Область техники
Изобретение относится к области сборки электронных компонентов в электронный модуль с расположением их в трехмерном пространстве, а именно – к способу сборки трехмерного электронного модуля.
Уровень техники
Из уровня техники известен трехмерный электронный модуль с шариковыми выводами (RU 2312425 C1, (Сасов Юрий Дмитриевич),10.12.2007), состоящий из отдельных бескорпусных электронных компонентов и/или микроплат, содержащих компоненты. При этом отдельные бескорпусные компоненты и/или микроплаты расположены параллельно относительно друг друга и имеют между собой электрическое и механическое соединение, а модуль защищен герметизирующей оболочкой и имеет внешние выводы. При этом модуль содержит, по меньшей мере, один формообразующий для данного модуля отдельный бескорпусной электронный компонент наибольший в плане размеров, а остальные бескорпусные электронные компоненты расположены в окнах подложек микроплат, имеющих размеры в плане, равные размерам отдельного бескорпусного электронного компонента максимальных размеров. При этом точность выполнения размеров в плане отдельных компонентов, а также микроплат должна обеспечить последующую их ориентированную склейку в пакет. Все компоненты, входящие в состав микроплат и отдельных компонентов, соединены между собой проводниками, выполненными преимущественно методом вакуумного напыления, проводники расположены на лицевых, торцевых и обратных поверхностях микроплат и отдельных компонентов, причем проводники, выходящие на торцевые поверхности микроплат и отдельных компонентов, служат как для соединения компонентов, находящихся на лицевых и обратных сторонах микроплат и отдельных компонентов, так и для последующего соединения их между собой. Склеенные по периметру между собой в пакет микроплаты и/или отдельные компоненты ориентированы на проводники, расположенные на их торцевых поверхностях, и образуют своими торцевыми поверхностями, по меньшей мере, одну общую плоскость для последующего формирования внешних выводов. По поверхностям пакета размещены проводники, соединяющие электрически микроплаты и/или отдельные компоненты, и по одной из поверхностей одновременно образующие контактные площадки для последующего формирования внешних шариковых выводов. При этом проводники выполнены преимущественно методом вакуумного напыления, герметизирующая оболочка обладает необходимыми механическими и электроизоляционными свойствами и имеет неизолированные окна в местах последующего формирования внешних выводов. На поверхности пакета, образованной торцами микроплат и/или отдельных компонентов, в окнах герметизирующей оболочки размещены шариковые внешние выводы, сформированные или закрепленные стандартными методами. Недостаток указанного трехмерного электронного модуля заключается в том, герметизация модуля осуществляется с помощью оболочки, которой покрывают модуль после его сборки, что повышает его сложность изготовления, заключающаяся в том, что после всех операций сборки модуля необходимо проводить еще операцию герметизации.
Из уровня техники известен способ сборки трехмерного электронного модуля (RU 2492549 C1, (Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Московский государственный технический университет имени Н.Э. Баумана" (МГТУ им. Н.Э. Баумана)), 10.09.2013), включающий размещение электронных компонентов и микроплат, имеющих контактные площадки на торцевых поверхностях, параллельно друг другу, электрическое соединение их по боковым поверхностям трехмерного электронного модуля, его контроль и герметизацию. При этом перед сборкой трехмерного электронного модуля на сопрягаемых поверхностях гарантированно годных электронных компонентов и микроплат формируют пространственно ориентированные контактные площадки для создания непрерывной линии конструкции модуля. Дозировано наносят склеивающий теплопроводный электроизоляционный состав на торцы микроплат, обеспечивая при этом монолитность и непрерывность клеевого шва, совмещают по контактным площадкам электронные компоненты и соединяют их. Полимеризуют склеивающий состав и очищают контактные площадки электронных компонентов и микроплат от пленки склеивающего состава. Напыляют на гранях склеенного трехмерного электронного модуля проводники, обеспечивающие необходимые соединения между электронными компонентами и микроплатами по их контактным площадкам и наращивают проводники, расположенные на гранях трехмерного электронного модуля. Недостаток указанного способа заключается в сложности сборки трехмерного электронного модуля, а также в снижении его надежности, так как в предложенном способе микроплаты склеивают по торцам, совмещая по контактным площадкам электронные компоненты, за счет чего невозможно получить ровную поверхность для последующего электрического соединения контактных площадок микроплат с помощью проводников, что скажется на качестве соединений между ними.
Из уровня техники известен способ сборки трехмерного модуля WO 0159841, (3D PLUS и др.), 16.08.2001, заключающий в том, что укладывают и собирают (100; 100 ') элементы, которые должны быть взаимосвязаны, разрезают (101; 101 ') через корпус или коробки рядом с указанными компонентами с образованием блока (6; М), выходящего за пределы секции соединительных проводников, создают (102; 102 ') электрические соединения между проводниками различных элементов на гранях упомянутого блока. Недостаток указанного способа заключается в снижении надежности и качества трехмерного электронного модуля, за счет отсутствия операций подготовки компаунда и заливочной оснастки.
За прототип принят способ сборки трехмерного модуля (US 9659846 B2, (3D PLUS), 23.05.2017), который заключается в следующем. Собирают стопку электронных упаковок и/или печатных монтажных плат. Стопку размещают на выводной рамке, которая содержит металлические выводы, каждый из которых имеет два конца, один по направлению к внутренней части рамки, а другой по направлению к внешней стороне. Внутренние концы проводов складывают примерно на 180 °, чтобы получить внутреннюю часть, включающую сложенные концы, которые предназначены для формования. Другая часть выводов является внешней частью, которая включает развернутые наружные концы, которые предназначены для выхода из 3D-модуль на заданной грани, вырезанной вдоль оси Z. На металлические выводы наносят металлическое покрытие, совместимое с последующими этапами склеивания и/или пайки внешней части. Размещают внешнюю часть между нижним и верхним защитными элементами, при этом внутреннюю часть оставляют свободной, и устанавливают выводную рамку и защитные элементы на держателе. Устанавливают стопку электронных упаковок и/или печатных монтажных плат, оборудованных по меньшей мере одним электронным компонентом и внешними контактами для электрического межсоединения электронных упаковок и/или печатных монтажных плат, таким образом, чтобы наложить внешние контакты на металлические выводы внутренней части. Формуют в эпоксидной смоле стопку электронных упаковок и/или печатных монтажных плат, покрывая внешние контакты и внутреннюю часть, и частично защитные элементы. Разрезают эпоксидную смолу, образуя грани, таким образом, чтобы оставить заподлицо проводящие секции внешних контактов и концов металлических выводов внутренней части, и удаляют смолу над защитными элемента. Металлизируют срезанные поверхности и удаляют держатель и защитные элементы, чтобы освободить металлические выводы внешней части. Недостаток указанного способа сборки заключается в том, что для электрического межсоединения монтажных печатных плат металлизированные поверхности среза обрабатывают с помощью травления, что может привести к некачественному контакту между монтажными печатными платами и повлиять на общую надежность трехмерного модуля.
Задачей заявленного изобретения является разработка такого способа сборки трехмерного модуля, который позволит повысить надежность трехмерного электронного модуля.
Раскрытие сущности изобретения
Технический результат заявленного изобретения заключается в повышении надежности трехмерных электронных модулей, изготовленных предложенными способами, за счет того, что производят подготовку технологической заливочной оснастки, которая предотвращает прилипание компаунда, производят приготовление компаунда, которое снижает вероятность дефектообразования внутри трехмерного электронного модуля, и формируют отдельные дорожки металлизации, которые повышают качество и надежность контактов между слоем металлизации и контактными площадками.
Технический результат достигается тем, что заведомо годные электронные компоненты монтируют на технологические подложки, имеющие контактные площадки на боковых гранях, технологические подложки располагают в технологической заливочной оснастке параллельно друг другу и совмещают контактные площадки, проводят операцию заливки компаунда в оснастку и его полимеризацию, производят срез боковых граней сформированного электронного модуля для открытия контактных площадок технологических подложек, очищают поверхности электронного модуля, методом трафаретной печати наносят проводящую пасту на поверхности электронного модуля и производят её отжиг, лазерным пучком локально удаляют слой пасты, тем самым формируя отдельные дорожки поверхностной металлизации, электрически соединяющую отдельные контактные площадки технологических подложек на боковых гранях трехмерного электронного модуля.
Данный способ сборки основывается на использовании гарантированно годных электронных компонентов. Применяются технологические подложки, имеющие контактные площадки на боковых гранях, при помощи которых в дальнейшем будет осуществляться электрическое соединение нескольких функциональных блоков. После монтажа электронных компонентов на технологические подложки проводится тестирование сформированного на подложке функционального блока. Тестирование осуществляется при помощи специализированного контрольно-измерительного оборудования, которое применимо под конкретный конструктив изделия. В случае выявления ошибок в работе блока либо неисправности компонента, производится анализ функционального блока и замена бракованных компонентов. Затем тестирование функционального блока повторяется, дальнейшая сборка электронного модуля производится только при прохождении тестирования с положительным результатом, когда отсутствуют ошибки в работе функционального блока и/или неисправности электронного компонента.
Следующим этапом сборки является подготовка технологической заливочной оснастки к проведению операции заливки и полимеризации теплопроводящего электроизоляционного компаунда. Для предотвращения эффекта прилипания компаунда к поверхностям оснастки и простого извлечения готового электронного модуля после полимеризации компаунда необходимо провести операцию очистки данной оснастки от посторонних веществ, загрязнений, высушить оснастку и нанести разделительную смазку, которая имеет антиадгезионные свойства. Очистка технологической оснастки осуществляется посредством ее отмывки в специальных жидкостях-растворителях, подбираемых под материал самой оснастки. Как правило, для данной цели используется спирт, т.к. он является универсальным растворителем для многих органических веществ. После отмывки проводится процесс сушки технологической оснастки при повышенной температуре, после которой следует операция нанесения разделительной смазки. Возможно применение нескольких типов смазки: на масляной основе, на основе силиконов или восков. Смазка наносится равномерным тонким слоем на поверхности оснастки аэрозольным методом.
Осуществляется позиционирование технологических подложек со смонтированными на них проверенными электронными компонентами в технологической оснастке. Подложки располагаются «этажами», одна над другой. Большое значение при таком расположении подложек имеет их параллельность, т.к. от этого зависит совмещение контактных площадок. Контактные площадки технологических подложек позиционируют как можно точнее, одна над другой.
Следующим этапом является приготовление теплопроводящего электроизоляционного компаунда и его заливка в подготовленную технологическую заливочную оснастку, в которой располагаются технологические подложки. Приготовление многокомпонентного компаунда осуществляется любым известным способом.
При приготовлении компаунда возможно образование дефектов – газовых пузырей в его объеме. Наличие данного дефекта в готовом изделии является крайне негативным, так как структура уже не является монолитной, снижается показатель механической прочности и сопутствующие ему характеристики. При высокой дефектности компаунда возможно образование трещин с нарушением герметичности внутренних компонентов электронного модуля. Для предотвращения образования пузырей газа в объеме компаунда применяется операция двойной дегазации в условиях вакуума: дегазация компаунда непосредственно после приготовления, затем дегазация после заливки его в технологическую оснастку. В условиях вакуума пузыри газа расширяются и выталкиваются из объема на поверхность жидкого компаунда, тем самым снижается вероятность дефектообразования внутри электронного модуля. Для повышения текучести и уменьшения вязкости жидкого компаунда, а, следовательно, лучшего заполнения объема оснастки и мелких полостей между электронными компонентами на технологических подложках, возможно производить предварительный нагрев компаунда перед операциями дегазации. Предварительный нагрев применим не со всеми типами компаундов, для некоторых типов повышение температуры будет являться катализатором полимеризации, что приведет к преждевременному отверждению состава. Наиболее технологичным вариантом проведения операции заливки является использование автоматизированной вакуумной системы, в которой технологическая оснастка располагается в вакуумной камере с пониженным давлением, а жидкий дегазированный компаунд подается в оснастку через дозатор.
Проводится операция полимеризации компаунда. Компаунды подразделяются по принципу холодного и горячего отверждения. При использовании компаунда горячего отверждения необходимо учитывать максимально возможную температуру воздействия на электронные компоненты и технологическую заливочную оснастку. Температура технологического процесса отверждения компаунда не превышает максимальную температуру воздействия на компоненты и оснастку. Большинство компаундов горячего отверждения имеют сложный температурный профиль полимеризации, поэтому для данного процесса применяются сушильные шкафы либо климатические установки с возможностью программного задания температурного режима, состоящего из нескольких этапов.
После полимеризации компаунда электронный модуль извлекается из технологической оснастки. Если не уделить должного внимания разделительным покрытиям на этапе подготовки заливочной формы, то есть вероятность повреждения модуля при его извлечении вследствие прилипания компаунда.
Далее следует операция обрезки сформированного трехмерного электронного модуля. Обрезка необходима для открытия контактных площадок технологических подложек, которые в результате предыдущей операции остались в объеме компаунда. Обрезку осуществляют посредством оборудования, позволяющего обеспечить минимальную шероховатость поверхности боковых торцов трехмерного электронного модуля. Производится срез с боковых граней сформированного трехмерного электронного модуля. Для данной операции используются высокоскоростные программируемые отрезные станки с возможностью управления скоростью вращения режущего диска и передвижения электронного модуля на платформе. Также применимы высокоскоростные фрезерные станки с ЧПУ (числовым программным управлением), в которые устанавливается электронный модуль, и по заданной оператором программе происходит его обработка по периметру. От используемого оборудования зависит показатель шероховатости поверхности боковых торцов модуля, которая оказывает влияние на процесс металлизации. Максимальная адгезия металлического электропроводного слоя с отверждённым компаундом и контактными площадками технологических подложек достигается при минимальной шероховатости поверхности.
Перед операцией формирования сплошной поверхностной металлизации электронный модуль проходит процедуру очистки, чтобы исключить влияние возможных загрязнений на качество проводящего слоя. Процедуру очистки трехмерного электронного модуля возможно осуществлять в установках струйной отмывки и УЗ-ваннах.
Далее формируют сплошную поверхностную металлизацию методом трафаретной печати. Для этого полимерную токопроводящую пасту на основе серебра высокой степени перетира наносят на подготовленные поверхности трехмерного электронного модуля через трафарет в виде сетки с малым числом нитей на единицу площади. Это необходимо для беспрепятственного проникновения пасты через ячейки трафарета. Толщина покрытия поверхности пастой зависит от применяемых трафаретов. После нанесения пасты проводится её отверждение в сушильном шкафу либо климатической камере.
Полученная сплошная поверхностная металлизация соединяет и закорачивает контактные площадки всех функциональных блоков, расположенных внутри электронного модуля. Для формирования финальных отдельных дорожек поверхностной металлизации используют лазер. При помощи лазерного пучка локально удаляют участки токопроводящей пасты, тем самым образуют отдельные дорожки металлизации, коммутирующие необходимые контактные площадки согласно электрической схеме трехмерного электронного модуля. Параметры лазера: мощность, длительность и частота импульса, скорость перемещения лазерного пучка, выбирают такими, чтобы обеспечить удаление слоя металлизации на всю его глубину, и минимальное влияние на нижележащую поверхность компаунда.
Формирование сплошной поверхностной металлизации можно выполнить также гальваническим методом. Применение данного метода включает в себя следующие типовые операции: обезжиривание поверхности электронного модуля, травление компаунда на основе эпоксидной смолы, промывка, повторное обезжиривание, сенсибилизация поверхности, затем ее активация и никелирование.
Альтернативным трафаретному и гальваническому нанесению сплошной металлизации является метод трехмерной печати дорожек металлизации с использованием электропроводных материалов. При помощи метода трехмерной печати сразу же формируют необходимые отдельные дорожки поверхностной металлизации, коммутирующие контактные площадки технологических подложек, без применения лазера.
Таким образом, предложенными способами изготавливаются трехмерные электронные модули с высокой надежностью, обладающие высокой радиационной стойкостью, химической стойкостью, стойкостью к климатическим факторам и механической прочностью.
Краткое описание чертежей
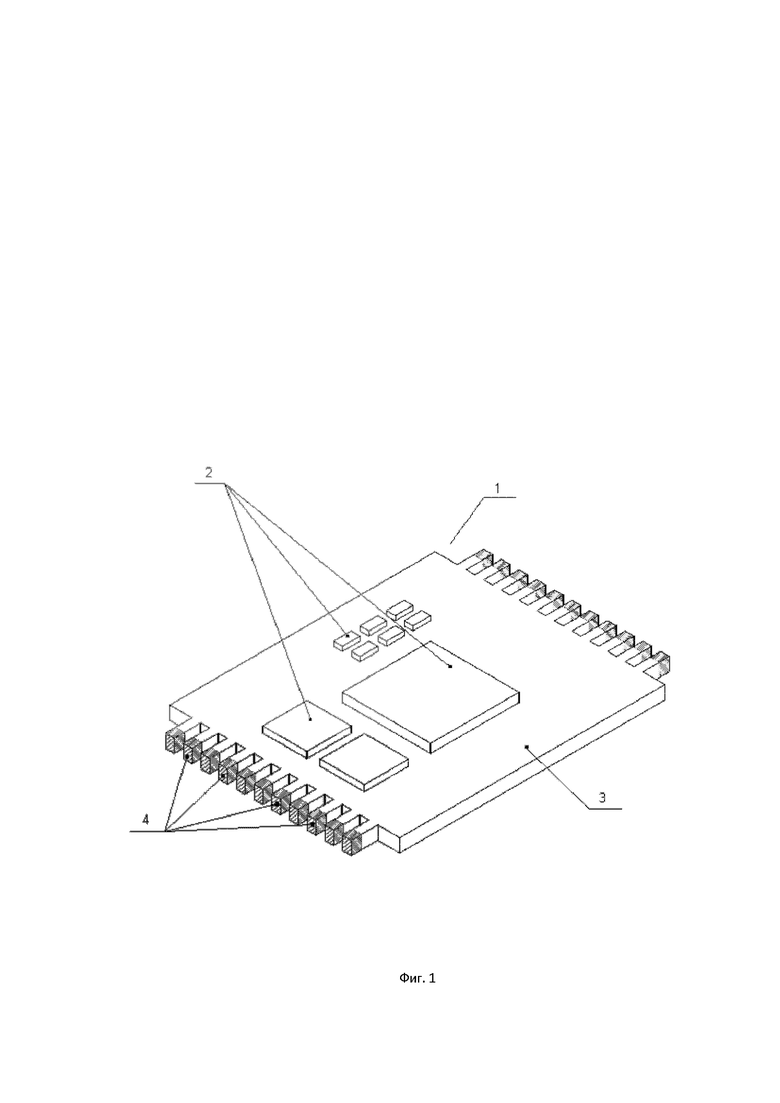
Фиг. 1 – Функциональный блок, полученный путем монтажа заведомо годных электронных компонентов на технологические подложки.
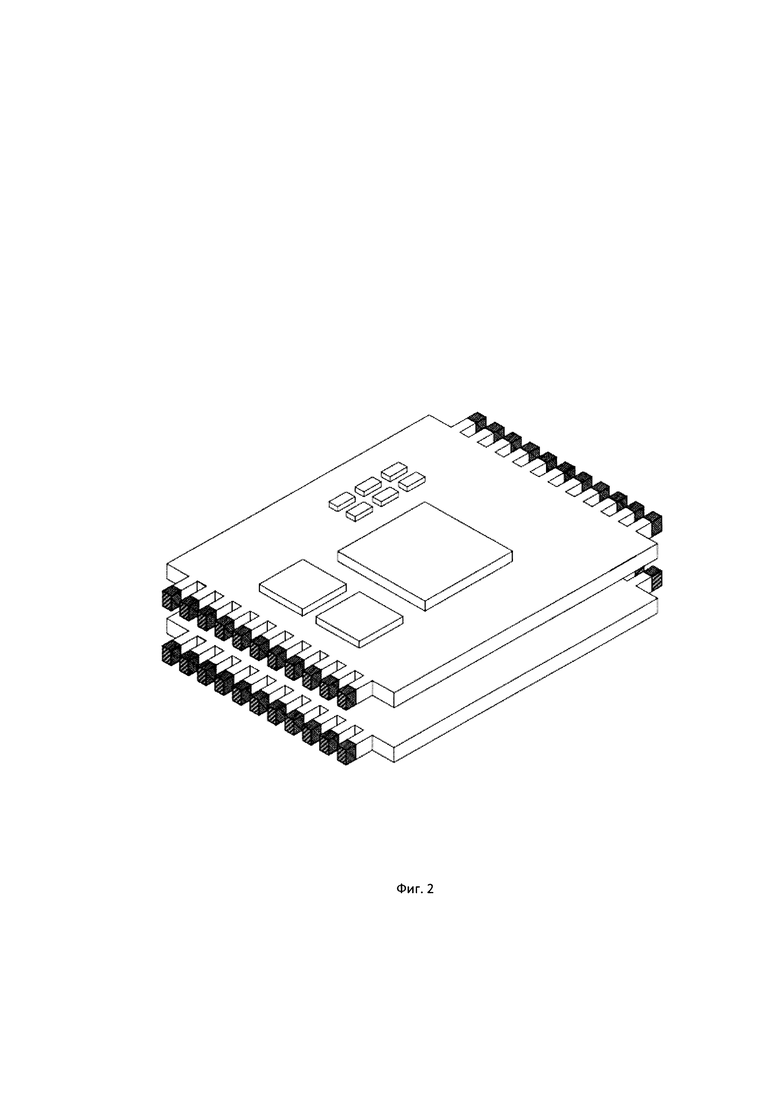
Фиг. 2 – Сборка в пакет (стек) функциональных блоков.
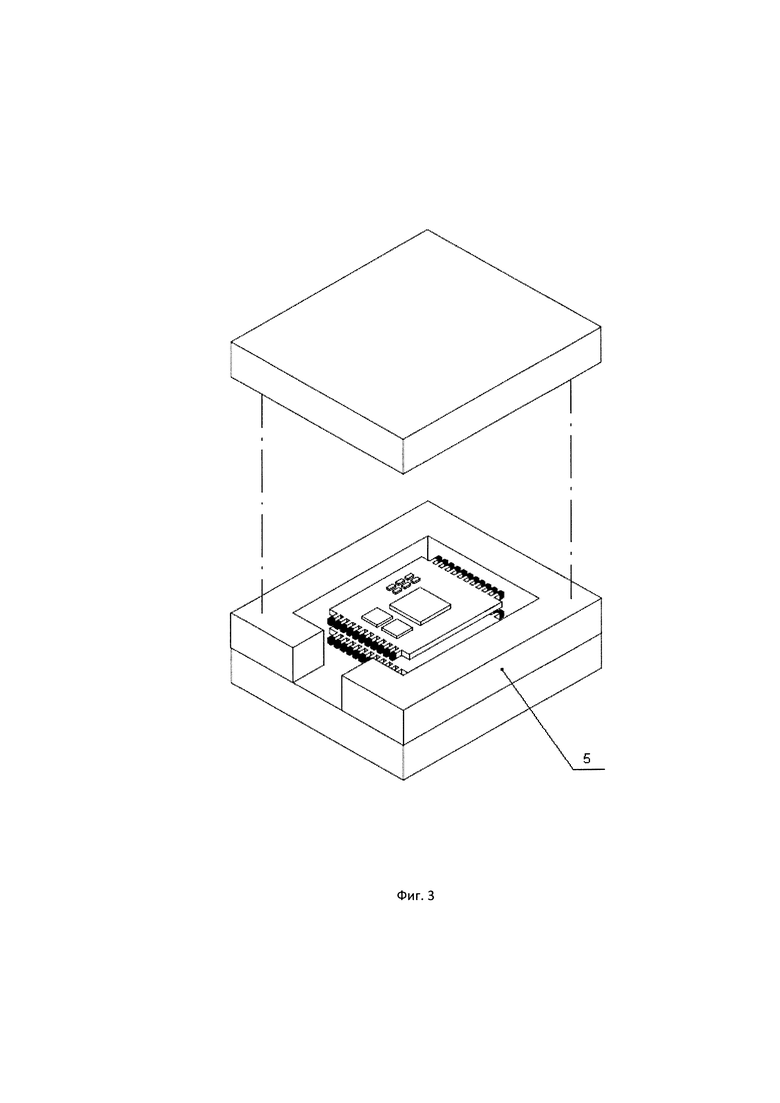
Фиг. 3 – Расположение пакета (стека) функциональных блоков в технологической оснастке.
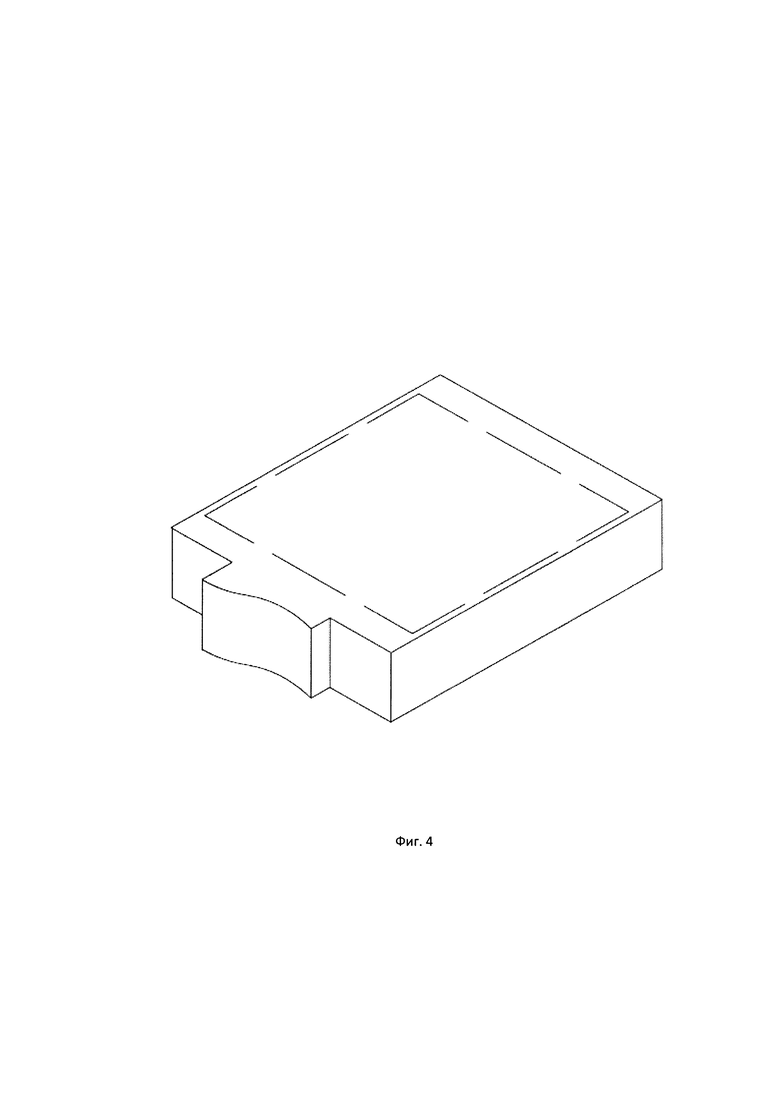
Фиг. 4 – Сформированный трехмерный электронный модуль после полимеризации компаунда.
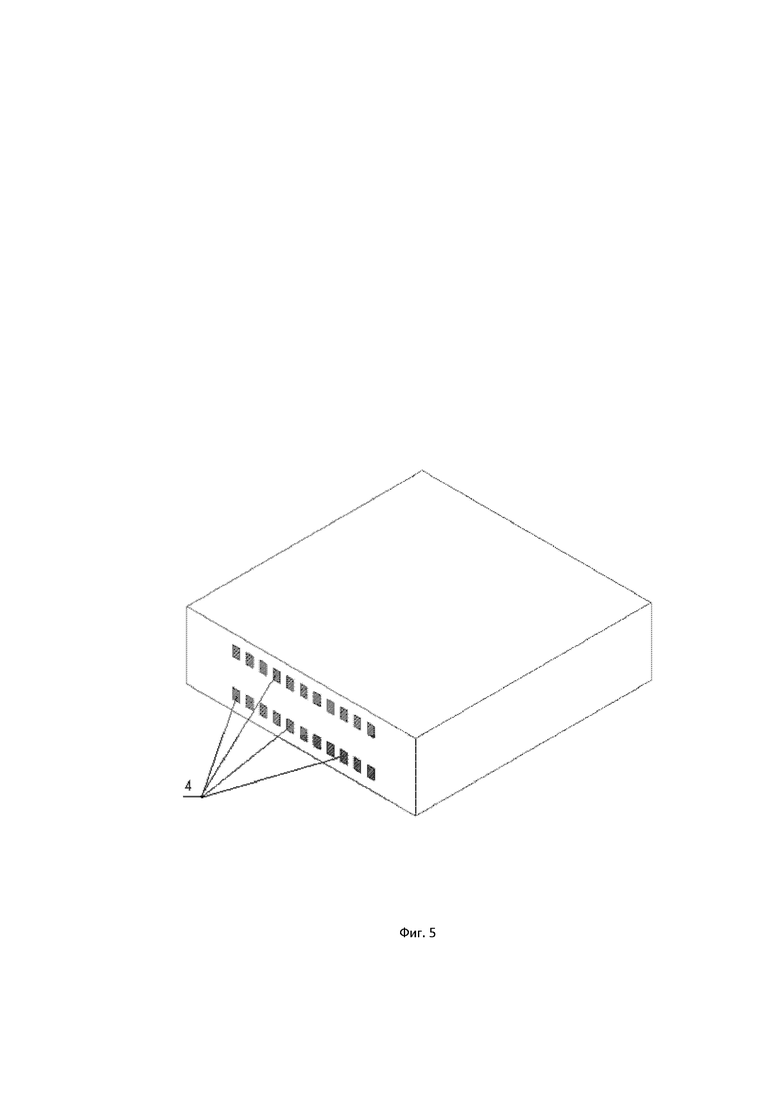
Фиг. 5 – Трехмерный электронный модуль после обрезки боковых граней.
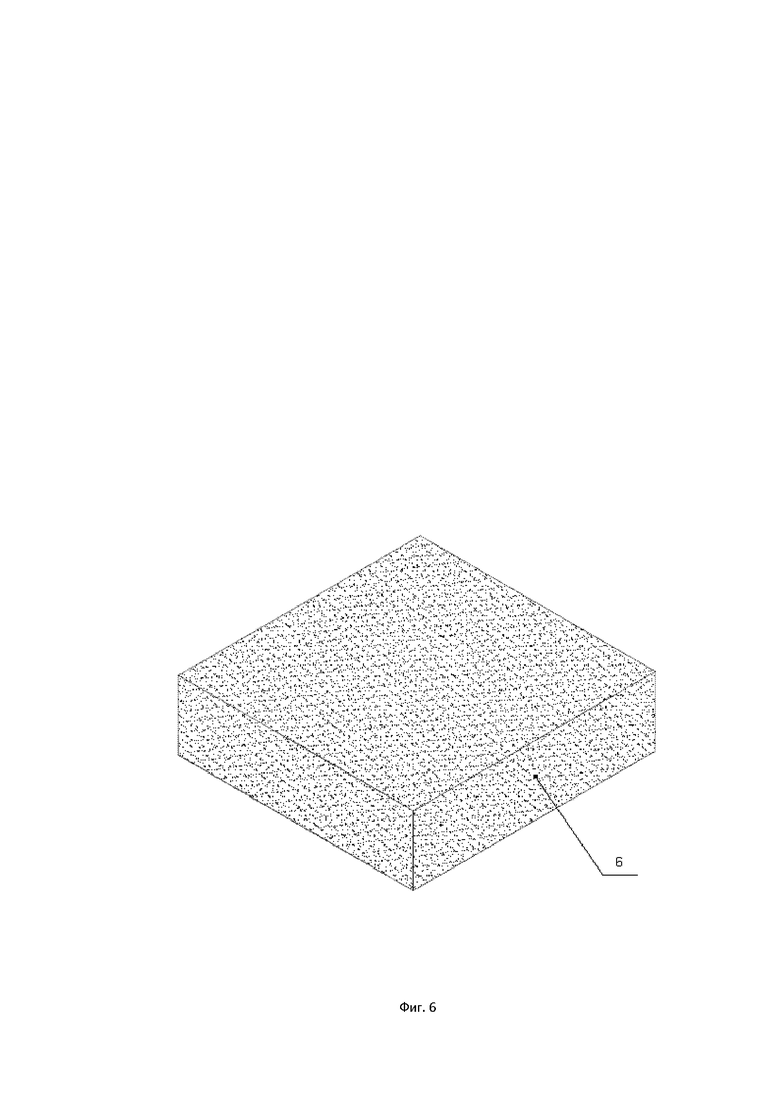
Фиг. 6 – Трехмерный электронный модуль со сплошной поверхностной металлизацией.
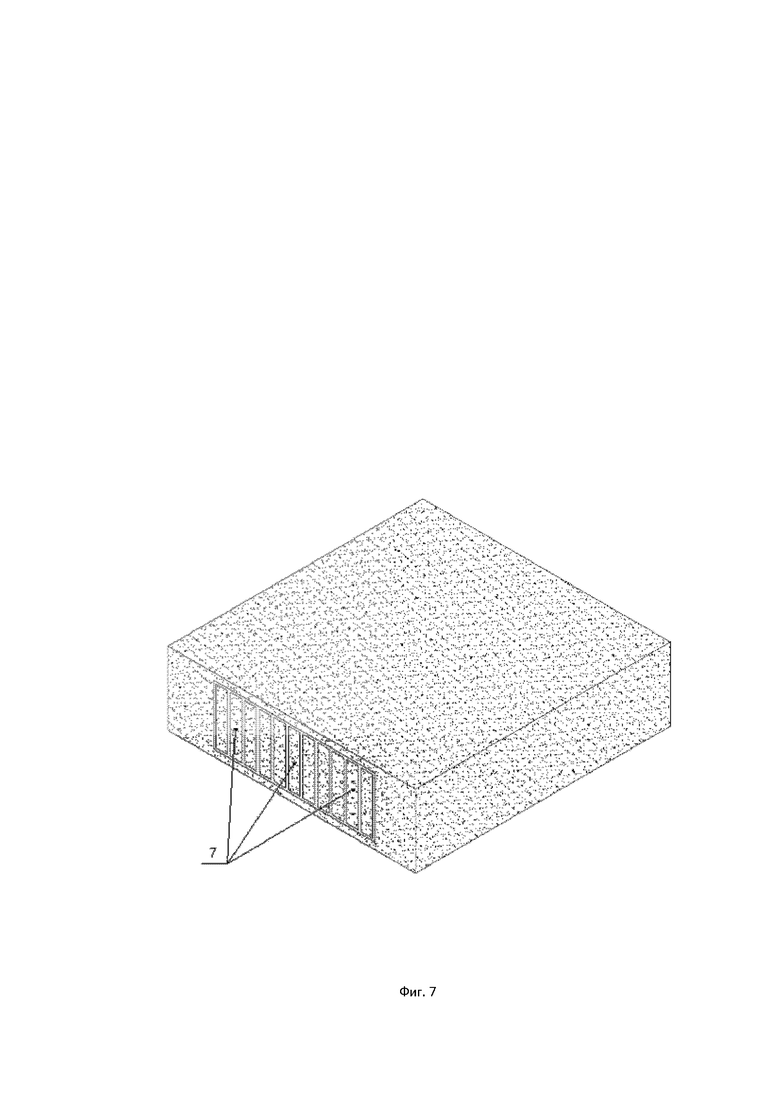
Фиг. 7 – Готовый трехмерный электронный модуль с отдельными дорожками поверхностной металлизации.
Осуществление изобретения
На фиг. 1 показан функциональный блок 1, который получают путем монтажа электронных компонентов 2 на технологическую подложку 3. Технологическая подложка 3 имеет на боковых гранях контактные площадки 4, при помощи которых в дальнейшем будет осуществляться электрическое соединение нескольких функциональных блоков 1. В предложенном способе изготовления трехмерного электронного модуля используют заведомо годные электронные компоненты 2. После монтажа электронных компонентов 2 на технологические подложки 3 проводят тестирование сформированного на подложке функционального блока 1. В случае выявления ошибок в работе блока либо неисправности компонента, производят анализ функционального блока 1 и замена бракованных компонентов. Затем тестирование функционального блока 1 повторяют, и дальнейшую сборку трехмерного электронного модуля производят только при положительном результате прохождении тестирования.
Как показано на фиг. 2 по меньшей мере два функциональных блока 1 собирают в пакет (стек), параллельно («этажами») один над другим. При этом очень важно, чтобы контактные площадки 4 технологических подложек 1 были расположены как можно точнее, одни над другими. Затем, указанные функциональные блоки 1 помещают в технологическую оснастку 5, которую перед этим подготовили (фиг. 3).
Подготовка технологической заливочной оснастки 5 к проведению операции заливки и полимеризации теплопроводящего электроизоляционного компаунда производят для предотвращения эффекта прилипания компаунда к поверхностям оснастки и простого извлечения готового электронного модуля после полимеризации компаунда. Технологическую заливочную оснастку 5 очищают от посторонних веществ, загрязнений с помощью спирта, затем проводится процесс сушки технологической заливочной оснастки при повышенной температуре, после наносят разделительную смазку на масляной основе или на основе силиконов или восков, которая имеет антиадгезионные свойства. При этом смазку наносят равномерным тонким слоем на поверхности оснастки аэрозольным методом.
Затем осуществляют приготовление теплопроводящего электроизоляционного компаунда и производят его заливку в подготовленную технологическую заливочную оснастку, в которой располагаются технологические подложки. При приготовлении компаунда для предотвращения образования пузырей газа в объеме компаунда применяют операцию двойной дегазации в условиях вакуума, при которой производят дегазацию компаунда непосредственно после приготовления, а затем производят дегазацию после заливки его в технологическую оснастку. В условиях вакуума пузыри газа выталкиваются из объема на поверхность жидкого компаунда, тем самым снижается вероятность дефектообразования внутри электронного модуля.
Затем компаунд заливают в технологическую оснастку и осуществляют его полимеризацию. Для заливки компаунда используют автоматизированную вакуумную систему, в которой технологическая заливочная оснастка располагается в вакуумной камере с пониженным давлением, а жидкий дегазированный компаунд подается в оснастку через дозатор. В заявленном способе могут использоваться компаунды холодного и горячего отверждения. При использовании компаунда горячего отверждения необходимо учитывать максимально возможную температуру воздействия на электронные компоненты и технологическую заливочную оснастку. Важно, чтобы температура технологического процесса отверждения компаунда не превышала максимальную температуру воздействия на компоненты и оснастку. Для компаундов горячего отверждения используют сушильные шкафы либо климатические установки с возможностью программного задания температурного режима, состоящего из нескольких этапов.
После полимеризации компаунда трехмерный электронный модуль извлекают из технологической оснастки. Сформированный трехмерный электронный модуль показан на фиг. 4.
Затем с помощью высокоскоростных программируемых отрезных станков либо высокоскоростных фрезерных станков с ЧПУ (числовым программным управлением) происходит обрезка боковых граней для открытия контактных площадок 4 технологических подложек 3, которые в результате заливки компаунда остались в объеме компаунда.
При этом перед формированием поверхностной металлизации производят процедуру очистки трехмерного электронного модуля в установках струйной отмывки и УЗ-ваннах, чтобы исключить влияние возможных загрязнений на качество проводящего слоя.
Далее происходит формирование сплошной поверхностной металлизации, при этом в первом варианте способа изготовления трехмерного электронного модуля, для формирования сплошной поверхностной металлизации используют метод трафаретной печати. Для этого полимерная токопроводящая паста на основе серебра высокой степени перетира наносится на подготовленные поверхности трехмерного электронного модуля через трафарет в виде металлической сетки с малым числом нитей на единицу площади. Это необходимо для беспрепятственного проникновения пасты через ячейки трафарета. Толщина покрытия поверхности пастой зависит от применяемых трафаретов. После нанесения пасты проводится её отверждение в сушильном шкафу либо климатической камере.
Полученный трехмерный электронный модуль со сплошной поверхностной металлизацией 6 показан на фиг. 6.
Полученная сплошная поверхностная металлизация 6 соединяет и закорачивает контактные площадки 4 всех функциональных блоков 1, расположенных внутри трехмерного электронного модуля. Для формирования финальных отдельных дорожек поверхностной металлизации используют лазер. При помощи лазерного пучка локально удаляют участки поверхностной металлизации 6 на боковых гранях, тем самым образуя отдельные дорожки поверхностной металлизации 7, коммутирующие необходимые контактные площадки 4 согласно электрической схеме трехмерного электронного модуля.
Во втором варианте воплощения изобретения формирование сплошной поверхностной металлизации выполняют гальваническим методом. Данный метод включает в себя следующие типовые операции. Поверхности трехмерного электронного модуля обезжиривают, производят травление компаунда на основе эпоксидной смолы. Затем производят промывку и повторно обезжиривают. После производят сенсибилизацию поверхности, ее активацию и никелирование.
В третьем варианте воплощения изобретения сразу производится формирование необходимых отдельных дорожек поверхностной металлизации при помощи метода трехмерной печати электропроводящего материала на поверхность электронного модуля без применения лазера. В данном варианте за фиг. 5 сразу следует фиг. 7.
Трехмерный электронный модуль, изготовленный по предложенным вариантам способа, показан на фиг. 7, содержит пакет (стек) из, по меньшей мере двух функциональных блоков, которые сформированы путем монтажа электронных компонентов на технологические подложки с контактными площадками на боковых гранях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ МИКРОСБОРКИ | 2023 |
|
RU2803556C1 |
| ТРЕХМЕРНЫЙ ЭЛЕКТРОННЫЙ МОДУЛЬ | 1997 |
|
RU2133523C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2002 |
|
RU2221312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193259C1 |
| СПОСОБ СБОРКИ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2012 |
|
RU2492549C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2002 |
|
RU2222074C1 |
| ТРЕХМЕРНЫЙ ЭЛЕКТРОННЫЙ МОДУЛЬ С ШАРИКОВЫМИ ВЫВОДАМИ | 2006 |
|
RU2312425C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2011 |
|
RU2475885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ГИБРИДНОГО ИНТЕГРАЛЬНОГО МОДУЛЯ | 2008 |
|
RU2364006C1 |
Использование: для сборки электронных компонентов в электронный модуль. Сущность изобретения заключается в том, что способ изготовления трехмерного электронного модуля включает следующие этапы: создают функциональные блоки, осуществляя монтаж электронных компонентов на технологические подложки с контактными площадками на боковых гранях, проводят тестирование сформированного на подложке функционального блока, при положительном результате которого осуществляют дальнейшие этапы, производят подготовку технологической заливочной оснастки путем ее очистки от посторонних веществ, загрязнений, сушки и нанесения разделительной смазки, которая имеет антиадгезионные свойства, осуществляют позиционирование функциональных блоков в технологической заливочной оснастке, располагая их параллельно один над другим, совмещая контактные площадки, осуществляют приготовление теплопроводящего электроизоляционного компаунда и заливают компаунд в технологическую заливочную оснастку, при приготовлении и заливке теплопроводящего электроизоляционного компаунда применяют операцию двойной дегазаци, осуществляют полимеризацию теплопроводящего электроизоляционного компаунда, обрезают боковые грани сформированного трехмерного электронного модуля для открытия контактных площадок технологических подложек, обрезку осуществляют посредством оборудования, позволяющего обеспечить минимальную шероховатость поверхности боковых торцов трехмерного электронного модуля, проводят процедуру очистки трехмерного электронного модуля от возможных загрязнений, формируют сплошную поверхностную металлизацию методом трафаретной печати, при помощи лазерного пучка локально удаляют участки поверхностной металлизации на боковых гранях, тем самым образуя отдельные дорожки металлизации, коммутирующие необходимые контактные площадки согласно электрической схеме трехмерного электронного модуля. Технический результат: обеспечение возможности повышения надежности изготавливаемых трехмерных электронных модулей. 6 н. и 24 з.п. ф-лы, 7 ил.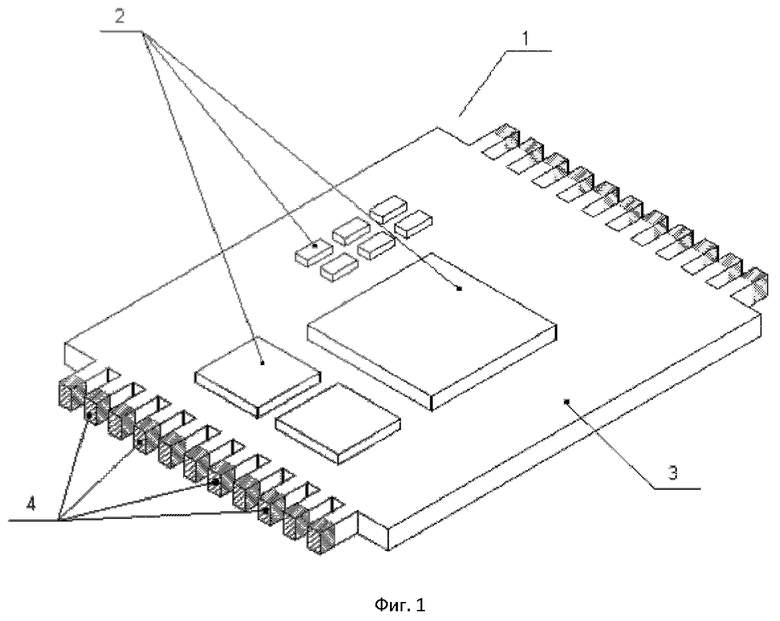
1. Способ изготовления трехмерного электронного модуля, включающий следующие этапы:
создают функциональные блоки, осуществляя монтаж электронных компонентов на технологические подложки с контактными площадками на боковых гранях,
проводят тестирование сформированного на подложке функционального блока, при положительном результате которого осуществляют дальнейшие этапы,
производят подготовку технологической заливочной оснастки путем ее очистки от посторонних веществ, загрязнений, сушки и нанесения разделительной смазки, которая имеет антиадгезионные свойства,
осуществляют позиционирование функциональных блоков в технологической заливочной оснастке, располагая их параллельно один над другим, совмещая контактные площадки,
осуществляют приготовление теплопроводящего электроизоляционного компаунда и заливают компаунд в технологическую заливочную оснастку,
при приготовлении и заливке теплопроводящего электроизоляционного компаунда применяют операцию двойной дегазации,
осуществляют полимеризацию теплопроводящего электроизоляционного компаунда,
обрезают боковые грани сформированного трехмерного электронного модуля для открытия контактных площадок технологических подложек, обрезку осуществляют посредством оборудования, позволяющего обеспечить минимальную шероховатость поверхности боковых торцов трехмерного электронного модуля,
проводят процедуру очистки трехмерного электронного модуля от возможных загрязнений,
формируют сплошную поверхностную металлизацию методом трафаретной печати,
при помощи лазерного пучка локально удаляют участки поверхностной металлизации на боковых гранях, тем самым образуя отдельные дорожки металлизации, коммутирующие необходимые контактные площадки согласно электрической схеме трехмерного электронного модуля.
2. Способ изготовления трехмерного электронного модуля по п. 1, в котором очистку технологической заливочной оснастки осуществляют в растворителях, подбираемых под материал оснастки, а разделительную смазку наносят равномерным тонким слоем на поверхности оснастки аэрозольным методом.
3. Способ изготовления трехмерного электронного модуля по п. 2, в котором очистку технологической заливочной оснастки осуществляют в спирте.
4. Способ изготовления трехмерного электронного модуля по п. 2, в котором в качестве разделительной смазки используют смазки на масляной основе или на основе силиконов или восков.
5. Способ изготовления трехмерного электронного модуля по п. 1, в котором операцию двойной дегазации осуществляют в условиях вакуума путем дегазации компаунда непосредственно после приготовления, затем дегазации после заливки его в технологическую заливочную оснастку.
6. Способ изготовления трехмерного электронного модуля по п. 1, в котором для заливки компаунда в технологическую заливочную оснастку используют автоматизированную вакуумную систему, в которой технологическая заливочная оснастка располагается в вакуумной камере с пониженным давлением, а жидкий дегазированный компаунд подается в оснастку через дозатор.
7. Способ изготовления трехмерного электронного модуля по п. 1, в котором процедуру очистки электронного модуля от возможных загрязнений производят в установках струйной отмывки и УЗ-ваннах.
8. Способ изготовления трехмерного электронного модуля по п. 1, в котором в качестве оборудования, позволяющего обеспечить минимальную шероховатость поверхности боковых торцов трехмерного электронного модуля, применяют высокоскоростные программируемые отрезные станки с возможностью управления скоростью вращения режущего диска и передвижения электронного модуля на платформе, либо высокоскоростные фрезерные станки с числовым программным управлением.
9. Способ изготовления трехмерного электронного модуля по п. 1, в котором метод трафаретной печати осуществляют путем нанесения полимерной токопроводящей пасты на основе серебра высокой степени перетира на подготовленные поверхности трехмерного электронного модуля через трафарет в виде сетки с малым числом нитей на единицу площади, а затем проводят отверждение нанесенной пасты.
10. Трехмерный электронный модуль, содержащий пакет из по меньшей мере двух функциональных блоков, которые сформированы путем монтажа электронных компонентов на технологические подложки с контактными площадками на боковых гранях, изготовленный по способу по пп. 1-9.
11. Способ изготовления трехмерного электронного модуля, включающий следующие этапы:
создают функциональные блоки, осуществляя монтаж электронных компонентов на технологические подложки с контактными площадками на боковых гранях,
проводят тестирование сформированного на подложке функционального блока, при положительном результате которого осуществляют дальнейшие этапы,
производят подготовку технологической заливочной оснастки путем ее очистки от посторонних веществ, загрязнений, сушки и нанесения разделительной смазки, которая имеет антиадгезионные свойства,
осуществляют позиционирование функциональных блоков в технологической заливочной оснастке, располагая их параллельно один над другим, совмещая контактные площадки,
осуществляют приготовление теплопроводящего электроизоляционного компаунда и заливают компаунд в технологическую заливочную оснастку,
при приготовлении и заливке теплопроводящего электроизоляционного компаунда применяют операцию двойной дегазации,
осуществляют полимеризацию теплопроводящего электроизоляционного компаунда,
обрезают боковые грани сформированного трехмерного электронного модуля для открытия контактных площадок технологических подложек, обрезку осуществляют посредством оборудования, позволяющего обеспечить минимальную шероховатость поверхности боковых торцов трехмерного электронного модуля,
проводят процедуру очистки трехмерного электронного модуля от возможных загрязнений,
формируют сплошную поверхностную металлизацию гальваническим методом,
при помощи лазерного пучка локально удаляют участки поверхностной металлизации на боковых гранях, тем самым образуя отдельные дорожки металлизации, коммутирующие необходимые контактные площадки согласно электрической схеме трехмерного электронного модуля.
12. Способ изготовления трехмерного электронного модуля по п. 11, в котором очистку технологической заливочной оснастки осуществляют в растворителях, подбираемых под материал оснастки, а разделительную смазку наносят равномерным тонким слоем на поверхности оснастки аэрозольным методом.
13. Способ изготовления трехмерного электронного модуля по п. 12, в котором очистку технологической заливочной оснастки осуществляют в спирте.
14. Способ изготовления трехмерного электронного модуля по п. 12, в котором в качестве разделительной смазки используют смазки на масляной основе или на основе силиконов или восков.
15. Способ изготовления трехмерного электронного модуля по п. 11, в котором операцию двойной дегазации осуществляют в условиях вакуума путем дегазации компаунда непосредственно после приготовления, затем дегазации после заливки его в технологическую заливочную оснастку.
16. Способ изготовления трехмерного электронного модуля по п. 11, в котором для заливки компаунда в технологическую оснастку используют автоматизированную вакуумную систему, в которой технологическая оснастка располагается в вакуумной камере с пониженным давлением, а жидкий дегазированный компаунд подается в оснастку через дозатор.
17. Способ изготовления трехмерного электронного модуля по п. 11, в котором процедуру очистки электронного модуля от возможных загрязнений производят в установках струйной отмывки и УЗ-ваннах.
18. Способ изготовления трехмерного электронного модуля по п. 11, в котором в качестве оборудования, позволяющего обеспечить минимальную шероховатость поверхности боковых торцов трехмерного электронного модуля, применяют высокоскоростные программируемые отрезные станки с возможностью управления скоростью вращения режущего диска и передвижения электронного модуля на платформе, либо высокоскоростные фрезерные станки с числовым программным управлением.
19. Способ изготовления трехмерного электронного модуля по п. 11, в котором гальванический метод формирования сплошной поверхностной металлизации осуществляют путем обезжиривания поверхности электронного трехмерного модуля, травления компаунда на основе эпоксидной смолы, промывки, повторного обезжиривания, сенсибилизации поверхности, затем ее активации, никелирования.
20. Трехмерный электронный модуль, содержащий пакет из по меньшей мере двух функциональных блоков, которые сформированы путем монтажа электронных компонентов на технологические подложки с контактными площадками на боковых гранях, изготовленный по способу по пп. 11-19.
21. Способ изготовления трехмерного электронного модуля, включающий следующие этапы:
создают функциональные блоки, осуществляя монтаж электронных компонентов на технологические подложки с контактными площадками на боковых гранях,
проводят тестирование сформированного на подложке функционального блока, при положительном результате которого осуществляют дальнейшие этапы,
производят подготовку технологической заливочной оснастки путем ее очистки от посторонних веществ, загрязнений, сушки и нанесения разделительной смазки, которая имеет антиадгезионные свойства,
осуществляют позиционирование функциональных блоков в технологической заливочной оснастке, располагая их параллельно один над другим, совмещая контактные площадки,
осуществляют приготовление теплопроводящего электроизоляционного компаунда и заливают компаунд в технологическую заливочную оснастку,
при приготовлении и заливке теплопроводящего электроизоляционного компаунда применяют операцию двойной дегазации,
осуществляют полимеризацию теплопроводящего электроизоляционного компаунда,
обрезают боковые грани сформированного трехмерного электронного модуля для открытия контактных площадок технологических подложек, обрезку осуществляют посредством оборудования, позволяющего обеспечить минимальную шероховатость поверхности боковых торцов трехмерного электронного модуля,
проводят процедуру очистки трехмерного электронного модуля от возможных загрязнений,
методом трехмерной печати формируют отдельные дорожки поверхностной металлизации, коммутирующие необходимые контактные площадки согласно электрической схеме трехмерного электронного модуля.
22. Способ изготовления трехмерного электронного модуля по п. 21, в котором очистку технологической заливочной оснастки осуществляют в растворителях, подбираемых под материал оснастки, а разделительную смазку наносят равномерным тонким слоем на поверхности оснастки аэрозольным методом.
23. Способ изготовления трехмерного электронного модуля по п. 22, в котором очистку технологической заливочной оснастки осуществляют в спирте.
24. Способ изготовления трехмерного электронного модуля по п. 22, в котором в качестве разделительной смазки используют смазки на масляной основе или на основе силиконов или восков.
25. Способ изготовления трехмерного электронного модуля по п. 21, в котором операцию двойной дегазации осуществляют в условиях вакуума путем дегазации компаунда непосредственно после приготовления, затем дегазации после заливки его в технологическую заливочную оснастку.
26. Способ изготовления трехмерного электронного модуля по п. 21, в котором для заливки компаунда в технологическую оснастку используют автоматизированную вакуумную систему, в которой технологическая оснастка располагается в вакуумной камере с пониженным давлением, а жидкий дегазированный компаунд подается в оснастку через дозатор.
27. Способ изготовления трехмерного электронного модуля по п. 21, в котором процедуру очистки электронного модуля от возможных загрязнений производят в установках струйной отмывки и УЗ-ваннах.
28. Способ изготовления трехмерного электронного модуля по п. 21, в котором в качестве оборудования, позволяющего обеспечить минимальную шероховатость поверхности боковых торцов трехмерного электронного модуля, применяют высокоскоростные программируемые отрезные станки с возможностью управления скоростью вращения режущего диска и передвижения электронного модуля на платформе, либо высокоскоростные фрезерные станки с числовым программным управлением.
29. Способ изготовления трехмерного электронного модуля по п. 21, в котором формирование обрезков дорожек поверхностной металлизации, коммутирующих необходимые контактные площадки согласно электрической схеме трехмерного электронного модуля, осуществляют методом трехмерной печати с использованием электропроводных материалов.
30. Трехмерный электронный модуль, содержащий пакет из по меньшей мере двух функциональных блоков, которые сформированы путем монтажа электронных компонентов на технологические подложки с контактными площадками на боковых гранях, изготовленный по способу по пп. 21-29.
| СПОСОБ СБОРКИ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2012 |
|
RU2492549C1 |
| US 9659846 B2, 23.05.2017 | |||
| WO 2007063113 A1, 07.06.2007 | |||
| US 20160247750 A1, 25.08.2016 | |||
| ТРЕХМЕРНЫЙ ЭЛЕКТРОННЫЙ МОДУЛЬ | 2007 |
|
RU2335821C1 |

