Изобретение относится к нанесению полимерных или иных отверждающихся при различных условиях материалов на поверхности произвольной формы и может быть использовано для герметизации компонентов, узлов и блоков РЭА, в частности для бескорпусной герметизации элементов интегральных схем, микросборок и печатных плат из стеклотекстолита, поликора, керамики, ситалла и т. п.
Известно, что герметизацию с помощью отверждающихся материалов можно производить разными технологическими методами: заливкой в корпуса, в кассеты, в формы, методом окунания, пропитки. Однако все они достаточно трудоемки, требуют сложных приспособлений.
Наиболее близким техническим решением является способ свободной заливки в открытые съемные формы, заключающийся в создании полости требуемой конфигурации вокруг заливаемого участка поверхности. Форма крепится к поверхности детали, и в нее вводится отверждающийся материал. После отверждения материала форма снимается с полученной отливки, очищается и может быть использована для последующей заливки (Роздзял П. Технология герметизации элементов РЭА. М. , 1981, с. 161). При осуществлении способа возникают трудности, связанные с обеспечением плотного прилегания формы к рельефной поверхности для исключения подтекания отверждающего материала из зоны герметизации. Наличие сквозных отверстий или расположение зоны герметизации на границе поверхности усугубляет проблему. Приходится усложнять конструкцию формы введением различного рода прижимов и прокладок или вводить в технологию временную герметизацию зазоров и отверстий съемными лаками, герметиками и т. п. Съемные формы трудоемки в изготовлении. Толщина покрытия определяет точность изготовления формы и дозировки отверждающегося материала. Поверхность свободной заливки в форме получается не плоской, с мениском.
Целью изобретения является повышение качества, увеличение выхода годных приборов за счет упрощения способа герметизации и снижение трудоемкости.
Цель достигается тем, что порция жидкого отверждаемого материала с помощью дозатора наносится на поверхность обрабатываемой детали, затем деталь переворачивается и устанавливается на упоры над формообразующей поверхностью с зазором. Жидкий герметизирующий материал растекается и заполняет зазор между формообразующей поверхностью и деталью, образуя после охлаждения покрытие, размер и форма которого определяются размером и формой формообразующей поверхности, а высота - величиной зазора. При этом материал формообразующей поверхности не должен иметь адгезии к герметизирующему материалу.
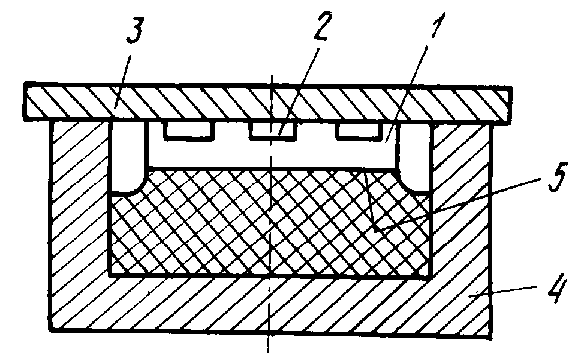
Изобретение поясняется чертежом.
Компаунд 1 наносится на поверхность герметизируемых компонентов 2 с помощью дозирующего устройства, плата 3 переворачивается компонентами вниз и в таком положении устанавливается в гнезде 4 многоместного приспособления над площадкой 5 (формообразующей поверхностью) из материала с антиадгезионным покрытием параллельно ей на расстоянии 1 мм на упоры.
После заполнения всех ячеек приспособления оно устанавливается в сушильный шкаф, где производится отверждение эпоксидного компаунда. По окончании отверждения приспособление охлаждается на воздухе до 50-60оС, затем платы легко снимаются с приспособления. Полученное покрытие не требует какой-либо доработки, а приспособление не требует очистки или смазки.
Способ локальной герметизации имеет следующие технико-экономические преимущества: принципиально упрощается конструкция приспособления для герметизации; можно герметизировать произвольное количество элементов, расположенных в любом месте платы, в том числе на краю с получением завивки любой конфигурации; снимает проблемы герметичного крепления приспособления к рельефной поверхности платы и герметизации отверстий от вытекания жидкого отверждающего материала; дает возможность получения не только плоских поверхностей заливки, но и криволинейных.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ БЕСКОРПУСНЫХ ЭЛЕМЕНТОВ | 2019 |
|
RU2741623C1 |
| Способ изготовления герметичного электронного модуля | 2018 |
|
RU2697458C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ЭЛЕКТРОННЫХ МОДУЛЕЙ, ТРЕХМЕРНЫЕ ЭЛЕКТРОННЫЕ МОДУЛИ | 2018 |
|
RU2705727C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФОРМООБРАЗУЮЩЕЙ ОПРАВКИ | 2008 |
|
RU2384410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ | 2006 |
|
RU2313418C2 |
| СПОСОБ ГУММИРОВАНИЯ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ | 1991 |
|
RU2031466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО ЭЛЕКТРОННОГО МОДУЛЯ И КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2469063C1 |
| Способ герметизации низкочастотных разъемов электрических жгутов и кабелей | 2020 |
|
RU2752853C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ МИКРОСБОРКИ | 2023 |
|
RU2803556C1 |
Использование: радиоэлектроника. Сущность изобретения: отверждаемый материал наносят на поверхность герметизируемых компонентов с помощью дозирующего устройства, плату переворачивают компонентами вниз и в таком положении устанавливают в гнездо приспособления над площадкой из материала с антиадгезионным покрытием параллельно ей с требуемым зазором и отверждают. 1 ил.
СПОСОБ ЛОКАЛЬНОЙ ГЕРМЕТИЗАЦИИ, включающий нанесение материала защитного покрытия и его отверждение на формообразующей поверхности, обладающей антиадгезионными свойствами к материалу защитного покрытия, отличающийся тем, что, с целью повышения выхода годных, после нанесения материала защитного покрытия деталь переворачивают и устанавливают на формообразующую поверхность с зазором, величина которого равна толщине готового защитного покрытия.

