Изобретение относится к обработке металлов и токопроводящих материалов резанием и может быть использовано при исследовании стойкости и обработке изделий по методу автоматического получения размеров на универсальных станках с ручным управлением, станках-полуавтоматах и автоматах, а также на станках с ЧПУ резцами, оснащенными сменными многогранными режущими пластинами с креплением согласно ГОСТ 26476-85 по типу Р.
Известен резец, оснащенный сменной многогранной режущей пластиной из токопроводящего или диэлектрического материала с центральным цилиндрическим отверстием, которая базируется в закрытом гнезде корпуса и закрепляется в нем согласно ГОСТ 26476-85 по типу Р - L-образным рычагом, приводимым в действие винтом и прижимающим ее к двум упорным поверхностям гнезда и к опорной пластине с центральным отверстием фасонного профиля из токопроводящего твердого сплава, подобной по форме режущей пластине и закрепляемой на корпусе разрезной пружинящей втулкой (см. И.Л.Фадюшин и др. Инструмент для станков с ЧПУ, многоцелевых станков и ГПС. - М.: Машиностроение, 1990, с. 72).
Недостатками известного резца с креплением режущей пластины по типу Р являются его ограниченные стойкость и технологические возможности, связанные с невозможностью контроля износа его режущих кромок в процессе резания.
Известен также резец для контроля износа режущих кромок в процессе резания, содержащий сменную многогранную режущую пластину, установленную и закрепленную в закрытом гнезде корпуса, и опорную пластину с центральным отверстием фасонного профиля из токопроводящего твердого сплава, подобную по форме режущей пластине, установленную эксцентрично относительно режущей пластины и включенную в электрическую цепь с обрабатываемой деталью, при этом поверхность головки корпуса, упорные поверхности гнезда корпуса, поверхность опорной пластины, контактирующая с режущей пластиной, и поверхность центрального отверстия опорной пластины имеют диэлектрическое покрытие (см. RU 2136447, B 23 B 27/00, B 23 Q 17/09, 10.09.1999).
Недостатками известного резца являются ограниченные технологические возможности и область применения.
Техническая задача, на решение которой направлено предложенное изобретение, - расширение технологических возможностей и области применения.
Указанная техническая задача решается тем, что резец для контроля износа режущих кромок в процессе резания, содержащий сменную многогранную режущую пластину, установленную и закрепленную в закрытом гнезде корпуса, и опорную пластину с центральным отверстием фасонного профиля из токопроводящего твердого сплава, соответствующую по форме режущей пластине, установленную эксцентрично относительно режущей пластины и включенную в электрическую цепь с обрабатываемой деталью, при этом поверхность головки корпуса, упорные поверхности гнезда головки корпуса, поверхность опорной пластины, контактирующая с режущей пластиной, и поверхность центрального отверстия опорной пластины имеют диэлектрическое покрытие, снабжен L-образным рычагом, приводимым в действие винтом и предназначенным для прижима режущей пластины, выполненной с центральным цилиндрическим отверстием из токопроводящего или диэлектрического материала, к двум упорным поверхностям гнезда и опорной пластине, и цилиндрической втулкой из упругого материала, установленной в выемке центрального отверстия, выполненного в опорной пластине, с образованием беззазорного соединения рычагом, при этом опорная пластина выполнена с резьбовыми отверстиями, оси которых расположены параллельно главной секущей плоскости и главной режущей кромке и в которых установлены регулировочные винты, предназначенные для контактирования с упорными поверхностями гнезда головки корпуса, а на левое плечо рычага нанесено диэлектрическое покрытие.
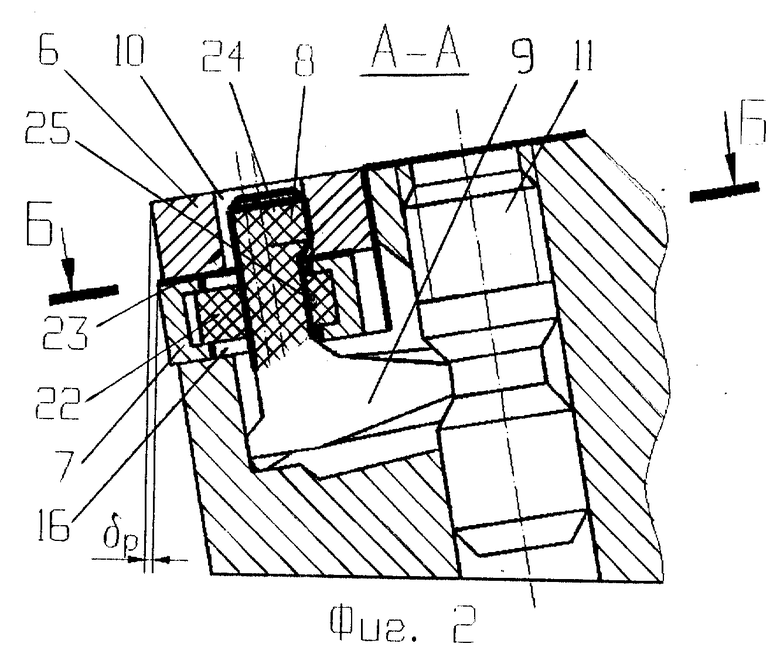
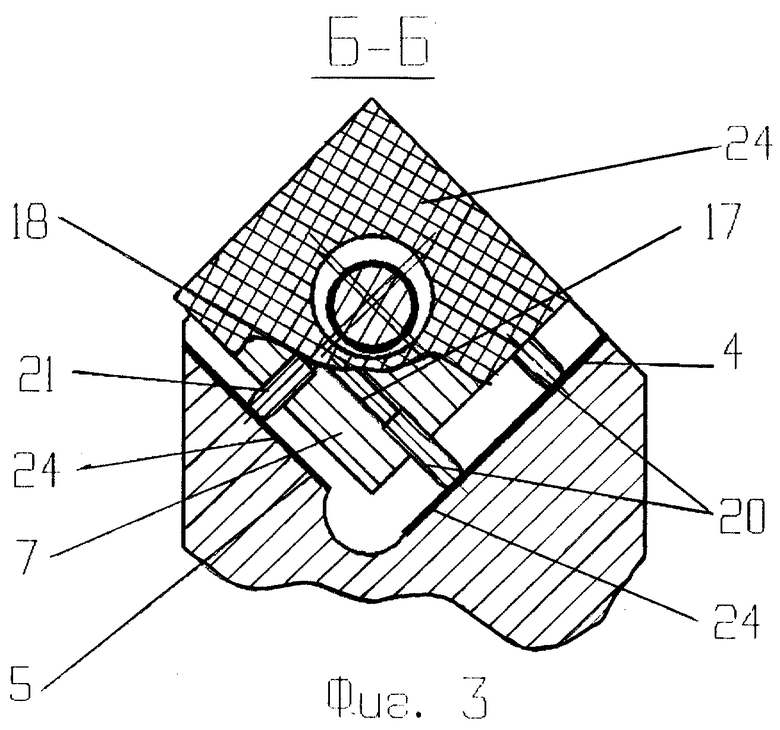
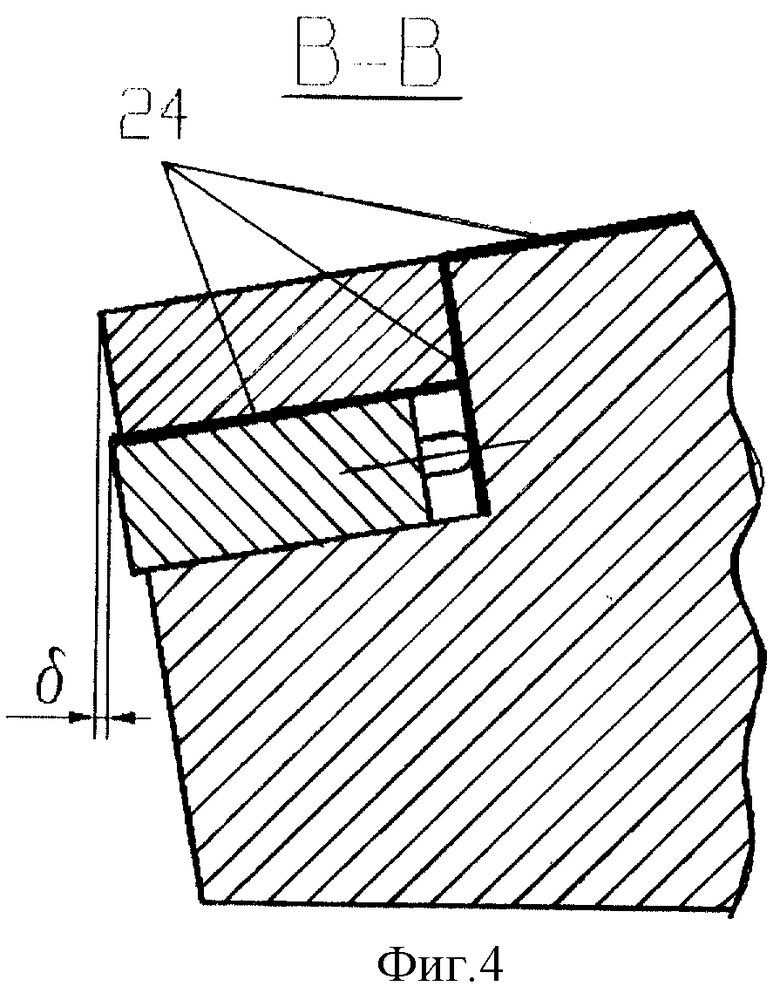
На фиг. 1 представлена схема контроля износа режущих кромок резца; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б - Б на фиг. 2 и на фиг. 4 - сечение В-В на фиг. 1.
Резец для контроля износа режущих кромок в процессе резания включает в себя головку 1 и державку 2 корпуса, изолированную от массы станка прокладками 3. В гнезде головки 1, имеющем упорные поверхности 4 и 5, размещена режущая пластина 6, выполненная из любого известного инструментального материала, и опорная пластина 7, выполненная из токопроводящего материала. Режущая пластина 6 прижата к опорной пластине 7 и упорным поверхностям 4 и 5 гнезда в результате взаимодействия головки 8 L-образного рычага 9 с поверхностью центрального цилиндрического отверстия 10 посредством винта 11. Изделие 12 и державка 2 корпуса резца подсоединены к электрической цепи 13, в которую для регистрации ее замыкания включены источник питания 14 и сигнальная лампа 15. Опорная пластина 7, по форме подобная режущей пластине 6, имеет центральное отверстие 16 и резьбовые отверстия 17 и 18 с осями, расположенными соответственно параллельно главной секущей плоскости В - В и главной режущей кромке 19. В резьбовых отверстиях 17 и 18 опорной пластины 7 установлены регулировочные винты 20 и 21, а в выемке центрального отверстия 16 - втулка 22 из эластичного материала, например резины, образующая беззазорное соединение с рычагом 9. На поверхность головки 1 корпуса, на упорные поверхности 4 и 5 гнезда головки корпуса, поверхность 23 опорной пластины 7, контактирующую с режущей пластиной 6, поверхность центрального отверстия 16 опорной пластины 7, а также на левое плечо рычага 9 нанесено диэлектрическое покрытие 24, например керамическое. Крепление опорной пластины 7, как и режущей пластины 6, на корпусе резца выполняется тем же L-образным рычагом 9 в результате взаимодействия его поверхности 25 с втулкой 22. В утопленном положении регулировочных винтов 20 и 21 оси режущей и опорной пластин совпадают.
Сборка резца осуществляется следующим образом. В корпусе резца устанавливают зажимной винт 11 и L-образный рычаг 9. Далее производят настройку опорной 7 пластины, которая выполняется регулировочными винтами 20 и 21. Для контроля износа главной задней поверхности режущей 6 пластины с помощью регулировочных винтов 20 настраивают смещение δ режущей 6 и опорной 7 пластин, измеряемое в направлении главной секущей плоскости В - В.
Для контроля размерного износа режущей 6 пластины с помощью регулировочных винтов 21 настраивают смещение δp режущей 6 и опорной 7 пластин, измеряемое в направлении, перпендикулярном к обрабатываемой поверхности заготовки. Затем режущую 6 и настроенную опорную 7 пластины размещают в гнезде головки 1 корпуса и производят их крепление посредством винта 11. По мере затяжки винта 11 происходит поворот рычага 9 по часовой стрелке. При этом вначале во взаимодействие вступает поверхность 25 L-образного рычага с отверстием втулки 22 из эластичного материала, размещенной в опорной пластине 7, благодаря чему вступают в контакт наконечники регулировочных винтов 20 и 21 с упорными поверхностями 4 и 5 гнезда головки корпуса и осуществляется базирование опорной пластины. При дальнейшей затяжке винта 11 втулка 22 из упругого материала деформируется и в контакт с центральным цилиндрическим отверстием 10 режущей пластины 6 вступает головка 8 рычага 9, прижимающая режущую пластину 6 к упорным поверхностям 4 и 5 гнезда и опорной пластине 7.
Таким образом, в окончательно собранном виде режущая 6 и опорная 7 пластины располагаются друг относительно друга со смещениями δ и δp, настраиваемыми с помощью регулировочных винтов 20 и 21 и измеряемыми соответственно в сечении главной секущей плоскостью В-В и в радиальном направлении. Взаимное положение режущей 6 и опорной 7 пластин, характеризуемое δ и δp, при этом определяется видом обработки, размерами обрабатываемого изделия, техническими требованиями к нему и т.д.
Работа резца осуществляется следующим образом. Резец устанавливается на станке, подключается к электрической цепи 13 и включается источник питания 14. Для выполнения чистовой операции установка резца на станке осуществляется таким образом, чтобы получаемые размеры деталей при точении новым, неизношенным резцом с учетом поля рассеяния не выходили за наименьший предельный размер, а при растачивании - за наибольший предельный размер.
При вступлении резца в работу возникает контакт между режущей пластиной и заготовкой, однако электрическая цепь, размещенная между опорной пластиной и заготовкой, остается разомкнутой независимо от материала и типа износостойкого покрытия (токопроводящего или диэлектрического) режущей пластины, т. к. последняя изолирована от корпуса резца. Благодаря изоляции головки корпуса резца замыкания электрической цепи не происходит и в результате контакта с ней образующейся при резании стружки. По мере работы резца его режущая пластина изнашивается, а зазоры в узле крепления режущей 6 и опорной 7 пластин заполняются токопроводящей технической грязью. При этом благодаря изоляции левого плеча рычага 9, поверхности центрального отверстия 16 и поверхности 23 опорной пластины 7, а также применению втулки 22 из диэлектрического материала, электрическая цепь остается разомкнутой до тех пор, пока износ режущей пластины не достигнет допустимой величины и в контакт с заготовкой вступит опорная токопроводящая пластина.
Изоляция режущей пластины 6 от корпуса инструмента, а значит и массы станка, необходимая для контроля износа режущих кромок резца в процессе резания, попутно приводит к разрыву внешней цепи термотоков, возникающих при резании металлов и токопроводящих материалов токопроводящим режущим инструментом и циркулирующих по контуру станок-инструмент-изделие-станок. Известно (см. Бобровский В. А. Повышение стойкости инструмента. М., Машиностроение, 1976, 48 с.), что разрыв внешней цепи термотоков приводит к повышению стойкости режущего инструмента.
Опытный образец предлагаемого резца прошел лабораторные испытания в Тамбовском государственном техническом университете и передан ОАО "Тамбовский заводу подшипников скольжения" для производственных испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173239C2 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2176175C2 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2136447C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2001 |
|
RU2205093C2 |
| СВЕРЛО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2166412C2 |
| СПОСОБ ОЦЕНКИ ВЛИЯНИЯ ТЕРМОТОКА НА СТОЙКОСТЬ РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2170648C2 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2147489C1 |
| СПОСОБ ИЗМЕРЕНИЯ ЭДС РЕЗАНИЯ | 1999 |
|
RU2165337C2 |
| Способ определения предельно допустимого износа режущей пластины из недиэлектрического материала по главной задней поверхности. | 2018 |
|
RU2712328C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
Изобретение относится к обработке металлов и токопроводящих материалов резанием и может быть использовано на универсальных станках с ручным управлением, станках-полуавтоматах и автоматах, а также на станках с ЧПУ. Резец содержит сменную многогранную режущую пластину, установленную и закрепленную в закрытом гнезде корпуса, и опорную пластину с центральным отверстием фасонного профиля из токопроводящего твердого сплава, включенную в электрическую цепь с обрабатываемой деталью. При этом поверхность головки корпуса, упорные поверхности гнезда головки корпуса, поверхность опорной пластины, контактирующая с режущей пластиной, и поверхность центрального отверстия опорной пластины имеют диэлектрическое покрытие. Для расширения технологических возможностей и области применения опорная пластина выполнена с резьбовыми отверстиями, оси которых расположены параллельно главной секущей плоскости и главной режущей кромке и в которых установлены регулировочные винты, предназначенные для контактирования с упорными поверхностями гнезда головки корпуса. 4 ил.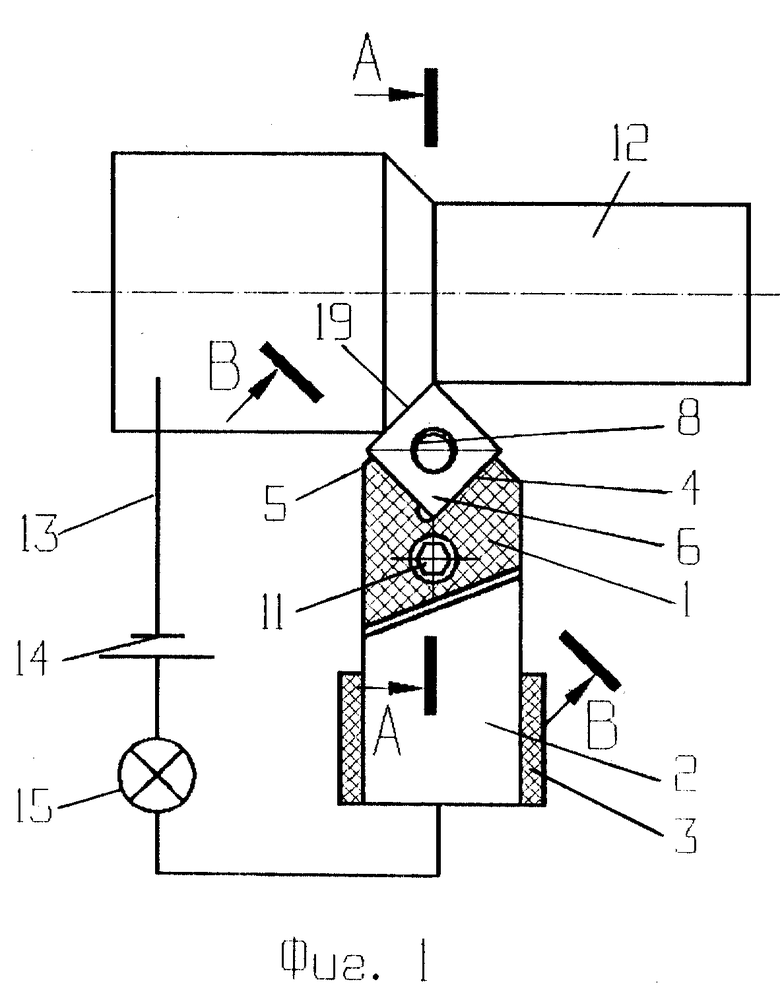
Резец для контроля износа режущих кромок в процессе резания, содержащий сменную многогранную режущую пластину, установленную и закрепленную в закрытом гнезде корпуса, и опорную пластину с центральным отверстием фасонного профиля из токопроводящего твердого сплава, соответствующую по форме режущей пластине, установленную эксцентрично относительно режущей пластины и включенную в электрическую цепь с обрабатываемой деталью, при этом поверхность головки корпуса, упорные поверхности гнезда головки корпуса, поверхность опорной пластины, контактирующая с режущей пластиной, и поверхность центрального отверстия опорной пластины имеют диэлектрическое покрытие, отличающийся тем, что он снабжен L-образным рычагом, приводимым в действие винтом и предназначенным для прижима режущей пластины, выполненной с центральным цилиндрическим отверстием из токопроводящего или диэлектрического материала, к двум упорным поверхностям гнезда и опорной пластине, и цилиндрической втулкой из упругого материала, установленной в выемке центрального отверстия, выполненного в опорной пластине, с образованием беззазорного соединения с рычагом, при этом опорная пластина выполнена с резьбовыми отверстиями, оси которых расположены параллельно главной секущей плоскости и главной режущей кромке, и в которых установлены регулировочные винты, предназначенные для контактирования с упорными поверхностями гнезда головки корпуса, а на левое плечо рычага нанесено диэлектрическое покрытие.
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2136447C1 |
| Устройство для оптимизации температуры в зоне резания | 1984 |
|
SU1225697A1 |
| Режущий инструмент | 1986 |
|
SU1315153A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С УСТРОЙСТВОМ КОНТРОЛЯ СОСТОЯНИЯ | 1990 |
|
RU2023540C1 |
| US 3079821, 05.03.1963 | |||
| СМЕННЫЙ ВЫХОДНОЙ ВКЛАДЫШ ДЛЯ РЕГУЛИРУЮЩЕГО КЛАПАНА | 2007 |
|
RU2415325C2 |
