Изобретение относится к сварке и может быть использовано при автоматической сварке неплавящимся электродом в защитных газах с увеличенной скоростью подачи мягких присадочных проволок.
Цель изобретения - получение предельного момента силы трения при касании сварочной проволоки свариваемых кромок в зоне сварки и повышение качества сварного соединения алюминиевых сплавов малых толщин.
Поставленная цель достигается тем, что в устройстве, содержащем каретку с закрепленным на ней кронштейном, несущим механизм подачи с трактом, стойку с узлом крепления направляющего мундштука, механизм коррекции, сварочную горелку, механизм коррекции содержит шарнирно подпружиненный держатель с закрепленным мундштуком, имеющим эксцентрично смещенное отверстие относительно оси канала тракта для скольжения свободного вылета по свариваемым кромкам присадочной проволоки, и в зоне сварки создает реакцию
момента, составляющую угол 30° с осью сварочной горелки и касательно направленную к кругу трения радиусом Д R tg30°, центр которого расположен на пересечении оси сварочной горелки и радиуса г дуги кругового тракта со свободным вылетом присадочной проволоки.
Введение в устройство известных элементов с указанными связями позволит исключить перегибы и заедания сварочной проволоки в направляющем тракте, а в процессе сварки замыкание свободного вылета проволоки с неплавящимся электродом, повысить производительность процесса сварки и качество сварного шва.
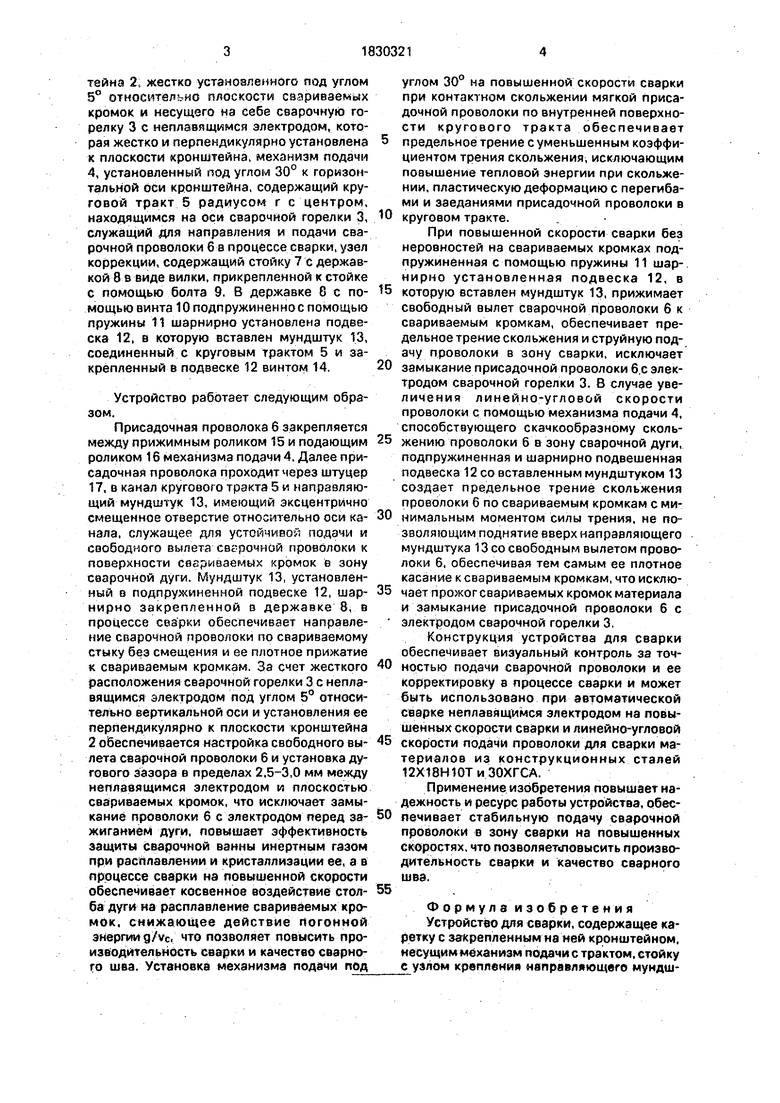
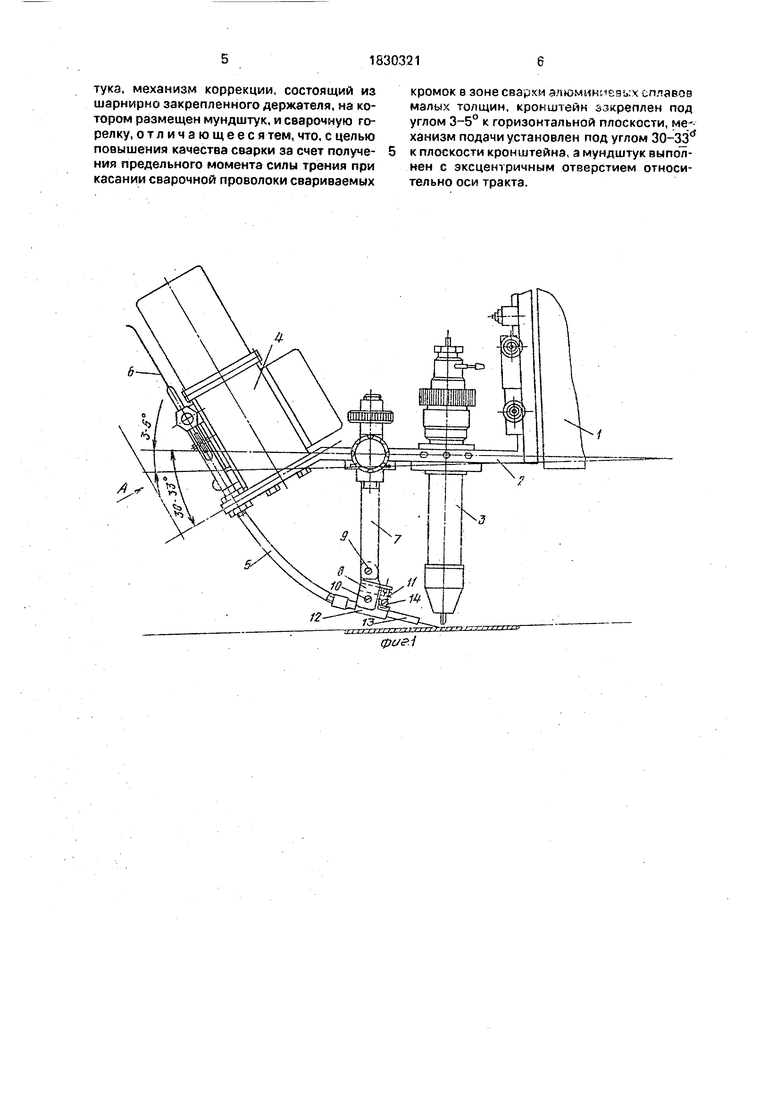
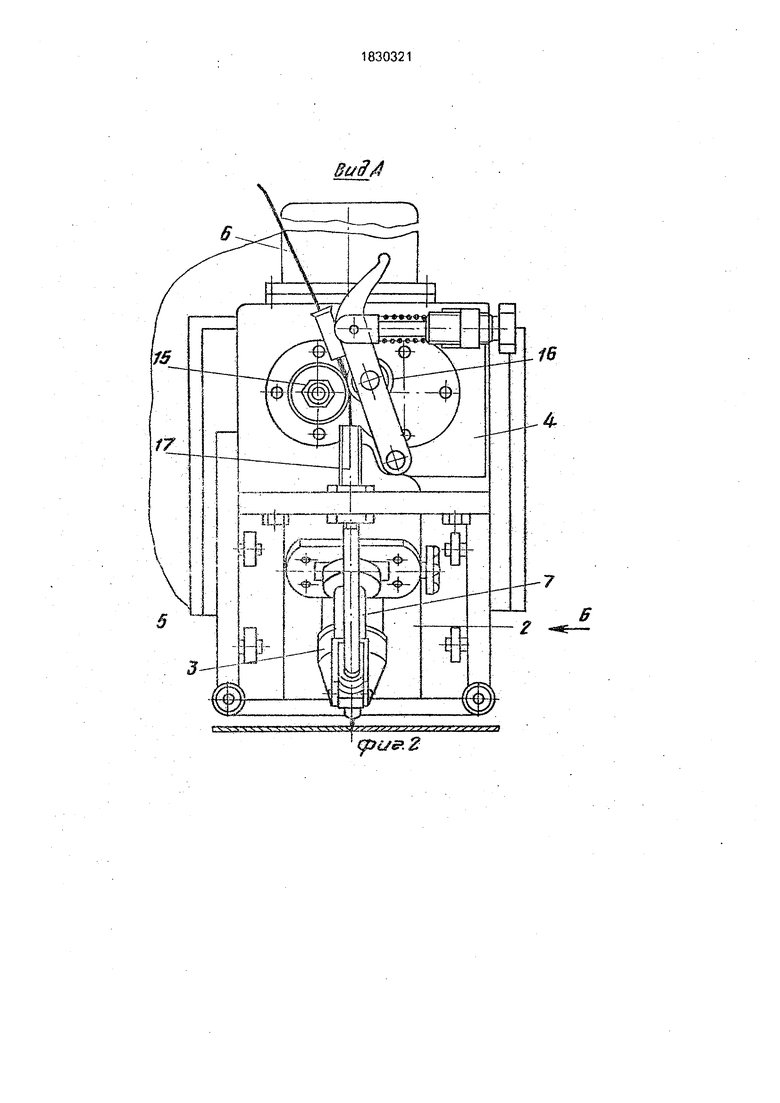
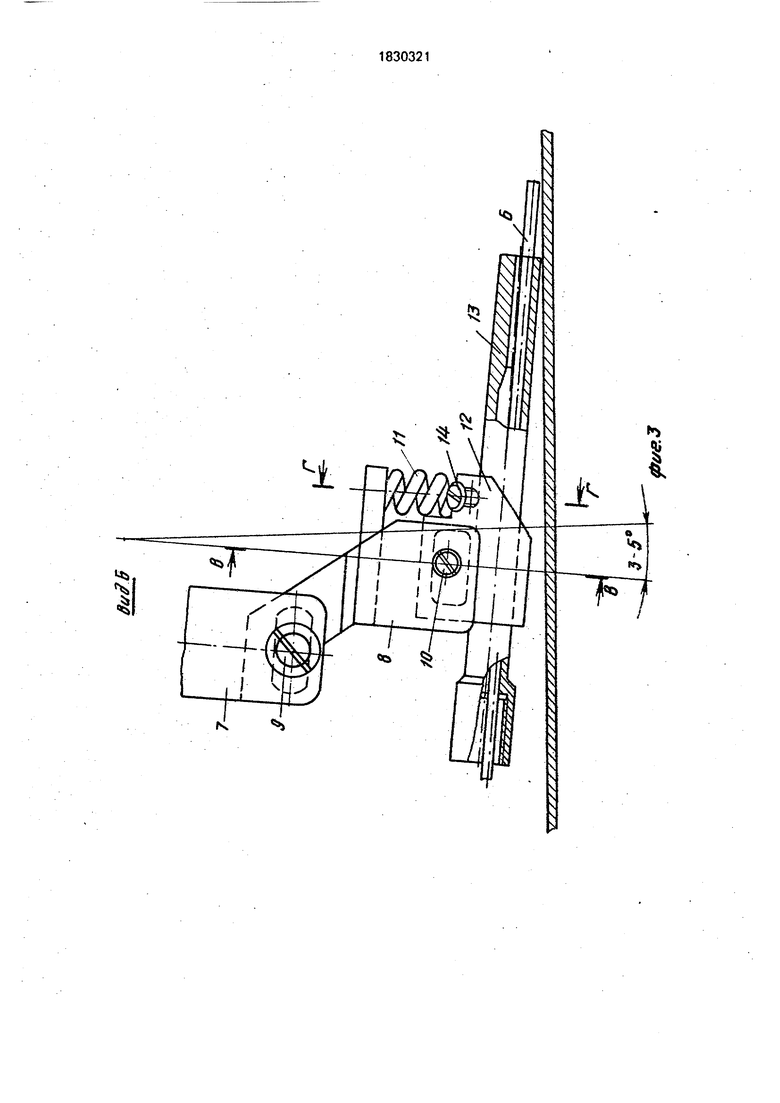
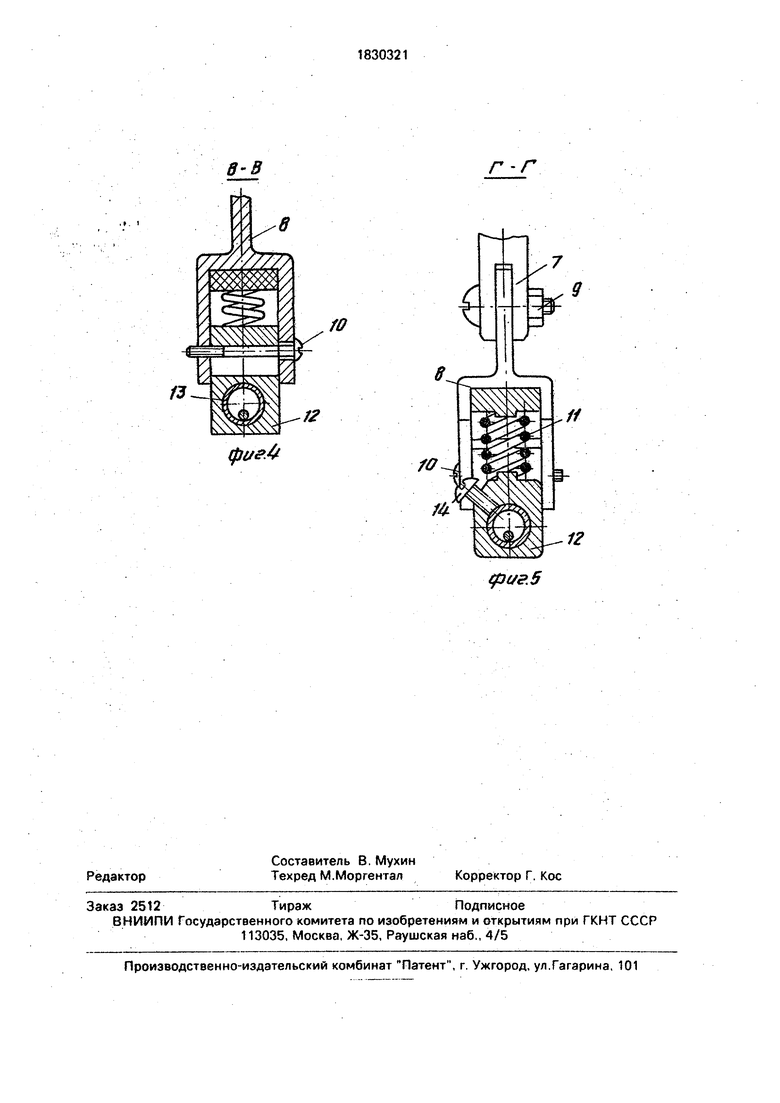
На фиг.1 изображено устройство для сварки; на фиг.2 - вид по стрелке А на фиг. 1: на фиг.З - вид по стрелке Б на фиг.2; на фиг.4 - разрез В-В на фиг.З; на фиг.5 - разрез Г-Г на фиг.З.
Устройство содержит каретку 1 с механизмом коррекции вертикального и горизонтального перемещений сварочной головки, состоящей из консольного кронш00
ы о ы ю
теина 2.; жестко установленного под углом 5° относительно плоскости свариваемых кромок и несущего на себе сварочную горелку Зс неплавящимся электродом, которая жестко и перпендикулярно установлена к плоскости кронштейна, механизм подачи 4, установленный под углом 30° к горизонтальной оси кронштейна, содержащий круговой тракт 5 радиусом г с центром, находящимся на оси сварочной горелки 3, служащий для направления и подачи сварочной проволоки б в процессе сварки, узел коррекции, содержащий стойку 7 с державкой 8 в виде вилки, прикрепленной к стойке с помощью болта 9. В державке 8 с по- мощью винта 10 подпружиненное помощью пружины 11 шарнирно установлена подвеска 12, в которую вставлен мундштук 13, соединенный с круговым трактом 5 и закрепленный в подвеске 12 винтом 14.
Устройство работает следующим образом.
Присадочная проволока 6 закрепляется между прижимным роликом 15 и подающим роликом 1-6 механизма подачи 4. Далее присадочная проволока проходит через штуцер 17, в канал кругового тракта 5 и направляющий мундштук 13, имеющий эксцентрично смещенное отверстие относительно оси ка- нала, служащее для устойчивой подачи и свободного вылета свгрочной проволоки к поверхности свариваемых кромок в зону сварочной дуги. Мундштук 13, установленный в подпружиненной подвеске 12, шар- нирно закрепленной а державке 8, в процессе сварки обеспечивает направление сварочной проволоки по свариваемому стыку без смещения и ее плотное прижатие к свариваемым кромкам. За счет жесткого расположения сварочной горелки 3 с неплавящимся электродом под углом 5° относительно вертикальной оси и установления ее перпендикулярно к плоскости кронштейна 2 обеспечивается настройка свободного вы- лета сварочной проволоки б и установка дугового зазора в пределах 2.5-3,0 мм между неплавящимся электродом и плоскостью свариваемых кромок, что исключает замыкание проволоки б с электродом перед за- жиганием дуги, повышает эффективность защиты сварочной ванны инертным газом при расплавлении и кристаллизации ее, а в процессе сварки на повышенной скорости обеспечивает косвенное воздействие стол- ба дуги на расплавление свариваемых кромок, снижающее действие погонной энергии Q/VC, что позволяет повысить производительность сварки и качество сварного шва. Установка механизма подачи под
углом 30° на повышенной скорости сварки при контактном скольжении мягкой присадочной проволоки по внутренней поверхности кругового тракта обеспечивает предельное трение с уменьшенным коэффициентом трения скольжения, исключающим повышение тепловой энергии при скольжении, пластическую деформацию с перегибами и заеданиями присадочной проволоки в круговом тракте.
При повышенной скорости сварки без неровностей на свариваемых кромках подпружиненная с помощью пружины 11 шарнирно установленная подвеска 12, в которую вставлен мундштук 13, прижимает свободный вылет сварочной проволоки 6 к свариваемым кромкам, обеспечивает предельное трение скольжения и струйную подачу проволоки в зону сварки, исключает замыкание присадочной проволоки б.с электродом сварочной горелки 3. В случае увеличения линейно-угловой скорости проволоки с помощью механизма подачи 4, способствующего скачкообразному скольжению проволоки 6 в зону сварочной дуги, подпружиненная и шарнирно подвешенная подвеска 12 со вставленным мундштуком 13 создает предельное трение скольжения проволоки 6 по свариваемым кромкам с минимальным моментом силы трения, не позволяющим поднятие вверх направляющего мундштука 13 со свободным вылетом проволоки б, обеспечивая тем самым ее плотное касание к свариваемым кромкам, что исключает прожог свариваемых кромок материала и замыкание присадочной проволоки 6 с электродом сварочной горелки 3.
Конструкция устройства для сварки обеспечивает визуальный контроль за точностью подачи сварочной проволоки и ее корректировку в процессе сварки и может быть использовано при автоматической сварке неплавящимся электродом на повышенных скорости сварки и линейно-угловой скорости подачи проволоки для сварки материалов из конструкционных сталей 12Х18Н10ТиЗОХГСА.
Применение изобретения повышает надежность и ресурс работы устройства, обеспечивает стабильную подачу сварочной проволоки в зону сварки на повышенных скоростях, что поэволяетиювысить производительность сварки и качество сварного шва.
Формула изобретен и я Устройство для сварки, содержащее каретку с закрепленным на ней кронштейном, несущим механизм подачи с трактом, стойку с узлом крепления направляющего мундштука, механизм коррекции, состоящий из шарнирко закрепленного держателя, на котором размещен мундштук, и сварочную горелку, отличающеес я тем, что, с целью повышения качества сварки за счет получения предельного момента силы трения при касании сварочной проволоки свариваемых
кромок в зоне сварки алюминиевых сплавов малых толщин, кронштейн закреплен под углом 3-5° к горизонтальной плоскости, ме ханизм подачи установлен под углом 30-33d к плоскости кронштейна, а мундштук выполнен с эксцентричным отверстием относительно оси тракта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ В ЗОНУ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2202452C1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Устройство для дуговой сварки неплавящимся электродом с подачей присадочной проволоки | 1984 |
|
SU1249793A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |
| Способ аргоно-дуговой сварки сты-KOB ТРуб | 1979 |
|
SU812466A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
Использование: в устройствах для сварки с подачей проволоки в зону сварки мягкими проволоками при сварке неплавящимся электродом. Сущность изобретения: устройство содержит кронштейн, каретку. Кронштейн закреплен на каретке под углом 3-5° к горизонтальной плоскости. На кронштейне установлены сварочная горелка и механизм подачи с трактом. Механизм подачи установлен под углом 30-33° к плоскости кронштейна, мундштук шарнирноустановлен настойке и в нем выполнено эксцентричное отверстие относительно оси тракта. 5 ил.
фае-.i
Buffd
.Ј
Л
фЈ/&4
г-г
фи.5
| Технология электрической сварки металлов и сплавов плавлением | |||
| Под ред | |||
| Б.Е.Пато- на | |||
| М.: Машиностроение, 1974, с | |||
| Самоцентрирующийся лабиринтовый сальник | 1925 |
|
SU423A1 |
