Изобретение относится к сварке плавлением, преимущественно электронно-лучевой, и может быть использовано в машиностроении, приборостроении и других отраслях промышленности.
Известно устройство - направляющий канал для подачи проволоки к месту сварки для облегчения коррекции положения мундштука относительно оси шва при сварке в труднодоступных местах [1].
Недостатком его является невозможность корректировать положение конца проволоки в процессе сварки по высоте и в поперечном направлении относительно стыка.
Известно также устройство для подачи присадочной проволоки при автоматической сварке плавлением, содержащее механизм корректировки положения наконечника поперек и по высоте стыка в процессе сварки [2].
Данное устройство имеет ограниченные возможности применения при сварке электронным лучом в камере из-за увеличенных габаритов и расположения в зоне сварки поворотной плиты с закрепленным на ней через шток наконечником, что затрудняет контроль за точностью подачи присадочной проволоки и уменьшает размеры свариваемых деталей.
Известно устройство для подачи сварочной проволоки при автоматической сварке плавлением, содержащее механизм подачи сварочной проволоки и механизм настройки конца проволоки поперек и по высоте стыка, выполненный в виде двух зубчатых реек с взаимно перпендикулярным направлением зубьев и жестко связанных с корпусом двух двигателей коррекции, взаимодействующих с рейками посредством зубчатых передач и соединенных тягой с механизмом подачи присадочной проволоки [3].
Данное устройство является наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату.
Недостатком его является то, что в процессе сварки происходят выплески капель жидкого металла, которые попадают на поверхность зубьев рейки, что приводит к заклиниванию и отказу в работе механизма коррекции. Кроме того, приводы механизмов коррекции и подачи присадочной проволоки с кассетой для проволоки перемещаются в момент настройки на стык относительно неподвижной зубчатой рейки и расположены в непосредственной близости от сварочной ванны, что при настройке на стык затрудняет обзор в зоне свариваемых деталей.
Такая конструктивная схема размещения механизмов устройства подачи присадочной проволоки и кассеты с проволокой уменьшает рабочее пространство в зоне сварки и тем самым ограничивает размеры и форму свариваемых деталей, затрудняет совмещение конца проволоки со стыком и контроль за точностью подачи проволоки в сварочную ванну. Кроме того, данное устройство не может быть использовано при сварке изнутри деталей небольших размеров или с выступающими элементами в зоне стыка.
Целью изобретения является повышение надежности устройства в работе.
Поставленная цель достигается тем, что устройство для подачи присадочной проволоки при автоматической сварке плавлением содержит механизм настройки конца проволоки поперек и по высоте сварочного стыка, выполненный в виде зубчатой рейки с двухсторонней нарезкой зубьев во взаимно перпендикулярных направлениях, сопряженной с приводными цилиндрическими шестерня. Зубчатая рейка механизма настройки конца проволоки выполнена с возможностью осевого и поперечного перемещений и снабжена укрепленным на ее рабочем конца держателем, причем на держателе установлена направляющая втулка с наконечником для проволоки, при этом приводы цилиндрических шестерен механизма настройки конца проволоки и привод механизма подачи присадочной проволоки установлены на узле крепления сварочного устройства, а на держателе зубчатой рейки закреплен защитный экран.
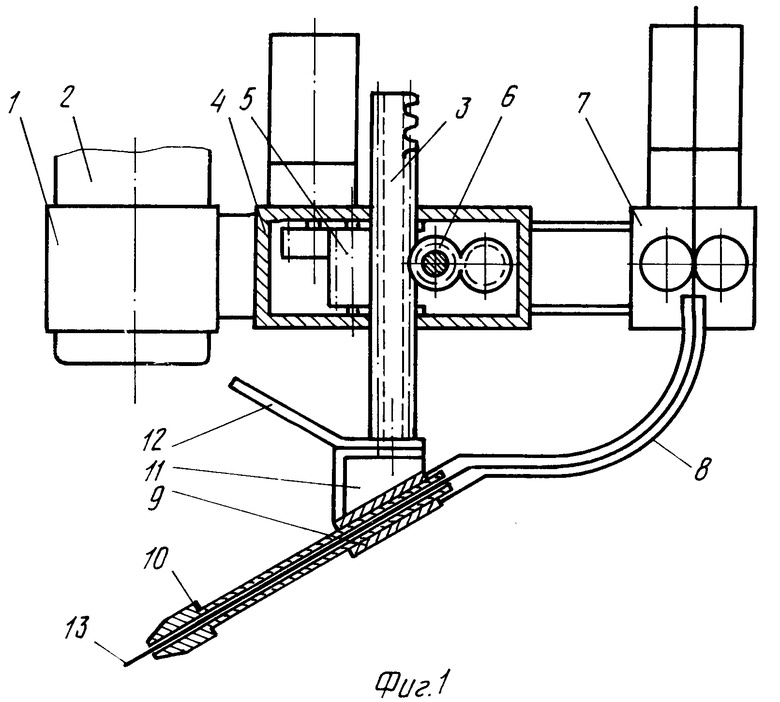
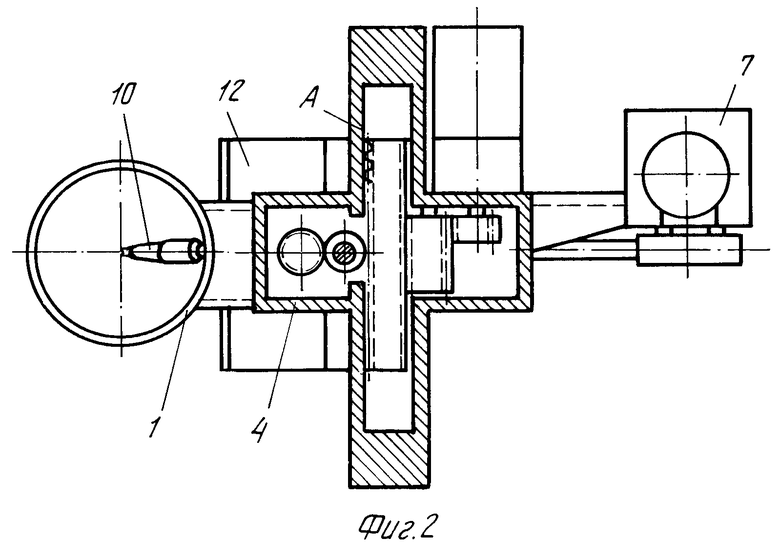
На фиг. 1 схематично показано устройство для подачи присадочной проволоки; на фиг. 2 - то же, вид сверху.
Устройство состоит из узла 1 крепления к электронной пушке 2, на котором смонтированы зубчатая рейка 3 механизма 4 настройки конца проволоки поперек и по высоте стыка. Зубчатая рейка 3 выполнена с двухсторонней нарезкой зубьев во взаимно перпендикулярных направлениях и установлена подвижно в поперечном и осевом направлениях в направляющих пазах А корпуса механизма 4 настройки и кинематически связана с приводной цилиндрической шестерней 5, обеспечивающей поперечное перемещение при настройке, и приводной шестерней 6, обеспечивающей перемещение в осевом направлении.
Механизм 4 настройки с установленными приводами перемещения зубчатой рейки жестко смонтирован на узле 1 крепления устройства.
Зубчатая рейка 3 в месте контакта с поверхностью направляющих пазов А механизма 4 настройки имеет шлифованную поверхность и установлена в направляющих пазах по скользящей посадке с возможностью перемещения в двух направлениях при настройке конца проволоки на стык. На корпусе механизма настройки жестко закреплен механизм 7 подачи присадочной проволоки с присоединенным гибким шлангом 8 для прохождения проволоки от механизма подачи до направляющей втулки 9. Рабочий конец зубчатой рейки 3 снабжен держателем 11 и направляющей втулкой 9, удерживающей в фиксированном положении сменный наконечник 10 с калиброванным отверстием для направления конца проволоки необходимого диаметра к месту сварки. На держателе 11 установлен защитный экран 12, который обеспечивает защиту механизмов устройства и зубчатой рейки от металлических капель расплавленного металла присадочной проволоки и паров металла, выделяющихся из сварочной ванны в процессе сварки.
Зубчатая рейка 3 установлена так, что зубья на ней имеют с одной стороны горизонтальное, а с другой вертикальное направление и сопряжена с цилиндрическими прямозубными шестернями 5 и 6 равного диаметра делительной окружности, при этом оси вращения шестерен 5 и 6 перпендикулярны друг к другу и лежат в одной плоскости. Шестерня 5 механизма настройки проволоки находится в зацеплении с зубьями рейки 3, имеющей нарезку зубьев в вертикальном направлении, и обладает возможностью скольжения зубьев рейки в вертикальном направлении при вращении шестерни 6. С противоположной стороны рейки 3 шестерня 6 находится в зацеплении с ее зубьями в горизонтальном направлении и имеет возможность скольжения вдоль зубьев рейки 3 в горизонтальном направлении при вращении шестерни 5.
Размеры зубчатой рейки с двухсторонней нарезкой определяются диапазоном регулирования по высоте и в поперечном направлении при настройке конца сварочной проволоки.
Для исключения увеличения габаритов и веса механизма настройки размеры зубчатой рейки и шестерен имеют минимально необходимую величину, диапазон настройки обеспечивается в пределах ±15 мм.
Рациональное расположение механизма настройки и элементов крепления экрана и наконечникам для проволоки обеспечивает устойчивое движение зубчатой рейки в заданных координатах работы механизма настройки.
Заявляемое устройство работает следующим образом.
Присадочная проволока от механизма 7 подачи проволоки заправляется в гибкий шланг 8, и далее конец проволоки проходит через калиброванное отверстие наконечника 10 к месту сварки. Если конец проволоки 13 необходимо настроить относительно стыка выше - ниже или произвести корректировку в поперечном направлении, производят включение соответствующих приводов механизма настройки.
При включении привода шестерни 5 настройки конца проволоки 13 поперек стыка его вращающий момент преобразуется в зубчатой передаче шестерни 5 и рейки 3 в поступательное горизонтальное движение.
Зубчатая рейка 3 с держателем 11, наконечником 10 и защитным экраном 12 движется в направлении вращения шестерни 5, корректируя тем самым положение наконечника 10 с концом проволоки в поперечном направлении. При этом шестерня 6, все время оставаясь в зацеплении, поддерживает прямолинейность перемещения рейки 3 с закрепленным наконечником 10 на держателе 11, скользя вдоль боковой поверхности зубьев рейки горизонтального направления зубьев.
В случае включения привода шестерни 6 настройки конца проволоки 13 по высоте стыка при неработающем приводе шестерни 5 его вращающий момент преобразуется в зубчатой передаче шестерни 6 и рейки 3 с горизонтальным направлением зубьев в поступательное движение по вертикали. Зубчатая рейка 3 вместе с закрепленным держателем 11, направляющей втулкой 9, наконечником 10 и защитным экраном 12, перемещаясь, корректирует положение наконечника с концом проволоки 13 по высоте стыка (выше - ниже). Шестерня 6, все время находясь в зацеплении, поддерживает прямолинейность вертикального перемещения рейки 3 с закрепленным держателем 11 и наконечником 10 с концом проволоки 13, скользя вдоль боковой поверхности рейки с вертикальным направлением нарезки зубьев.
Если механизм 4 настройки выключен, то за счет значительной величины передаточного отношения приводов шестерен 5 и 6 зубчатая рейка 3 с элементами крепления наконечника конца проволоки 13 не имеет возможности перемещения.
При одновременном включении приводов шестерен 5 и 6 зубчатая рейка 3, а следовательно, и наконечник конца проволоки 13 движутся поступательно в горизонтальном и вертикальном направлениях. Таким образом, происходит одновременная коррекция конца проволоки 13 поперек стыка и по высоте стыка.
При окончательной настройке конца проволоки 13 на стык включают источник на режим "Сварка", работающий в автоматическом режиме с устройством для подачи присадочной проволоки в процессе сварки.
Предлагаемое устройство для подачи присадочной проволоки по сравнению с прототипом более надежно в работе, позволяет уменьшить габариты и вес механизмов, более рационально использовать рабочее пространство в зоне сварки, обеспечивает защиту приводных механизмов от воздействия металлических капель и паров расплавленного металла во время сварки и тем самым предохраняет подвижные механизмы от заклинивания и отказа в работе устройства. Все это расширяет технологические возможности устройства для подачи присадочной проволоки при сварке электронным лучом в камере или других видах сварки.
Использование предлагаемого устройства при сварке деталей с присадочной проволокой по сравнению с известным снижает на 10-15% трудоемкость процесса за счет исключения операций по исправлению дефектов сварных соединений, например неполномерности поверхности шва.
Использование: при автоматической сварке плавлением в электронно-лучевых устройствах. Сущность изобретения: зубчатая рейка закреплена в корпусе механизма настройки с возможностью перемещения во взаимно перпендикулярных направлениях. На рабочем конце зубчатой рейки имеется держатель с направляющей втулкой, наконечником для проволоки и защитным экраном. Приводы цилиндрических шестерен зубчатой рейки и привод механизма подачи присадочной проволоки установлены на корпусе механизма настройки. 2 ил.
УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ ПРИ АВТОМАТИЧЕСКОЙ СВАРКЕ ПЛАВЛЕНИЕМ, преимущественно электронно-лучевой, содержащее приводной механизм подачи присадочной проволоки, направляющую втулку с наконечником и механизм настройки конца проволоки поперек и по высоте сварочного стыка, состоящий из корпуса и зубчатой рейки с двусторонней нарезкой во взаимно перпендикулярных направлениях зубьев, кинематически связанной с приводными цилиндрическими шестернями, отличающееся тем, что, с целью повышения надежности в работе устройства, зубчатая рейка установлена в корпусе механизма настройки с возможностью перемещения во взаимно перпендикулярных направлениях и снабжена закрепленным на ее конце держателем, на котором установлена направляющая втулка с наконечником, и защитным экраном, закрепленным на держателе, при этом приводы цилиндрических шестерен механизма настройки и приводной механизм подачи присадочной проволоки установлены на корпусе механизма настройки.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для подачи сварочной проволоки при автоматической сварке плавлением | 1979 |
|
SU854638A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
