а
СП
00,
Изобретение относится к метгьплообраротке, а именно к инструментам для обработки отверстий.
Известен режущий инструмент для обработки отверстий/ содержащий установленные в пазах корпуса резцедержатели, выполненные в виде качающихся на оси двуплечих рычагов, несущих режущие элементы,с расположенными по обе стороны от упомянутой оси опорами, контактирующими с разнонаправленными коническими поверхностями направлянздего стержня установленного с возможностью осевого перемещения во внутренней полости корпуса Ill ,
Однако известный инструмент сам не обеспечивает автоматического отвода режущих элементов от обработанной поверхности и возврата их в исходное положение, для этого необходимо оснастить станок специальным приспособлением для сообщения поступательного перемещения направляющему стержню.
Цель изобретения - обеспечение автоматического отвода режущих элементов от обработанной поверхности при обратном ходе инструмента.
Указанная цель достигается тем, что расточный инструмент, содержащий установленные в пазах корпуса резцедержатели, выполненные в виде качагацихся на оси двуплечих рычагов, несущих режущиеэлементы, с расположенными по обе стороны от упомянутой оси опорами, контактирующими с разнонаправленными коническими поверхностями направлягадего стержня, установленного с возможностью осевого перемещения во внутренней полости корпуса, снабжен тормозными ползушками с упругими элементами, установленными в пазах, которые выполнены в резцедержателях.
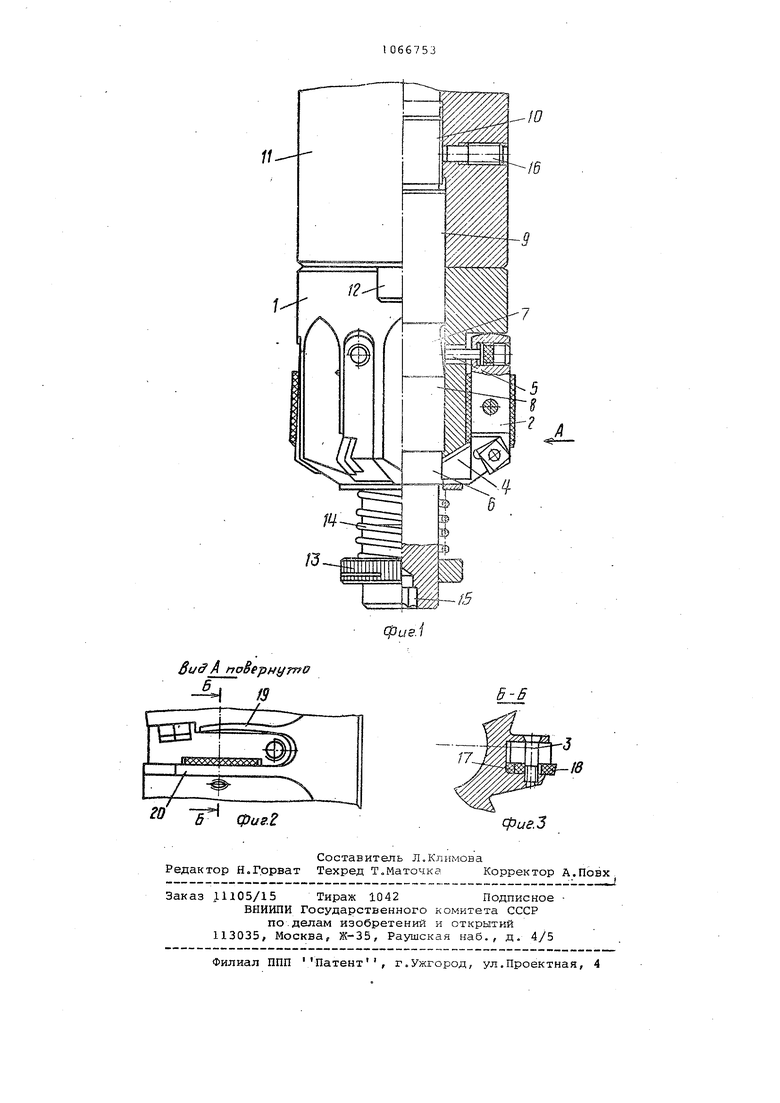
На фиг. 1 изображен расточный инструмент, общий вид с частичным разрезом; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2,
Растсэчной инструмент состоит из корпуса 1, в пазах которого уставовлены резцедержатели 2 с многогранными неперетачиваемыми пластинами, выполненные в виде качающихся на оси 3 двуплечих рычагов, при этом в качестве осей 3 используются прецизионные винты. Резцедержатели 2 снабжены передними неподвижными 4 и задними подпружиненными 5 упорами, постоянно контактиругацими с передним 6 и задним 7 конусами направлякщего стержня 8. Посредством цилиндрической 9 и резьбовой 10 частей направлякЩИй стержень соединен со шпиндельной оправкой 11, Которая через торцовую шпонку 12 передает вращательное движение.(или удерживает от вращения) корпусу 1 расточного инcтp /мeнтa от шпинделя станка.
На другом конце направлякиего стержня 8 навинчена гайка 13, удерживающая и регулирующая силу натяжения пружины 14, которая в свою очередь прижимает с определенным усилием корпус 1 расточного инструмента к торцу шпиндельной оправки 11.
Регулирование расточного инструмета на диаметр и допустимая компенсация размерного износа режущих пластин осуществляется синхронно за счет осевого перемещения направляющего стержня 8 с помощью ключа, помещающегося в шестигранное отверстие 15 в торце упомянутого стержня. Фиксируется направляющий стержень стопорным винтом 16.
В пазах резцедержателей 2 размещены с возможностью радиального перемещения поджатые упругими элементами 17 асбестовые тормозные ползушки 18, которые фиксируются на необходимом диаметре и удерживаются от выпсщания презиционными винтами 3.
Для увеличения жесткости инструмента верхняя полка 19 паза выполнена выпуклой, а нижняя полка 20 в верхней ее части имеет форму плоскости.
Расточный инструмент работает следуюцим образом.
При обработке детали тормозные ползушки 18 находятся в контакте с обрс1ботанной поверхностью, поэтому за счет сил, возникагадих при трении, создается тормозящий момент как в , так и в осевом направлениях.
Во время рабочего хода инструмент силг1 трения тормоз.ных 18 используется как гаситель (амортизатор) вибрации режущих элементов, а в период обратного ускоренного хода используется как усилие, способное сжать пружину 14 и переместить корпус 1 инструмента на направляющем стержне В на необходимую величину, что уменьшает радиальшзй размер режущих элементов.
При выходе тормозящих ползушек 18 из обработанного отверстия усилие пружины 14 вновь прижимает корпус 1 инструмента к торцу шпиндельной оправки 11. Упоры 4 и 5 встают на необходимые диаметры, что обеспечивает синхронное раздвижение реж:ущих вершин на заданный диаметр.
Отвод режущих элементов от обработанной поверхности и возврат их на первоначально заданный диаметр обеспечивается самим расточным инструментом и не требует применения специального приспособления.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВАЯ ГОЛОВКА ПРЕИМУЩЕСТВЕННО ДЛЯ ОБРАБОТКИ ЗАКРЫТЫХ ТОРЦОВ | 1991 |
|
RU2008136C1 |
| Режущий инструмент для обработки отверстий | 1977 |
|
SU732081A1 |
| Устройство для точного радиального перемещения инструмента | 1980 |
|
SU931311A1 |
| Устройство для радиального перемещения резца | 1981 |
|
SU1066752A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| РАСТОЧНАЯ ОПРАВКА i'.'''1 ^'.' • ti • iSJ^'^^-.^i'.rilijL-;-:-i--:O""i^'HA | 1971 |
|
SU310737A1 |
| Шпиндельное устройство для металлорежущих станков | 2019 |
|
RU2711073C1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Способ обработки фасок на седлах клапанов и устройство для его реализации | 1985 |
|
SU1282972A1 |
РАСТОЧНЫЙ ИНСТРУМЕНТ, содержащий установленные в пазах корпуса резцедержатели, выполненные в виде качающихся на оси двуплечих рычагов, несущих режущие элементы, с распЬло:женными по обе стороны от упомянутой оси опорами, контактируквдими с разнонаправленными коническими поверхностями направляклцего стержня/ установленного с возможностью осевого перемещения во внутренней полости корпуса, отличающийся тем, что, с целью автоматизации отвода режущих элементов от обработанной поверхности при обратном ходе инструмента, он снабжен тормозными ползушками с упругими элементгичи, установленными в пазах, которые выполнены в резцедержателях.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Режущий инструмент для обработки отверстий | 1977 |
|
SU732081A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
