Изобретение отноеится к переработке термопластичных материалов, в частности к устройствам для изготовления раструбов с кольцевыми канавками под уплотнение в :о;1имерных трубах.
Целью изобретения является повышение качества изделий путем уменьшения внутренних радиусов кольцевой канавки трубы.
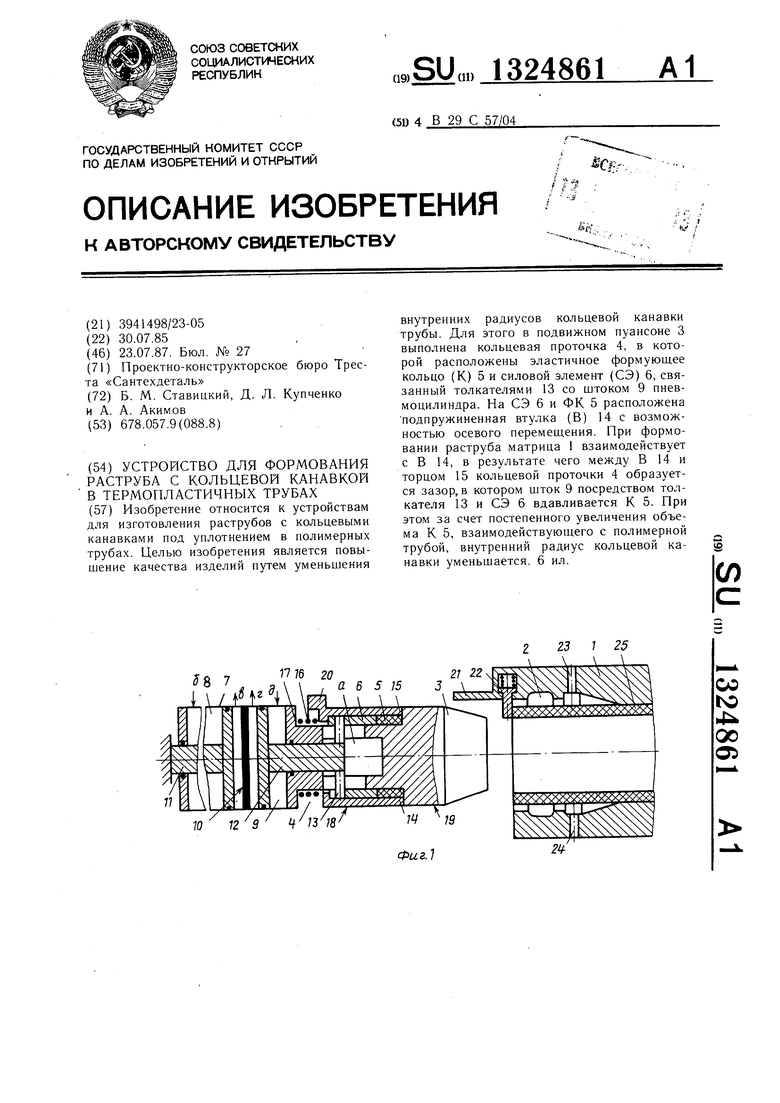
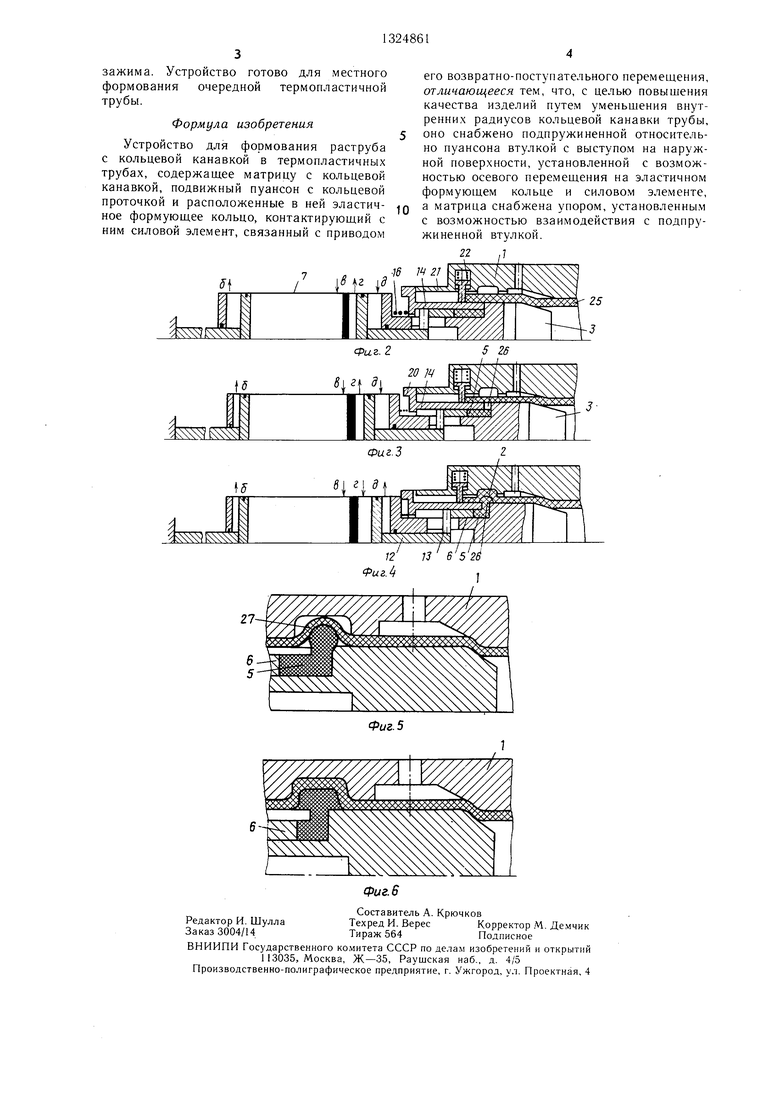
На фиг. 1 изображена схема предлагаемого устройства до начала формования раструба; на фиг. 2 - устройство в стадии начала формования раструба; на фиг. 3 - го же, в стадии окончания формования раструба; на фиг. 4 - то же, на стадии (}1ормования кольцевой канавки раструба; на с|)иг. 5 и 6 - стадии формования коль- Ц01ЮЙ канавки раструба с помошыо эластичного кольца.
Устройство содержит матрицу 1 с кольцевой канавкой 2, подвижный пуансон 3 с к(хН)Цев()й проточкой 4, в которой расположены эластичное формующее кольцо 5, В1)111олиенное из полиуретана, и контакти- pyiOHTHJi с кольцом 5 силовой элемент 6, вы- полиенный в виде втулки. Привод возвратно- 10стунател1Л1О1 о движения пуансона 3 состоит и. гильзы 7, жестко связанной с пуглк оном 3, пнев.моцилиндров 8 и 9, вы- |1о. с нерегородкой 10, штоков И II 2 пнсимоцилиндров, направленных в p.( стороны, нрнчем шток И является iiCMic; н|(.
Н;) пнут|)енней полости а пуансона 3 рлгпс . южснь толкате. ш 13, жестко связан- ii,io ,;о пгтоком 12 нневмоццлиндра 9, кон- : ;ич iipvionuie с силовым элементо.м 6. На ч.1;;ст1:чьч)м ({юрмуюшем кольце 5 и силовом Г| ija.iMemeiia с возможностью осе- rioi o liepe.MenicHiiH втулка 14, прнжимаемая к торцу 15 кольцевой проточки 4 пуансона 3 нружипой 16, опорой для которой является торец 17 кольцевой проточки 4 пуансона 3.
Наружная поверхность 18 втулки 14 является нродолжением рабочей поверхности 19 пуансона 3, что обеспечивает свободное введение эластичного кольца 5 в зону формования кольцевой канавки раструба. На наружной поверхности втулки 14 вьшол- пен выступ 20. На торцовой части матрицы 1, обращенной к нуансону, вьпюлнеп упор 21, установленный с возможностью взаимодействия с выстуном 20 втулки 14. В матрице размещен подпружиненный унор 22 п выполнены каналь 23 и 24 соответственно для подвода и отвода охлаждающей среды, например воды.
Устройство для формования раструба с кольцевой канавкой в термоплаетичных трубах работает следующим образом.
Тер.монластичная труба 25 (фиг. 1) концом, нагретым до пластического состояния, устапавливается в матрице 1 до упора 22
5
0
5
0
5
0
5
0
5
и зажимается в ней. Сжатый воздух подается в полость в пневмоцилиндра 4, обеспечивая посредством гильзы 7 перемещение пуансона 3 (фиг. 2). Пуансон, перемещаясь, отжимает унор 22 и внедряется в трубу 25, вызывая деформацию ее стенок. При этом вместе с нуансоном в зону трубы внедряется и фланцевая трубка 14, которая, перемещаясь вместе с пуансоном, входит в контакт с упором 21 матрицы I, предотвращающим ее дальнейшее перемещение.
При дальнейшем движении пуансон отходит от втулки 14, образуя кольцевой зазор 26 и окончательно формуя раструб (фиг. 3). При этом между левым торцом выступа 20 втулки 14 и левым торцо.м 17 наружной кольцевой проточки 4 пуансона 3 остается гарантированный зазор, разгружающий от осевых усилий матрицу 1.
Далее сжатый воздух подается в полость с, шток 12 перемещается и посредством толкателей 13 перемещает силовой элемент 6, выдавливая под действием осевых усилий полиуретановое эластичное формующее кольцо 5, через кольцевой зазор 26 в полоеть кольцевой канавки 2 матрицы. Отжимая втулку 14 от упора 21, фиксируют ее в положение прижима к левому торцу 17 наружной кольцевой проточки 4 пуансона (фиг. 4). Величина зазора 26 регулируется упором 21 и устанавливается на величину, меньшую кольцевой канавки 2 матрицы.
Радиальное усилие эластичного формующего кольца 5 на центральную часть кольцевого участка сформованного раструба деформирует ее по цилиндричеекой поверхности кольцевой канавки 2 матрицы (фиг. 5). При этом за счет увеличенных участков 27 происходит уменьшение утонения ее стенок в местах внутренних радиусов. Затем в результате осевого перемещения эластичного кольца происходит утонение стенок канавки выдавливанием материала трубы в зону внутренних радиусов, обеспечивая их минимальный размер (фиг. 6).
Для охлаждения сформованного раструба по каналу 23 подводится, а по каналу 24 отводится охлаждающая среда, например вода.
Поеле окончания охлаждения устройство приводится в исходное положение. Для этого щток 12 с толкателя.ми 13 от пневмоцилиндра 9 перемещается в крайнее левое положение. Эластичное кольцо 5 из полиуретана при этом втягивается в кольцевую проточку 4 пуапсона, также перемецл.ая в левое крайнее положение силовой элемент 6. Далее гильза 7 с пуансоном 3 перемещается в крайнее левое положение, при этом выбирая зазор 26 и отводя втулку 14 от упора 21. Труба освобождается из механизма
зажима. Устройство готово для местного формования очередной термопластичной трубы.
Формула изобретения
Устройство для формования раструба с кольцевой канавкой в термопластичных трубах, содержащее матрицу с кольцевой канавкой, подвижный пуансон с кольцевой
проточкой и расположенные в ней эластич- .,Q а матрица снабжена упором, установленным ное формующее кольцо, контактирующий сс возможностью взаимодействия с подпруним силовой элемент, связанный с приводом
жиненнои втулкой.
5
его возвратно-поступательного перемещения, отличающееся тем, что, с целью повышения качества изделий путем уменьшения внутренних радиусов кольцевой канавки трубы, оно снабжено подпружиненной относительно пуансона втулкой с выступом на наружной поверхности, установленной с возможностью осевого перемещения на эластичном формующем кольце и силовом элементе.
а матрица снабжена упором, установленным с возможностью взаимодействия с подпружиненнои втулкой.
.. А,.. /
П 2
-25
Фиг. 6
Составитель А. Крючков
Редактор И. ШуллаТехред И. ВересКорректор М Демчик
Заказ 3004/14Тираж 564Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
I 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4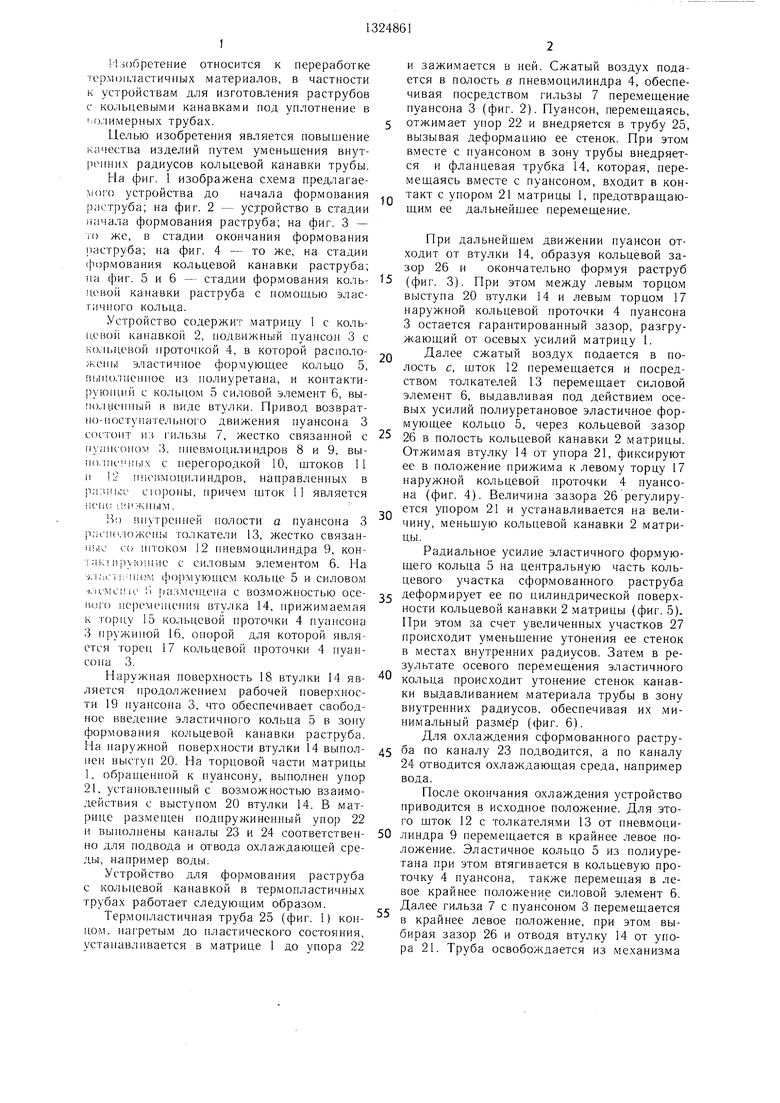
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РАСТРУБА С КОЛЬЦЕВОЙ КАНАВКОЙ В ТЕРМОПЛАСТИЧНЫХ ТРУБАХ | 1991 |
|
RU2012503C1 |
| УСТРОЙСТВО для МЕСТНОГО ФОРМОВАНИЯ | 1972 |
|
SU329703A1 |
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1990 |
|
RU2068750C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ | 1999 |
|
RU2233741C2 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ТРУБ | 1991 |
|
RU2008118C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| Устройство для отбортовки труб | 1980 |
|
SU940928A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНА ИЗ ВЫСОКОПРОЧНЫХ МАРОК СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2333813C2 |
| Устройство для формования кольцевой канавки в раструбе пластмассовой трубы | 1984 |
|
SU1255451A1 |
Изобретение относится к устройствам для изготовления раструбов с кольцевыми канавками под уплотнением в полимерных трубах. Целью изобретения является повышение качества изделий путем уменьшения внутренних радиусов кольцевой канавки трубы. Для этого в подвижном пуансоне 3 выполнена кольцевая проточка 4, в которой расположены эластичное формуюш,ее кольцо (К) 5 и силовой элемент (СЭ) 6, связанный толкателями 13 со штоком 9 пнев- моцилиндра. На СЭ 6 и ФК 5 расположена подпружиненная втулка (В) 14 с возможностью осевого перемеш,ения. При формовании раструба матрица 1 взаимодействует с В 14, в результате чего между В 14 и торцом 15 кольцевой проточки 4 образуется зазор, в котором шток 9 посредством TOvi- кателя 13 и СЭ 6 вдавливается К 5, При этом за счет постепенного увеличения объема К 5, взаимодействуюшего с полимерной трубой, внутренний радиус кольцевой канавки уменьшается. 6 ил. & СЛ J8 7 17 76 20 W СО 1чЭ 4 00 О5 ФигЛ