Изобретение относится к дефектоскопии сварных соединений и предназначено для неразрушающего контроля качества сварных швов труб, поэтому он может применяться для контроля качества сварки труб, например, в котлостроении, на магистральных трубопроводах и др.
Известен тепловой способ контроля качества сварных соединений. Известный способ контроля сварных швов заключается в предварительном нагреве шва от специального теплового источника до температуры ниже температуры сварки по заранее построенной зависимости коэффициента излучения материала шва от температуры сварки при данной температуре нагрева определяют температуру сварки. Трудоемкость производства контроля сварных соединений известным способом снижает его оперативность, а косвенный характер информации не позволяет выявить характер, размеры и местоположение дефектов.
Наиболее близким техническим решением является способ теплового неразрушающего контроля, заключающийся в тепловом неразрушающем контроле расположения арматуры и железобетонных конструкций путем объемного электромагнитного нагрева арматуры и регистрации по времени интенсивности излучения изделия в инфракрасном диапазоне частот, данные которой сопоставляются с интенсивностью излучения в СВЧ-диапазоне.
Так как способ по прототипу заключается в проведении многооперационных измерений, сопоставлении данных, осуществлении дополнительного подогрева, то эти обстоятельства усложняют и удлиняют процесс контроля, а косвенные данные не позволяют выявить характер, размеры и местоположение дефектов.
Целью изобретения является повышение информативности за счет выявления характера, размеров и местоположения дефектов по сварному шву, а также повышение оперативности контроля.
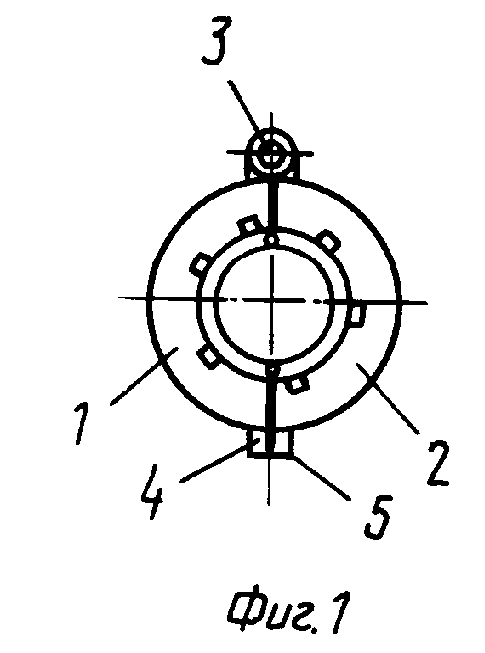
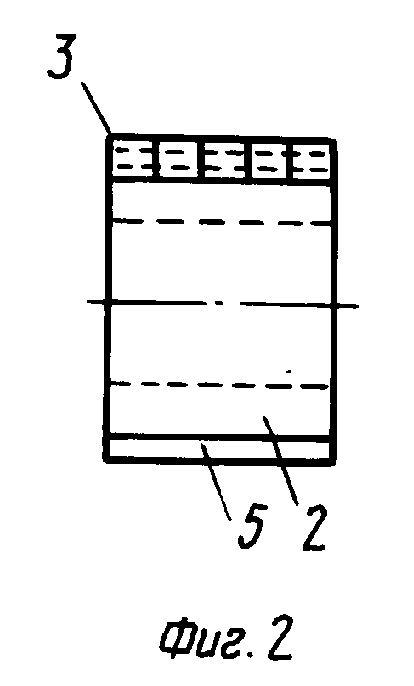
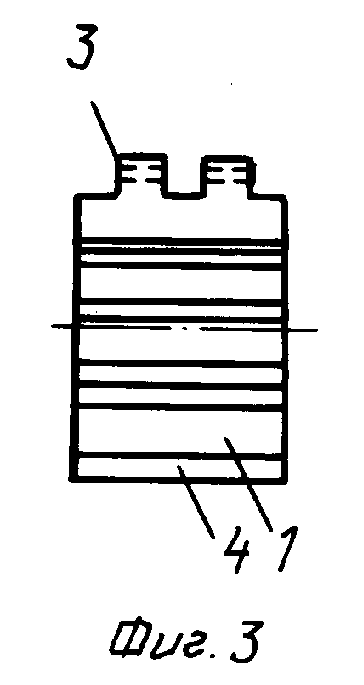
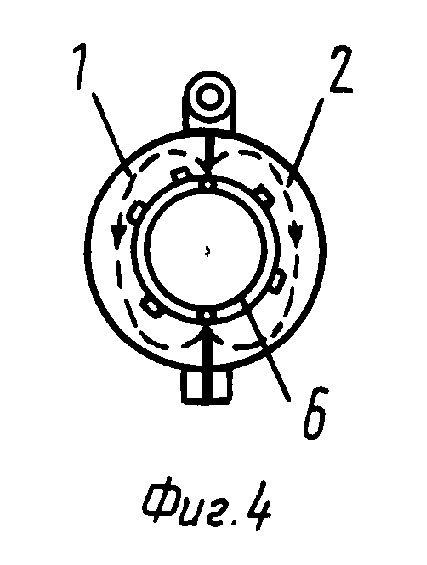
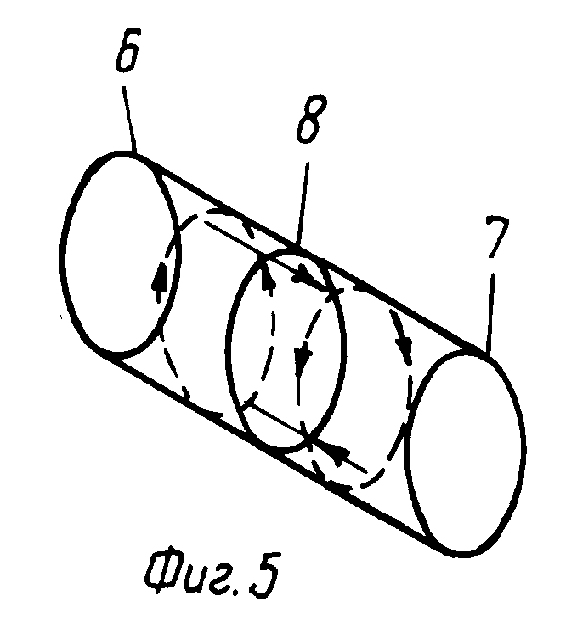
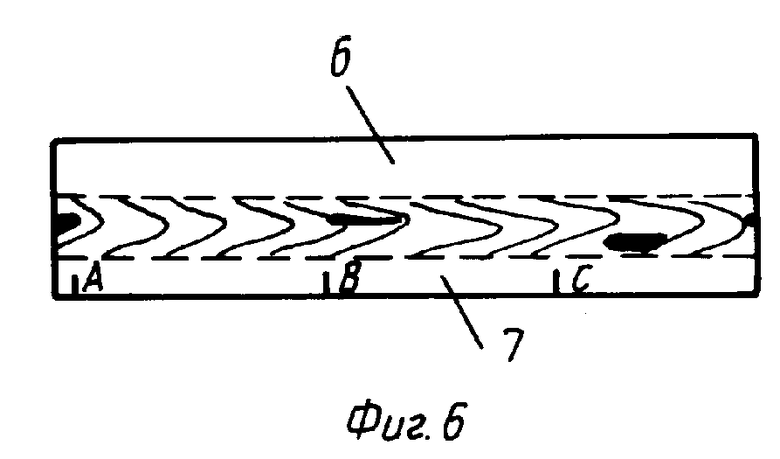
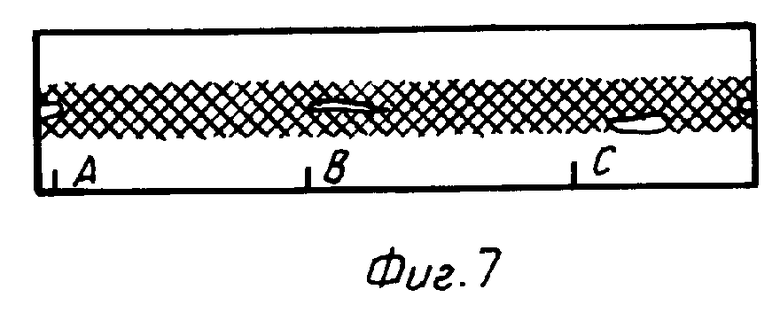
На фиг. 1 показан электромагнитный индуктор, вид с торца; на фиг. 2 - то же, вид сбоку; на фиг. 3 - одна из створок индуктора, вид изнутри; на фиг. 4 - схема образования вращающегося магнитного поля индуктора и индукционного тока через стык (шов) труб; на фиг. 5 - пространственная схема контура индукционного тока в стенках свариваемых труб через их стык; на фиг. 6 - развертка цилиндрической поверхности сварного стыка труб; на фиг. 7 - изображение на фотопленке, экспонированной в инфракрасном излучении на стыке труб, шов которого показан на фиг. 6.
Электромагнитный индуктор вращающегося магнитного поля, с помощью которого осуществляют данный способ, состоит из створок 1 и 2, соединенных шарниром 3, внутри которых в пазах размещена многофазная, например трехфазная, обмотка.
С помощью манипулятора, например подвесной траверсы и т.п., гидропривода створок 1 и 2 створки смыкаются вокруг трубы, образуя цилиндрический статор индуктора, который электрически соединен с помощью коммутационной аппаратуры и электрокабеля с источником электропитания, входящим в комплект установки для осуществления предлагаемого способа. Створки 1 и 2 индуктора имеют губки 4 и 5 по кромкам для скрепления между собой с помощью, например, струбцин и т.п. на период экспозиции фотопленки 6.
Внутренний диаметр индуктора выполнен по конкретному диаметру свариваемых труб, длина индуктора по оси выполнена не менее ширины шва по стыку труб. Ширина пленки 6 выполняется равной длине полюсов индуктора, на пленке 6 могут быть выполнены маркировочные метки для ее ориентированного наложения на шов по стыку труб.
Для осуществления контроля сварного стыка труб на него накладывают ленту кассеты с фотопленкой 6 эмульсией в сторону шва по стыку труб и обхватывают по данному сечению труб створками 1 и 2 индуктора, прижимая губки 4 и 5 друг к другу, соединяя их на время экспозиции, например, с помощью струбцины.
Так как индуктор выполнен по конкретному диаметру свариваемых труб, а лента кассеты с фотопленкой 6 выбрана по заданному периметру шва или заданного участка, подвергаемого контролю, то кассета с пленкой 6 плотно прилегает к шву, позволяя осуществить экспозицию.
После подготовки к экспозиции включают электропитание индуктора на заданное время экспозиции, которое определяется свойствами применяемой фотопленки 6, материалом стенки кассеты, мощностью индуктора и частотой напряжения электропитания. Все перечисленные факторы, определяющие время экспозиции пленки, для конкретной установки являются постоянными.
После включения индуктора вращающееся магнитное поле индуцирует в стенках труб через стык (шов) ток.
В случае качественного выполнения шва по всему периметру стыка труб по всех направлениях контура тока через шов обеспечивается равномерное прогревание шва и металла стенок труб в зоне поля индуктора, что приводит к равномерному инфракрасному излучению во все стороны от шва, обеспечивая равномерный фон засвечивания эмульсии на фотопленке.
В случае размещения в металле шва дефекта (раковины, прожога, газовых или шлаковых пор, включений, трещин и т.п.) по сечению с этим дефектом ток соответственно уменьшится, так как по данному сечению дефект обусловливает возрастание электросопротивления. Другими словами, по данному участку с дефектом прогрев окажется меньше общего фона, поэтому на пленке, прилегающей к данному участку шва с дефектом, образуется более слабое потемнение эмульсии под действием интенсивного инфракрасного излучения. Так как пленка в ленте кассеты находится от поверхности шва на малом расстоянии, равном толщине кассеты, то область слабого засвечивания эмульсии на пленке соответствует области дефекта по его форме, размерам, ориентации и местоположению, а характер дефекта отобразится по интенсивности засвечивания соответствующего участка.
По окончании заданного времени экспозиции (выдержки) индуктор выключают, струбцину с губок 4 и 5 снимают, створки 1 и 2 разводят в стороны и вынимают из-под них ленту кассеты с фотопленкой 6, которую передают в фотолабораторию на фотохимическую обработку.
Так как участки фотоэмульсии, обращенной в сторону шва, при различном прогреве шва индукционным током подвергались инфракрасному излучению различной интенсивности, то после проявления на фотопленке отобразятся соответствующие по форме, размерам и местоположению изображения дефектов. По предварительно нанесенным маркировочным меткам эти изображения на пленке легко идентифицируются с соответствующими участками шва для их устранения исправления или выбраковки, а сама пленка 6 служит документальным свидетельством качества соответствующего шва.
Установка по описанному способу может включать комплект створок индукторов различных диаметров по типовым размерам свариваемых труб, применяемых в данной отрасли, что позволяет все время дефектоскопии по описанному способу свести к нескольким минутам, включая и время на фотохимическую обработку. При этом створчатая конструкция индуктора позволяет осуществить описанный способ в труднодоступных местах без разрушения трубопровода с документальным свидетельством.
Изобретение относится к технической физике, а именно к способам осуществления неразрушающего контроля сварных швов трубопроводов. Целью изобретения является повышения информативности за счет выявления характера размеров и местоположения дефектов по сварному шву, а также повышение оперативности контроля. При включении электропитания индуктора, в зазоре между поверхностью которого и трубами помещена кассета с пленкой, в стенках труб через стык индуцируется вращающийся за полем контур тока, который выделяет теплоту в материале стенок труб и шва, возбуждая их инфракрасное свечение в соответствующем для заданной температуры диапазоне. При отсутствии дефектов в материале шва теплота равномерно распределяется по всему сечению шва, образуя равномерное засвечивание пленки инфракрасным излучением, а при наличии дефектов, сопротивление которых отлично от сопротивления металла шва и труб, распределение теплоты по сечению шва соотвествует величине тока по соотвествующим сечениям, что выделяет участки дефектов более слабым излучением и меньшей частотой его. Так как в результате облучения пленки осуществляется контактная экспозиция, то эти дефекты отображаются соотвествующими по форме, размерам и положению пятен на обработанной фотопленке, что позволяет повысить информативность и оперативность контроля. 7 ил.
СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ТРУБ, заключающийся в нагреве сварного шва и регистрации излучения нагретого шва, по которому судят о качестве соединения, отличающийся тем, что, с целью повышения информативности путем выявления характера, размеров и местоположения дефектов по сварному шву, а также повышения оперативности контроля, нагрев осуществляют индуктором вращающегося магнитного поля створчатой конструкции, которым охватывают трубы в месте их соединения, а излучение регистрируют на светочувствительной в инфракрасном диапазоне фотопленке, которую размещают в зазоре между внутренней поверхностью индуктора и швом в кассете из эластичного материала, прозрачного для инфракрасного излучения со стороны шва и непрозрачного со стороны внутренней поверхности индуктора.
