Изобретение используется в ленточных конвейерах, при очистке холостой ветви ленты, применяется при транспортировании влажных налипающих материалов.
Известно устройство для очистки ленты конвейера, располагающееся под холостой ветвью конвейера в виде патрубка с соплами - по всей ширине ленты, через которые подается вода к ленте для смыва с нее налипшего материала, а следом - патрубки с соплами, сжатый воздух из них удаляет смывную воду с ленты в приемник для шлама [1] .
Однако динамический напор струй жидкости из множества сопел не обеспечивает эффективного разрушения и отторжения адгезированных с лентой частиц материала и не отвечают суровым требованиям простоты: множество сопел, высокая вероятность их забивки частицами при эксплуатации, в связи с чем они не всегда применяются даже там, где вода участвует в технологическом процессе (обогатительные фабрики, имеющие шламовое хозяйство).
Также известно устройство, которому присуща еще большая сложность конструкции, наличие элементов гидравлической и механической очистки, постоянный безвозвратный расход реагента, низкая интенсивность процесса очистки вследствие недостаточного механического воздействия на слой адгезированного (прилипшего) материала [2] .
Наиболее близким является способ, реализованный в устройстве [3] , по которому осуществляют воздействие на поверхность ленты струями жидкости, истекающими под углом к ленте из ряда форсунок, и последующее удаление налипшего материала скребком. Недостатком данного способа является высокая энергоемкость и износ ленты, возникающий в результате ее колебаний.
Целью изобретения является достижение эффективной очистки ленты конвейера от адгезированного с ней транспортируемого материала способами, не вызывающими износ ленты, средствами, имеющимися в наличии на фабриках, а также широко используемыми в других отраслях по другому назначению. Желательна также предельная простота способа, обеспечивающего эффективность очистки как с конструктивной точки зрения, так и его технологичности обслуживания и ремонта, учитывая специфические условия применения и уровень квалификации исполнителей, наличие используемых ресурсов, материалов и деталей, включая бывшие в употреблении и даже отработанные на этих же предприятиях по другому назначению.
Цель достигается концентрированным ударным воздействием кинетической энергии струй жидкости на очищенную поверхность огибающей разгрузочный барабан холостой ветви ленты конвейера, т. е. в месте наибольших изгибающих и растягивающих наружные слои ленты деформаций, где сцепление налипшего материала с лентой минимально, причем струи встречно - поперек хода ленты - направлены на сходящихся конических или коноидных насадках (сопел), разнесенных по ходу ленты на величину, исключающую их противодействие, при этом первоначальное соприкосновение с очищаемой поверхностью струй, направленных под углом к поверхности движущейся ленты тем ближе к ее середине (по ширине ленты), чем больше она загрязнена.
В предельном случае струи бьют (в противоположных направлениях) по ленте у ее середины, наиболее загрязненной и потому требующей наиболее концентрированного приложения энергии по ее очистке.
Установленный в нижней части разгрузочного барабана щит-экран канализует и снимает с ленты образовавшуюся пульпу в приемник шлама.
Прижимаемый к ленте следом за щитом-экраном скребок отжимает оставшуюся влагу. Поскольку скребок изготавливается из отходов лент, то трение влажной резины минимально, так как абразивные частицы отсутствуют а, следовательно, и износ ленты.
В качестве насадков используются пожарные стволы, широко применяемые и распространенные.
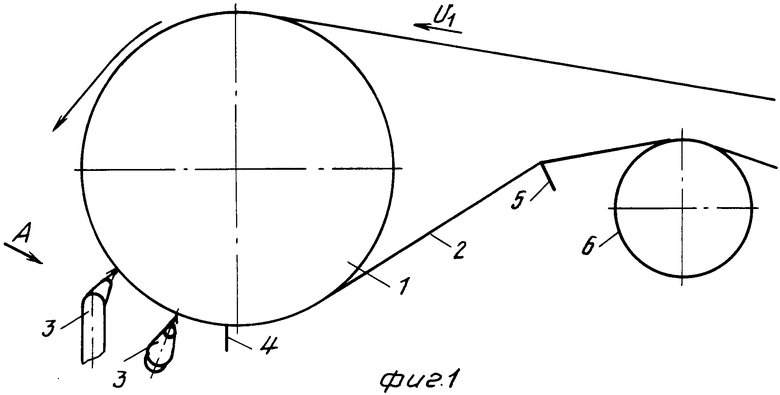
На фиг. 1 приведена схема реализации предлагаемого способа; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
На фиг. 1 показаны разгрузочный барабан 1, огибаемый лентой 2, место установки пожарных стволов (насадков) 3 с коническими или коноидальными сходящимися соплами в нижней четверти разгрузочного барабана 1; отражающий щит-экран 4, касающийся ленты 2. Скребок 5, прижимаемый к ленте 2 для снятия с нее оставшейся жидкости, отклоняющий барабан 6.
На фиг. 2 показан угол атаки α очищаемой поверхности ленты струей из ствола и расстояние Y =  -
-  L между ударами встречных струй о поверхность ленты
L между ударами встречных струй о поверхность ленты
Y =  -
-  L.
L.
На фиг. 3 показана схема разнесения встречных струй Х по ходу ленты в зависимонсти от соотношения скорости ленты vл и скорости струи vс, а также расстояние Y =  -
-  L в зависимости от характера и степени загрязнения. При сильной степени загрязнения середины леты допускается уменьшение величины Y до
L в зависимости от характера и степени загрязнения. При сильной степени загрязнения середины леты допускается уменьшение величины Y до  L и увеличение угла α для повышения разрушающей способности струи Р= 1000 2 ϕo ˙ γ ˙ F ˙ H sin α кГ.
L и увеличение угла α для повышения разрушающей способности струи Р= 1000 2 ϕo ˙ γ ˙ F ˙ H sin α кГ.
При α= 90о разрушающая способность струи максимальна, но минимален радиус ее эффективного действия и наоборот: при α = 0о максимален радиус действия струи и минимальна ее разрушающая способность.
Ударная мощь и расход жидкости осуществляются подбором соответствующего диаметра сопла пожарного ствола и напора жидкости Н, углом удара ( α ) струи в загрязненную поверхность ленты на наиболее деформированном (растянутом) ее участке, в значительной мере определяя эффективность очистки в совокупности с разнесением встречных струй Х (по ходу ленты) и расстоянием между соприкосновениями струй с лентой по ее ширине:
Y =  -
-  L.
L.
Уменьшение угла α компенсируется варьированием в сторону повышения напора Н, ведущего к повышению скорости истечения v =  , гдеϕ - скоростной коэффициент, равный 0,967, для конических сходящихся насадков; g - 9,81 м/с2, Н - напор (м в. ст. ), что ведет как к увеличению дальности полета струи L= 0,104 v2 sinα , где v - скорость струи м/с; α - угол наклона оси ствола (насадка) к горизонту в градусах, так и к увеличению ударной силы струи Р.
, гдеϕ - скоростной коэффициент, равный 0,967, для конических сходящихся насадков; g - 9,81 м/с2, Н - напор (м в. ст. ), что ведет как к увеличению дальности полета струи L= 0,104 v2 sinα , где v - скорость струи м/с; α - угол наклона оси ствола (насадка) к горизонту в градусах, так и к увеличению ударной силы струи Р.
Р= 1000 2 ϕo ˙ γ ˙ Н sin α (кГ), где ϕo - коэффициент, учитывающий потери силы удара струи на преодоление сопротивления воздуха при его полете; ϕo= 0,95-1;
γ - величина единицы объема воды, т/м3;
F - площадь поперечного сечения сопла, м2.
Для сопла с d= 19 мм, F= πr2= 3,14·0,00952= 2,83528·10-4 м2, F= 2,83528·10-4 м2;
α - угол между направлением струи и поверхностью ленты конвейера в град ) α -30о),
Н - напор в м в. ст.
Струя воды наиболее эффективна на расстоянии Lэфф= 0,3L. При напоре Н= 20 м в. ст. v =  = 0,967
= 0,967 ≈ 19,5 м/сек. Дальность струи при этой скорости и угле α = 30о.
≈ 19,5 м/сек. Дальность струи при этой скорости и угле α = 30о.
L= 0,104: v2·sin α= 0,104·19,152·sin30o= 0,104: 361·0,5= 18,772 м, но так как из-за сопротивления воздуха дальность полета струи Lg на 5-10% меньше теоретической, то
Lg= 18,772·0,95= 17,84 м.
Струя воды наиболее эффективна на расстоянии Lэфф= 0,3·18,772= 5,6316 м; Lэфф= 5,6 м и менее, где несущественны потери на сопротивление воздуха.
Ударная сила струи воды о поверхность ленты при угле α = 30о между направлением струи и очищаемой поверхностью ленты, d= 19 мм, Р= 1000· 2 ·ϕ · γ · F ·H sinα ; P= 1000·2· 1· 1· 2,8352840-4·20·sin30o= 1000· 2· 1· 1·2,83529· 10-4·20·0,5= 5,6705747 кг. Р ≈5,67 кг.
Если принять ϕo= 0,95, то Р= 5,67·0,95 ≈5,4 кг или
σ = 2 
 =
=  ≈ 2
≈ 2 
 , т. е. сила удара струи на единицу площади в 1 см2.
, т. е. сила удара струи на единицу площади в 1 см2.
Из формулы следует, что силу удара струи можно варьировать изменением Н, F, α.
Нам удалось сбить адгезированный к ленте материал и при Н= 10 м в. ст. Чем выше напор, тем эффективнее результат, но целесообразнее достигать его при минимальных затратах, диктуемых транспортируемым материалом.
Так расход жидкости при напоре Н= 20 м в. ст. в зависимости от диаметра сопла был равен: при d= 14 мм Q= 2,88 л/с;
d= 19 мм Q= 5,31 л/с и т. д.
Расчет велся по формуле Q =  , где μ = E ˙ ϕ - коэффициент расхода, учитывающий сжатие струи и вязкости;
, где μ = E ˙ ϕ - коэффициент расхода, учитывающий сжатие струи и вязкости;
ω - поперечное сечение отверстия сопла (насадка);
Е - коэффициент сжатия струи Е= 0,983;
ϕ- коэффициент скорости, равный 0,967.
При увеличении Н до 80 м в. ст. и тех же размерах сопел (14 и 19 мм) расход Q будет равен Q14= 5,766 л/с, Q19= 10,620 л/с и т. д.
Соответственно изменится и ударная сила Р. При d= 14 мм, Н= 80 м в. ст. , Р= 12,31 кг
d= 19 мм, Н= 80 м в. ст. , Р= 22,67 кг.
Разность деформации между наружными и внутренними слоями ленты, огибающими разгрузочный барабан, подсчитывается по формуле
Δ = П ( D + σ ) - П D , где σ - толщина ленты, Д - диаметр барабана, где лента испытывает максимальные растягивающие напряжения от веса груза на ленте, веса собственно ленты и плюс растяжения от изгиба по дуге окружности барабана, в совокупности ослабляющие сцепление транспортируемого материала с поверхностью ленты.
СПОСОБ ОЧИСТКИ ХОЛОСТОЙ ВЕТВИ ЛЕНТЫ КОНВЕЙЕРА, включающий воздействие на поверхность ленты высоконапорных струй жидкости, исходящих из последовательно расположенных вдоль конвейера форсунок, направленных под углом к очищаемой поверхности, с последующим удалением налипшего материала посредством скребка, отличающийся тем, что, с целью уменьшения эксплуатационных затрат и снижения степени износа ленты, струи направлены перекрестно поперек ленты от ее кромок к ее оси, при этом по мере увеличения загрязненности сопла перемещают к оси ленты, причем воздействие высоконапорных струй производят ударным методом в зоне огибания лентой обводного барабана, ниже его горизонтальной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗГРУЗОЧНАЯ СЕКЦИЯ ЛЕНТОЧНОГО КОНВЕЙЕРА | 1990 |
|
RU2030346C1 |
| Устройство для очистки ленты конвейера | 1982 |
|
SU1071542A1 |
| Устройство для очистки ленты конвейера | 1980 |
|
SU935404A1 |
| Устройство для очистки конвейерной ленты | 1989 |
|
SU1724541A1 |
| СПОСОБ ГИДРАВЛИЧЕСКОЙ ОЧИСТКИ ЖЕЛЕЗНОДОРОЖНЫХ ПОЛУВАГОНОВ ОТ ПРИМЕРЗШЕГО ИЛИ НАЛИПШЕГО СЫПУЧЕГО МАТЕРИАЛА | 1999 |
|
RU2156707C1 |
| КОМПЛЕКС ГИДРАВЛИЧЕСКОЙ ОЧИСТКИ ЖЕЛЕЗНОДОРОЖНЫХ ПОЛУВАГОНОВ | 1999 |
|
RU2156195C1 |
| Перегрузочное устройство | 1980 |
|
SU939364A1 |
| Устройство для очистки ленты конвейера | 1984 |
|
SU1155533A1 |
| СПОСОБ ГИДРАВЛИЧЕСКОЙ ОЧИСТКИ ЖЕЛЕЗНОДОРОЖНЫХ ПОЛУВАГОНОВ ОТ НАЛИПШЕГО ИЛИ ПРИМЕРЗШЕГО СЫПУЧЕГО МАТЕРИАЛА | 1997 |
|
RU2145930C1 |
| Устройство для очистки ленты конвейера | 1979 |
|
SU825415A1 |


Использование: в ленточных конвейерах, при очистке холостой ветви ленты, применяемых при транспортировании влажных, налипающих материалов. Сущность изобретения заключается в том, что на поверхность ленты, в зоне огибания ее разгрузочного барабана, воздействуют скрещивающимися струями жидкости, направленными навстречу друг другу от кромок ленты к ее оси, изменяя при этом расстояние между соплами в зависимости от степени загрязнения ленты, после чего удаляют остатки налипшего материала скребком. 3 ил.
СПОСОБ ОЧИСТКИ ХОЛОСТОЙ ВЕТВИ ЛЕНТЫ КОНВЕЙЕРА, включающий воздействие на поверхность ленты высоконапорных струй жидкости, исходящих из последовательно расположенных вдоль конвейера форсунок, направленных под углом к очищаемой поверхности, с последующим удалением налипшего материала посредством скребка, отличающийся тем, что, с целью уменьшения эксплуатационных затрат и снижения степени износа ленты, струи направлены перекрестно поперек ленты от ее кромок к ее оси, при этом по мере увеличения загрязненности сопла перемещают к оси ленты, причем воздействие высоконапорных струй производят ударным методом в зоне огибания лентой обводного барабана, ниже его горизонтальной оси.
