Изобретение относится к переработке термопластичных материалов, в частности к устройствам для изготовления раструбов с кольцевыми канавками под уплотнения в полимерных трубах.
Известно устройство для формования раструба с кольцевой канавкой в термопластичных трубах, в котором труба устанавливается между пуансоном и матрицей и прижимается к матрице давлением рабочей среды (1).
Это устройство имеет сложную конструкцию и трудоемко в эксплуатации.
Известны также устройства для местного формования термопластичной трубы, содержащие матрицу с внутренней цилиндрической проточкой и эластичное формующее кольцо, установленное в кольцевой проточке сердечника (2, 3).
Недостатком этих устройств является их сложность конструкции и невозможность формования в один прием раструба и кольцевой канавки.
Наиболее близким техническим решением к изобретению является устройство для формования раструба с кольцевой канавкой в термопластичных трубах, содержащее матрицу с кольцевой канавкой, подвижный пуансон, включающий эластичную формующую втулку, установленную на штоке, жестко связанном с пневмоприводом для его возвратно-поступательного перемещения (4).
В этом устройстве после установки трубы в матрице ее необходимо закрепить, чтобы осуществить раздачу трубы штоком. Формование кольцевой канавки производится с помощью эластичного элемента на втором этапе.
Это усложняет конструкцию устройства и снижает производительность. Сам формующий элемент также сложен по конструкции, состоит из множества деталей. Поскольку формование изделия происходит в два приема, это снижает качество изделия, так как при формовании штоком не происходит равномерной раздачи трубы по всему периметру, а также снижается производительность устройства.
Целью изобретения является упрощение конструкции, повышение производительности и улучшение качества.
Достигается цель изобретения тем, что пуансон снабжен закрепленным на свободном конце штока фланцем, диаметр которого равен диаметру эластичной втулки, и неподвижным упором с отверстием для штока, установленным на соединенном с пневмоприводом конце штока, матрица выполнена разъемной из двух частей и снабжена механизмом ее зажатия, выполненным в виде скобы и дополнительного пневмопривода, шток которого жестко соединен со скобой, при этом одни концы частей матрицы соединены шарнирно, а другие концы выполнены с выступами для взаимодействия с выемкой, которая выполнена в средней части скобы. А также тем, что эластичная формующая втулка выполнена из набора колец.
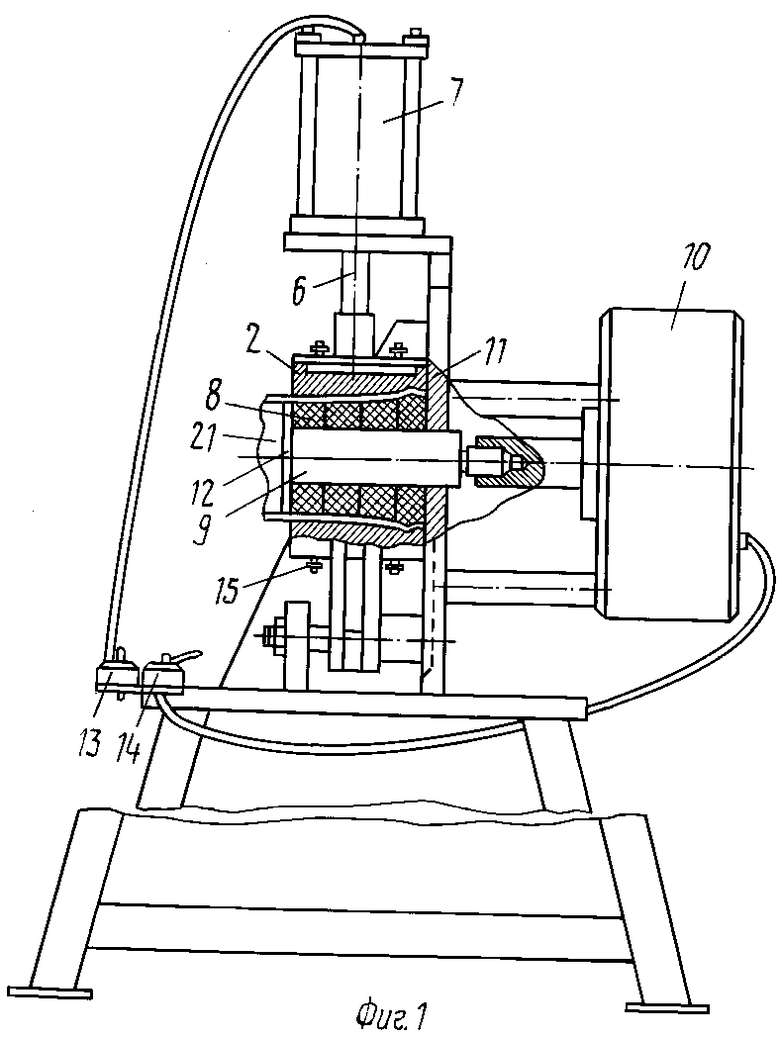
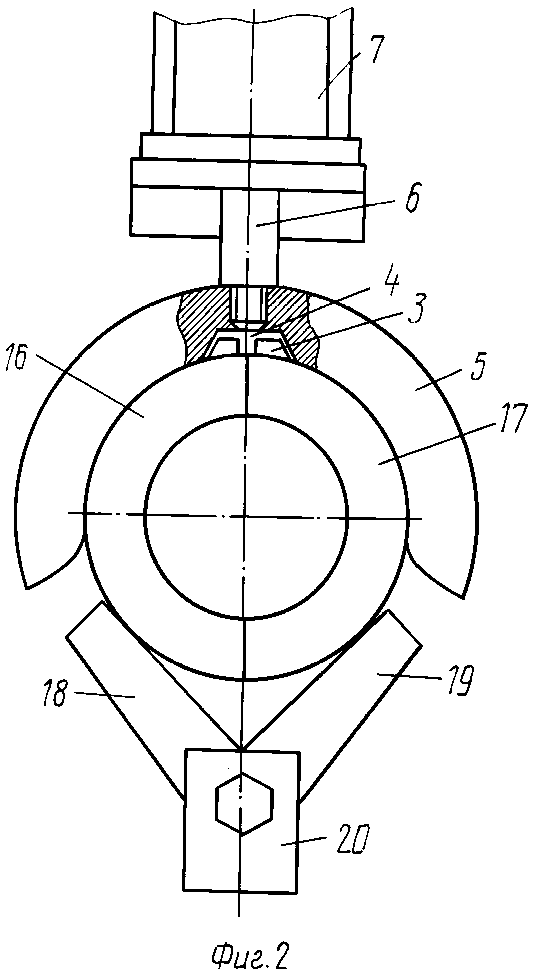
На фиг. 1 изображен общий вид устройства; на фиг. 2 - устройство зажима матрицы.
Устройство содержит станину 1, на которой укреплены разъемная матрица 2, состоящая из двух частей, соединенных одними концами шарнирно, а на других концах которых выполнены выступы 3, входящие в конусообразную выемку 4 скобы 5, которая жестко соединена со штоком 6 пневмопривода 7. Скоба 5 и пневмопривод 7 представляют собой механизм зажима матрицы. Пуансон включает формующую эластичную втулку 8, установленную на штоке 9, жестко связанном с пневмоприводом 10 его возвратно-поступательного движения, закрепленном на упоре 11, представляющим собой плиту, закрепленную на станине 1. В плите выполнено отверстие для штока 9 пуансона, на свободном конце которого выполнен фланец 12. Эластичная формующая втулка 8 может быть выполнена либо в виде цельной детали, либо в виде набора колец.
Пневмопривод 7 соединен шлангом с краном управления 13, пневмопривод 8 с краном управления 14.
Матрица может охлаждаться, например водой, которая поступает в охлаждающие каналы (на чертеже не показаны) матрицы и отводится через штуцеры 15.
Матрица 2 состоит из двух одинаковых частей 16 и 17, каждая из которых жестко соединена соответственно с рычагами 18 и 19, соединенных между собой с помощью шарнира 20.
Устройство работает следующим образом.
Полиэтиленовую трубу 21 разогревают, например в глицериновой или воздушной ванне до пластического состояния. Затем конец трубы, подлежащий формованию, надевают на формующий элемент. Пневмоприводом 7 опускается скоба 5, которая своими концами сжимает части 16 и 17 матрицы 2, выступы 3 которой входят в конусообразную выемку 4 скобы 5 и плотно замыкает матрицу. Пневмоприводом 10 шток 9 формующего элемента перемещается вправо, при этом фланец 12 перемещает эластичную формующую втулку 8, которая упирается в упор 11, и при дальнейшем перемещении штока 9 происходит сжатие и увеличение диаметра втулки 8, которая расширяет формуемую трубу 21 по форме матрицы 2. При этом происходит одновременное формование раструба и кольцевой канавки 22. После выдержки в течение, например 1-2 мин пневмопривод 10 возвращает формующий элемент в первоначальное положение, перемещая шток 9 в первоначальное положение, матрица раскрывается с помощью скобы 5, которая поднимается пневмоприводом 7 на расстояние, достаточное для выемки трубы с канавкой, и готовая труба с раструбом снимается.
Устройство имеет простую конструкцию, надежно и просто в эксплуатации, высокопроизводительно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования раструба с кольцевой канавкой в термопластичных трубах | 1985 |
|
SU1324861A1 |
| АККУМУЛЯЦИОННЫЙ ВОЗДУХОНАГРЕВАТЕЛЬ | 1990 |
|
RU2043581C1 |
| БЕССАЛЬНИКОВЫЙ ЭЛЕКТРОНАСОС С ВЕНТИЛЬНЫМ ДВИГАТЕЛЕМ ПОСТОЯННОГО ТОКА | 2001 |
|
RU2220326C2 |
| УСТРОЙСТВО для МЕСТНОГО ФОРМОВАНИЯ | 1972 |
|
SU329703A1 |
| Устройство для обработки труб из термопластов | 1987 |
|
SU1519914A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| УСТРОЙСТВО КАРУСЕЛЬНОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ ПРЯМЫМ КОМПРЕССИОННЫМ ФОРМОВАНИЕМ | 2001 |
|
RU2279978C2 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Устройство для гибки термопластичных труб | 1983 |
|
SU1123864A1 |
| Устройство для формования кольцевой канавки в раструбе пластмассовой трубы | 1984 |
|
SU1255451A1 |
Использование: изготовление полимерных труб с раструбом с кольцевой канавкой под уплотнительную прокладку. Сущность изобретения: подвижный пуансон снабжен закрепленным на свободном конце штока фланцем, диаметр которого равен диаметру эластичной формующей втулки, установленной на штоке, и неподвижным упором с отверстием для штока, установленном на соединенном с пневмоприводом конце штока. Матрица выполнена из двух частей, одни концы которых соединены шарнирно, а другие выполнены с выступами для взаимодействия с выемкой, запирающей матрицу скобы, связанной с дополнительным пневмоприводом для ее перемещения. При перемещении пневмоприводом штока с установленной на ней эластичной формующей втулкой фланец перемещает втулку, которая упирается в неподвижный упор и увеличивается в диаметре, формуя при этом раструб с кольцевой канавкой. 1 з. п. ф-лы, 2 ил.
