра, площади поперечного сечения, количества деформирующих поверхностей.
Значение предельного давления устанавливалось исходя из технических характеристик применяемого оборудования на основе дифференцированной зависимости между развиваемыми прессом усилием и давлением в системе. Необходимое усилие прессования выводится теоретически на основе механических характеристик применяемых материалов, из-за возможных потерь в системе «инструмент-деталь» допускается корректировка предельного давления в гидросистеме пресса на стадии наладки оборудования, контролируемый параметр качества опрессовки - относительное сужение образца.
Так как для осуществления заявляемого способа использовалось специальное оборудование и специальный инструмент, то при расчете инструмента (в качестве примера) принимается радиус вогнутости инструмента равным радиусу деформированного наконечника:
 ,
, 

 , где Ru - радиус инструмента
, где Ru - радиус инструмента
для медных наконечников среднее значение

Минимальное расстояние между деформирующими поверхностями (бойками) в деформированном состоянии устанавливается не менее 1 мм, радиусы округления на кромках 0,3÷0,5 мм. Размер облойной канавки определяется условием постоянства объема с конусностью 8°÷12° по боковым граням бойков (М.В.Сторожев, Е.А.Попов «Теория обработки металлов давлением». Москва. Государственное научно-техническое издательство машиностроительной литературы, 1957, стр.39).
На основании приведенных доводов видно, что предлагаемый способ решает поставленную задачу и обеспечивает соединение, выдерживающее статическую нагрузку до 90% от временного сопротивления разрыва целого проводника, независимо от размеров и допусков на размер заготовок, а также позволяет опрессовывать кабели и токопроводы как многопроволочные, так и однопроволочные.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки наконечника с многожильным проводом | 1990 |
|
SU1757821A1 |
| СПОСОБ СОЕДИНЕНИЯ МНОГОПРОВОЛОЧНОГО ПРОВОДА С НАКОНЕЧНИКОМ | 1993 |
|
RU2056680C1 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2211512C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| Способ соединения многожильных проводников | 1990 |
|
SU1749960A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2457097C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО КАБЕЛЬНОГО СОЕДИНИТЕЛЬНОГО УЗЛА | 1986 |
|
RU2150166C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ С ПОВЫШЕННОЙ ЭЛЕКТРОПРОВОДНОСТЬЮ | 2006 |
|
RU2310250C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462340C2 |
Изобретение относится к электротехнике и предназначено для использования в неразборных контактных соединениях электротехнических устройств методом радиального прессования кабеля или токопровода с хвостовиком электрического контакта, где необходимо обеспечение полученным соединением помимо необходимых электрических параметров и механических характеристик при статической нагрузке. Задача способа - получить соединение, выдерживающее статическую нагрузку до 90% от временного сопротивления разрыва целого проводника, независимо от размеров и допусков на размер заготовок, при этом иметь возможность опрессовывать кабели и токопроводы как многопроволочные, так и однопроволочные. Деформирующее радиальное прессование, равномерно распределяют на несколько деформирующих поверхностей инструмента заданной формы, повторяющей форму деформированного наконечника, установленных таким образом, что обеспечивается свободное истечение излишков металла, а окончание процесса деформации производят по достижении заданного давления Р, связанного с предельно допустимым Рпр соотношением Рпр>Р>0,9Рпр, при этом количество деформирующих поверхностей определяют исходя из определенной зависимости наружного диаметра D наконечника от числа указанных поверхностей N, а размер радиальной ширины одной поверхности рассчитывают по определенной формуле. 3 ил., 1 табл.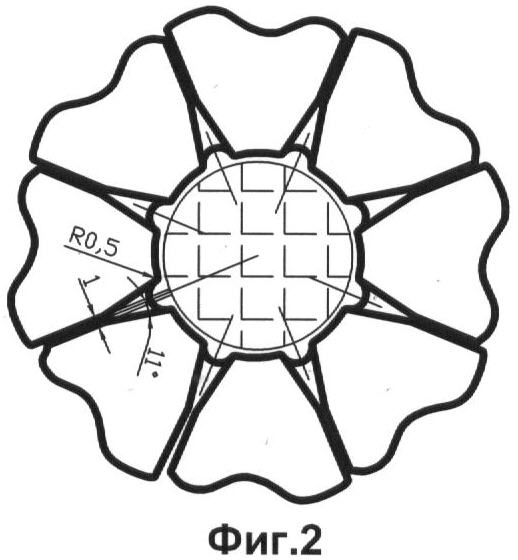
Способ опрессовки кабельных наконечников включающий размещение зачищенного конца кабеля или провода в трубчатый наконечник и прессование по его периметру, отличающийся тем, что деформирующее радиальное прессование равномерно распределяют на несколько деформирующих поверхностей заданной формы, повторяющей форму деформированного наконечника, установленных таким образом, что обеспечивается свободное истечение излишков металла, а окончание процесса деформации производят по достижении заданного давления Р, связанного с предельно допустимым Рпр, соотношением Рпр>Р>0,9Рпр, при этом количество деформирующих поверхностей определяют исходя из графика зависимости количества указанных поверхностей от наружного диаметра наконечника, а размер радиальной ширины одной деформирующей поверхности определяют по формуле:
 ,
,
где t - радиальная ширина одной деформирующей поверхности;
ψ - относительное сужение образца;
R - наружный радиус наконечника;
N - количество деформирующих поверхностей;
S - толщина хвостовика наконечника.
| МНОГОРУЧЬЕВОЙ СПОСОБ ОПРЕССОВКИ НАКОНЕЧНИКА | 1998 |
|
RU2145457C1 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2211512C2 |
| Способ подготовки черенков косточковых культур для прививки | 1986 |
|
SU1314981A1 |
| JP 4272678 A, 29.09.1992. | |||

