Изобретение относится к сварке и может быть использовано при изготовлении длинномерных деталей в различных областях промышленности.
Целью изобретения является улучшение качества сварки длинномерных деталей путем сокращения количества их перестановок в процессе сварки.
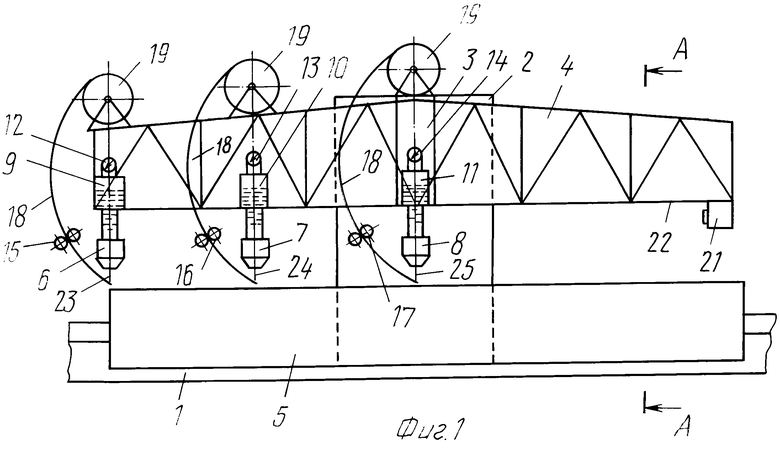
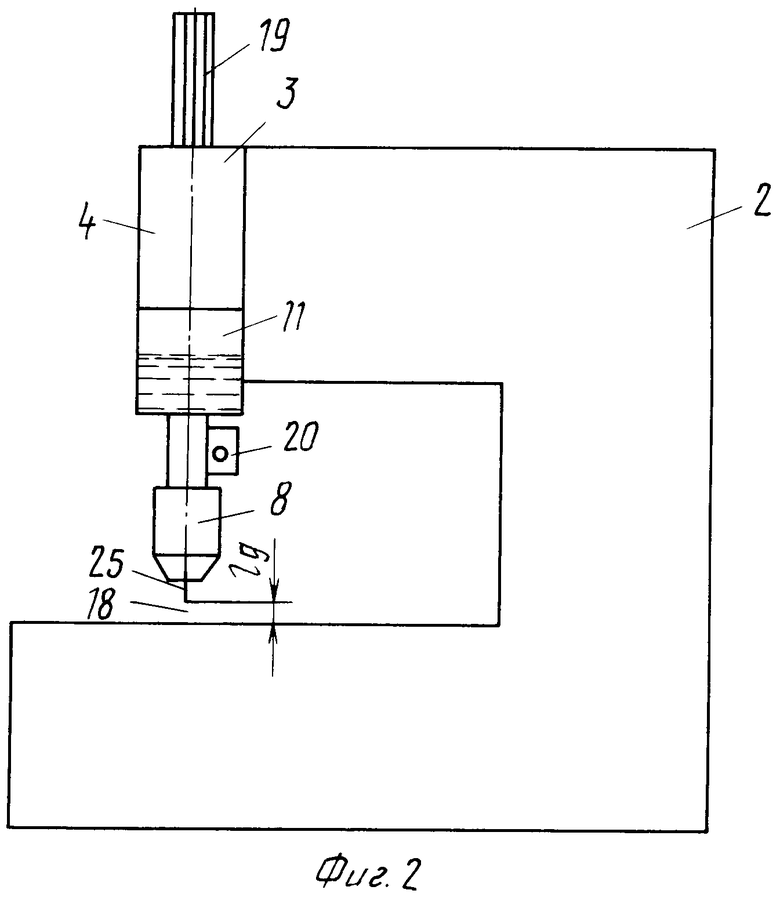
На фиг. 1 схематично представлена установка для изготовления сварных длинномерных деталей; на фиг. 2 - сечение А-А на фиг. 1.
Установка для изготовления деталей, преимущественно длинномерных, содержит станину 1, размещенную на ней стойку 2 с суппортом 3, установленным с возможностью перемещения в двух взаимно перпендикулярных направлениях, имеющим на конце балку 4, стол 5 для размещения деталей, смонтированный с возможностью перемещения. Балку 4 располагают парал- лельно столу 5, на котором последовательно размещают сварочные горелки 6, 7 и 8 с водяной системой охлаждения (не показана), включающей водяные бачки 9, 10 и 11 с расходомерами 12, 13 и 14, функционально связанными с датчиками 15, 16 и 17 расхода присадочной проволоки 18, подаваемой из катушек 19 и установленных на балке 4, расположенными в области подачи присадочной проволоки 18. Сварочные головки снабжены устройствами 20 для приема луча лазера 21, которые смонтированы на одном из торцов 22 балки 4.
Установка для изготовления деталей работает следующим образом.
Изготовление длинномерных конструкций балочного типа, например, стрелы автомобильного крана из стали 3 с толщиной стенки 4-6 мм, длиной 9-11 м, осуществляют следующим образом.
На стол 5 устанавливают деталь, например стрелу автомобильного крана (не показана). С помощью суппорта 3 на стойке 2 ферменную конструкцию 4 располагают параллельно столу 5 над свариваемой деталью и размещают на ней последовательно на одинаковом расстоянии друг от друга три сварочные горелки 6,7 и 8, снабженные водяными бачками 9, 10 и 11 с расходомерами 12, 13 и 14 так, чтобы сварочные электроды 23, 24 и 25 были установленные на сварной стык (не показан).
От катушек 19 присадочную проволоку 18 подводят к электродам 23, 24 и 25 и устанавливают длину l дуги, требуемую для сварки. На механизме подачи сварочной проволоки размещают датчики 15, 16 и 17, определяющие расход сварочной проволоки, связанные с расходомерами на бачках 9, 10 и 11 с водой. Уравновешивают количество воды в бачках и количество проволоки в катушках для сохранения определенной длины дуги при сварке. Начинают процесс сварки. Включают одновременно все три сварочные горелки и стол, который перемещается по станине 1. В процессе сварки стыка деталей (не показана) сварочная проволока расходуется и датчики передают сигналы на расходомеры бачков с водой, в которые добавляется столько воды, сколько расходуется сварочной проволоки, обеспечивая определенную длину дуги при сварке. Для слежения за стыком (не показан) сварочные горелки снабжены устройством 20 для приема луча лазера, который смонтирован на одном из торцов ферменной конструкции. При смещении сварочного элект- рода со стыка устройство дает сигнал, и электрод смещается на стык. Производится сварка длинномерных деталей без перестановок в процессе сварки и получают сварные швы высокого качества.
Таким образом, по сравнению с прототипом изобретение позволяет обеспечить изготовление длинномерных деталей, улучшить качество сварки и сократить количество перестановок в процессе сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ ПРИ АВТОМАТИЧЕСКОЙ СВАРКЕ ПЛАВЛЕНИЕМ | 1991 |
|
RU2027563C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ | 1990 |
|
SU1823331A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ КОРОБЧАТОГО СЕЧЕНИЯ | 1991 |
|
RU2022743C1 |
| СПОСОБ ОТСЛЕЖИВАНИЯ ЗАДАННОЙ ТРАЕКТОРИИ СВАРКИ | 1988 |
|
RU1582476C |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОНКОСТЕННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ | 1984 |
|
RU1243248C |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1986 |
|
RU1408650C |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1986 |
|
RU1345488C |
| Устройство для сварки | 1989 |
|
SU1830321A1 |
Использование изобретения: для сварки длинномерных деталей. Сущность изобретения: установка содержит станину с балкой. На балке установлены суппорты. На каждом суппорте расположена сварочная горелка и закреплен водяной бачок, с расходомером и датчиком расхода сварочной проволоки. 2 ил.
УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, содержащая смонтированную на основании станину с балкой, расположенные на балке суппорты со сварочными горелками, стол для детали, отличающаяся тем, что каждая горелка оснащена водяным бачком с расходомером, расположенным в зоне размещения присадочной проволоки и функционально связанным с расходомером датчиком расхода присадочной проволоки, при этом на одном из торцов балки закреплено устройство приема лазерного луча для слежения за сварочным стыком, а балка установлена параллельно продольной оси стола.
