Изобретение относится к области контрольно-измерительной техники, в частности к "Кроулерам", предназначенным для выявления дефектов в поперечных стыковых сварных соединениях типа трещин, непроваров, пор, шлаковых включений, и др. внутренних параметров структуры шва цилиндрических конструкций, например магистральных газо- и нефтепроводов диаметром 600 мм и более, с их внутренней стороны, и может быть использовано в энергетической, газодобывающей, нефтедобывающей промышленности, при наземной, подводной прокладке продуктопроводов.
Известны мобильные агрегаты для диагностики качества стыковых сварных соединений магистральных трубопроводов при их монтаже, содержащие самоходное полноприводное шасси с платформой, на которой размещены источник питания, собранный на основе свинцово-кислотных батарей, источник панорамного рентгеновского излучения с блоком детекторов, расположенные на платформе, управляющий источник гамма-излучения, выполненный на базе изотопа (иридий 192), многодиапазонный генератор высокой частоты, коммутатор, процессор, выходы которого связаны с элементами управления агрегатом, и включающий гибкую программу, обслуживающую контроль трубопровода разного диаметра, счетчик Гейгера, встроенный в детектор, габаритные инфракрасные датчики, установленные на передней и задней частях агрегата, радиографическую пленку и устройство возврата агрегата на исходную позицию [Проспект фирмы JME (Англия) Кроулеры, Представительство фирмы в России OOO "Русско-Британское Предприятие "Спектрум НТД", проспект прилагается].
Трудоемкость и безопасность обслуживания этих агрегатов велики, так как управлять движением и позиционированием агрегата, физически находящегося внутри трубы, с помощью наружного изотопа, переносимого над поверхностью трубы оператором не комфортно. Другими недостатками известных агрегатов является экологическая опасность радиоактивного загрязнения окружающей среды из-за наличия фона гамма-излучения, губительно влияющего на флору и фауну в окрестности монтажа трубопровода. Точность позиционирования наружного изотопа над блоком детекторов субъективная, поскольку оператор его устанавливает "вслепую", что приводит к необходимости делать контрольные снимки для уточнения позиционирования источника панорамного рентгеновского излучения относительно сварного стыка.
Наиболее близким техническим решением к заявляемому представляется мобильный агрегат для диагностики качества сварных соединений магистральных трубопроводов при их монтаже, содержащий самоходное шасси с платформой, на которой размещены источник питания, собранный на основе аккумуляторных батарей, источник панорамного рентгеновского излучения, управляющий магнит, размещенный снаружи трубопровода, многодиапазонный генератор высокой частоты, процессор, выходы которого связаны с элементами управления агрегатом, и включающий гибкую программу, обслуживающую контроль трубопровода разного диаметра, габаритные инфракрасные датчики, установленные на передней и задней частях агрегата, радиографическую пленку и устройство возврата агрегата на исходную позицию [В.Ф.Мужицкий, В.П.Курозаев, А.С.Бакунов и др. Новые магнитные и вихретоковые средства неразрушающего контроля и технической диагностики //Контроль. Диагностика. - 1999. №5. - С.5-9].
Этот агрегат экологически безопасен при эксплуатации, но трудоемкость его обслуживания так же велика, а точность позиционирования недостаточна, вследствие того, что при контроле сварных швов управление движением и позиционированием агрегата в сечении сварного стыка труб приходится осуществлять снаружи трубопровода оператором с помощью управляющего магнита. Процедуру управления не всегда удается быстро выполнить оператору в полевых условиях при загромождении зоны контроля монтажным оборудованием.
Сущность предлагаемого мобильного агрегата для диагностики качества сварных соединений магистральных трубопроводов при их монтаже состоит в том, что в агрегат, содержащий самоходное шасси с платформой, перемещающееся внутри трубопровода, на платформе размещены источник электрического питания, собранный на основе аккумуляторных батарей, источник рентгеновского излучения с панорамно-направленным потоком рентгеновского излучения в плоскости поперечного сечения свариваемых труб, многодиапазонный генератор высокой частоты, процессор, выходы которого связаны с элементами управления агрегатом, включающий гибкую программу, обслуживающую контроль трубопровода разного диаметра и функции агрегата, габаритные инфракрасные датчики, установленные на передней и задней частях агрегата и подключенные к входам процессора, радиографическую пленку, размещенную на внешней поверхности сварного стыкового шва, и устройство возврата агрегата на исходную позицию, включающее приемник, вход которого подсоединен к выходу генератора, и передатчик с автономным питанием, находящийся снаружи трубопровода, введены как минимум два тактильных датчика прямого и углового позиционирования, размещенные в поперечных сечениях трубопровода, параллельных друг другу и плоскости панорамно-направленного потока рентгеновского излучения, при этом датчик прямого позиционирования расположен в плоскости поперечного сечения, размещенной перед плоскостью панорамно-направленного потока на расстоянии в пределах 8...10 мм по ходу рабочего движения агрегата, а датчик углового позиционирования расположен от плоскости панорамно-направленного потока на расстоянии 4...6 мм либо между плоскостями панорамно-направленного потока и размещения датчика прямого позиционирования, либо с противоположной стороны от плоскости панорамно-направленного потока излучения, кроме этого датчик прямого позиционирования ориентирован строго нормально к внутренней поверхности трубопровода, а датчик углового позиционирования ориентирован строго на любую точку внутренней окружности, образованной примыкающими друг к другу торцами смежных труб, причем датчик прямого позиционирования снабжен механизмом радиального перемещения, датчик углового позиционирования - механизмом радиального перемещения и углового поворота, выходы тактильных датчиков подключены к входам процессора, а входы - с одними из выходов высокочастотного генератора.
Техническим результатом изобретения является значительное уменьшение трудоемкости и безопасности управления движением агрегата внутри трубопровода, его остановом и другими функциями, вследствие устранения наружного управления (извне трубы) работой агрегата искательными как изотопом, так и магнитом, и, вместе с тем, увеличение точности позиционирования агрегата за счет новых технических решений.
На чертеже показан вид мобильного агрегата, размещенного внутри трубопровода. В плоскости поперечного сечения стыкового сварочного соединения агрегат останавливается на установленное время (от единиц до десятков секунд) для производства контроля качества соединений.
Мобильный агрегат содержит шасси 1 с платформой 2, источник 3 электрического питания, собранный на основе аккумуляторных батарей, источник 4 рентгеновского излучения, выполненный в виде рентгеновской трубки, обеспечивающей поток панорамно-направленного рентгеновского излучения на поперечный сварочный стык смежных труб трубопровода, многодиапазонный генератор 5 высокой частоты, процессор 6, включающий гибкую (изменяющуюся) программу, обеспечивающую автоматическую работу элементов агрегата, габаритные инфракрасные датчики 7 для слежения краев трубы (трубопровода), устройство 8 возврата агрегата на исходную позицию трубопровода, тактильные датчики 9 прямого позиционирования, т.е. нормального ориентирования к внутренней поверхности трубопровода и углового позиционирования на любую точку пересечения плоскости панорамно-направленного потока излучения, которое размещено в поперечном сечении трубопровода, и окружности, образованной стыкуемыми торцами смежных труб, пульт 10 управления и рентгенографическую пленку 11.
Датчики 9 позиционирования размещены в поперечных сечениях, параллельных друг другу и плоскости панорамно-направленного потока рентгеновского излучения, при этом местоположение плоскости поперечного сечения, в которой расположен датчик 9 прямого позиционирования, находится перед плоскостью панорамно-направленного потока излучения по ходу рабочего движения агрегата (показано стрелкой), а местоположение плоскости поперечного сечения, в которой расположен датчик 9 углового позиционирования, находится либо между плоскостями панорамно-направленного потока излучения и размещения датчика прямого позиционирования, либо с противоположной стороны плоскости панорамно-направленного потока излучения (в нашем случае показано по второму варианту). Датчик 9 прямого позиционирования снабжен возможностью радиального перемещения к внутренней поверхности трубы и обратно в своем поперечном сечении, а датчик углового позиционирования снабжен возможностью радиального перемещения так же в своем поперечном сечении и углового поворота относительно плоскости, проходящей через внутреннюю окружность, образованной примыкающими друг к другу торцами стыкуемых труб. Поперечное сечение местоположения датчика прямого позиционирования отстоит от плоскости панорамно-направленного потока по ходу рабочего движения агрегата на расстоянии 8...10 мм, а поперечное сечение местоположения датчика 9 углового позиционирования отстоит по ту или другую стороны плоскости панорамно-направленного потока излучения на расстоянии в пределах не больше 4...6 мм, поскольку скорость движения уже погашена до минимума электрическим сигналом датчика 9 прямого позиционирования. Датчики 9 позиционирования могут быть основаны на методе вихревых токов, возбуждающихся высокой частотой от многодиапазонного генератора 5. Функционально выходы тактильных датчиков связаны с процессором 6.
Источник 3 электрического питания представляет собой набор свинцово-кислотных, никель-кадмиевых, или других типов батарей, предусматривающих их подзарядку в процессе эксплуатации.
Источник 4 рентгеновского излучения выполнен на основе рентгеновской трубки, обеспечивающей панорамно-направленное (круговое) одновременное излучение в поперечном сечении сварного стыка смежных труб. Анодное напряжение питания трубки выбирается в зависимости от толщины стенки свариваемых труб, величина которой может быть от 5 до 30 мм.
Процессор 6 предназначен для содержания и запоминания гибкой программы функционирования агрегата, восприятия команд управления движением агрегата, включением и выключением рентгеновского излучения, а так же необходимые временные задержки: начала движения, полного движения, торможения и останова агрегата. Временные задержки необходимы для уменьшения пускового тока элементов агрегата. Кроме того, процессор 6 запоминает время перерыва в работе рентгеновской трубки и исходя из этого каждый раз устанавливается новое время, необходимое для прогрева рентгеновской трубки с целью обеспечения ее долговечной надежности и экономии энергии.
Гибкая программа заложена в процессор 6 и содержит все упомянутые команды управления работой ходовой части агрегата, предусматривает изменение значений временных задержек, величины анодного источника 4 рентгеновского излучения (с шагом в 1 кВ), которая назначается в зависимости от толщины контролируемой стенки трубы; время экспозиции выбирается от 3 с до 3 мин.
Габаритные инфракрасные датчики 7 представляют собой оптоэлектронные сенсоры, работающие на отражение. Если отражение прерывается (сигнал не возвращается в сенсор) в процессор 6 поступает с габаритного датчика электрический сигнал. В этот момент процессор 6 вырабатывает команду полного останова агрегата.
Устройство 8 возврата содержит передатчик и приемник (не показаны) и предназначено для возврата агрегата из трубопровода на исходную позицию. Приемник размещен непосредственно на агрегате, а передатчик находится у оператора снаружи трубы. Устройство настраивается на один из многих частотных каналов, например 6...16 или более, многодиапазонного генератора 5. Вход приемника соединен с источником 3 питания, а выход соединен с одним из входов процессора 6. Передатчик имеет автономное питание (от батареи) и управляет по радиоканалу работой приемника, который в свою очередь формирует электрический сигнал на одном из входов процессора 6.
С наружной стороны трубопровода на сварочный шов накладывается (наклеивается) рентгенографическая пленка 11, на которую экспонируется картина структурного состояния сварочного шва. Все выше описанные процедуры осуществляются через пульт 10 управления действиями агрегата, который запускается оператором через передатчик устройства 8 возврата. Каждая из пленок имеет порядковый номер, соответствующий каждому сварному шву.
Отметим, что при использовании агрегата в трубопроводах большого диаметра в шасси 1 агрегата вводят расширитель расстояния между колесами (не показано) соответственно с этим устанавливают заданные зазоры между внутренней поверхностью трубопровода и тактильными датчиками 9, а так же источником 4 рентгеновского излучения соответственно.
Работа агрегата.
Агрегат размещают внутрь трубопровода на его входе. Затем элементы агрегата по радиоканалу через передатчик устройства 8 автоматически подключают к источнику 3 электрического питания для их прогрева. После прогрева элементов агрегата другой командой в виде электрического сигнала побуждают процессор 6, который в соответствии с гибкой программой, содержащей в себе всю необходимую информацию по управлению агрегатом, формирует команду пульту 10 управления на исполнение движения и других действий агрегата внутри трубопровода.
Допустимая скорость движения агрегата не должна превышать 10 м/мин. При пересечении плоскости поперечного сечения, в которой расположен датчик 9 прямого позиционирования, с окружностью сварного стыка труб на выходе этого датчика 9 возникает импульсный сигнал с амплитудой, значительно превышающей амплитуду сигнала, вырабатываемого датчиком 9 по внутренней (гладкой) поверхности трубопровода. Импульсный сигнал поступает в процессор 6 и начинается плавное торможение (уменьшение скорости движения) агрегата. При достижении окружности сварного стыка зоной чувствительности датчика 9 углового позиционирования, на его выходе так же возникает импульсный сигнал, который поступает в процессор 6, и последний останавливает движение агрегата и дает команду на включение источника 4 панорамно-направленного рентгеновского излучения. Просветив торцевой сварной шов одновременно по всей окружности, картина структурного состояния шва экспонируется на рентгенографическую пленку 11. После окончания этого действия агрегат вновь продолжает движение вдоль трубопровода до следующего стыка труб, пленку 11 снимают, исследуют и архивируют. Если шов качественный, то на пленке 11 изображается равномерный светотеневой фон. Если шов содержит дефекты типа пузырей, трещин, и др. пустот, то на пленке это выражается в виде светлых пятен, характеризующих не только наличие дефектов, но и их размеры. По рисунку на пленке судят о техническом состоянии сварного торцевого шва. Процедура контроля осуществляется последовательно вдоль всего трубопровода.
Техническим результатом изобретения является значительное уменьшение трудоемкости и безопасности управления движением агрегата внутри трубопровода, его остановом и другими функциями, вследствие устранения наружного управления (извне трубы) работой агрегата искательными как изотопом, так и магнитом, и, вместе с тем, увеличение точности позиционирования агрегата за счет новых технических решений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВНУТРИТРУБНЫЙ КРОТ ДЛЯ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ТОРЦЕВЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2285252C1 |
| СИСТЕМА УПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЕМ УСТРОЙСТВА ДИАГНОСТИКИ ТРУБОПРОВОДА (УДТ) | 2010 |
|
RU2451286C1 |
| Беспленочная автоматизированная рентгенометрическая система | 2019 |
|
RU2707577C1 |
| РЕНТГЕНОДЕФЕКТОСКОПИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ | 2010 |
|
RU2533760C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 1997 |
|
RU2123683C1 |
| Способ контроля сварных соединений и система, его реализующая | 2019 |
|
RU2718514C1 |
| УСТРОЙСТВО КОМПЬЮТЕРНОЙ СИСТЕМЫ ДЛЯ ТЕЛЕВИЗИОННОГО КРУГОВОГО СКАНИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СВАРНЫХ ШВОВ ТРУБОПРОВОДА ИЗ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2019 |
|
RU2709408C1 |
| СИСТЕМА ПОШАГОВОГО КОНТРОЛЯ КОЛЬЦЕВОГО СВАРНОГО ШВА ТРУБОПРОВОДА | 2019 |
|
RU2710001C1 |
Использование: для диагностики качества сварных соединений магистральных трубопроводов при их монтаже. Сущность: заключается в том, что в агрегат введены два тактильных датчика прямого и углового позиционирования, размещенные в поперечных сечениях трубопровода, параллельных друг другу и плоскости панорамно-направленного потока рентгеновского излучения, при этом датчик прямого позиционирования расположен в плоскости поперечного сечения, размещенной перед плоскостью панорамно-направленного потока на расстоянии в пределах 8...10 мм по ходу рабочего движения агрегата, а датчик углового позиционирования расположен от плоскости панорамно-направленного потока на расстоянии 4...6 мм либо между плоскостями панорамно-направленного потока и размещения датчика прямого позиционирования, либо с противоположной стороны плоскости панорамно-направленного потока излучения, кроме этого датчик прямого позиционирования ориентирован строго нормально к внутренней поверхности трубопровода, а датчик углового позиционирования ориентирован строго на любую точку внутренней окружности. Технический результат: уменьшение трудоемкости и безопасности управления движением агрегата внутри трубопровода. 1 ил.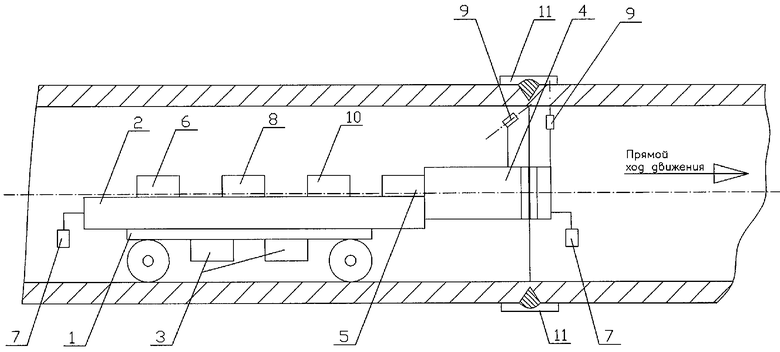
Мобильный агрегат для диагностики качества сварных соединений магистральных трубопроводов при их монтаже, содержащий самоходное шасси с платформой, перемещающееся внутри трубопровода, на платформе размещены источник электрического питания, собранный на основе аккумуляторных батарей, источник рентгеновского излучения с панорамно-направленным потоком рентгеновского излучения в плоскости поперечного сечения свариваемых труб, многодиапазонный генератор высокой частоты, процессор, выходы которого связаны с элементами управления агрегатом, включающий гибкую программу, обслуживающую контроль трубопровода разного диаметра и функции агрегата, габаритные инфракрасные датчики, установленные на передней и задней частях агрегата и подключенные к входам процессора, радиографическую пленку, размещенную на внешней поверхности сварного стыкового шва, и устройство возврата агрегата на исходную позицию, включающее приемник, вход которого подсоединен к выходу генератора, и передатчик с автономным питанием, находящийся снаружи трубопровода, отличающийся тем, что в агрегат введены как минимум два тактильных датчика прямого и углового позиционирования, размещенные в поперечных сечениях трубопровода, параллельных друг другу и плоскости панорамно-направленного потока рентгеновского излучения, при этом датчик прямого позиционирования расположен в плоскости поперечного сечения, размещенной перед плоскостью панорамно-направленного потока на расстоянии в пределах 8...10 мм по ходу рабочего движения агрегата, а датчик углового позиционирования расположен от плоскости панорамно-направленного потока на расстоянии 4...6 мм либо между плоскостями панорамно-направленного потока и размещения датчика прямого позиционирования, либо с противоположной стороны плоскости панорамно-направленного потока излучения, кроме этого датчик прямого позиционирования ориентирован строго нормально к внутренней поверхности трубопровода, а датчик углового позиционирования ориентирован строго на любую точку внутренней окружности, образованной примыкающими друг к другу торцами смежных труб, для этого оба тактильных датчика снабжены механизмом радиального перемещения, а датчик углового позиционирования снабжен дополнительным механизмом углового поворота, причем выходы тактильных датчиков подключены к входам процессора, а входы - с одними из выходов высокочастотного генератора.
| МУЖИЦКИЙ В.Ф., КУРОЗАЕВ В.П., БАКУНОВ А.С | |||
| И ДР | |||
| НОВЫЕ МАГНИТНЫЕ И ВИХРЕТОКОВЫЕ СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ТЕХНИЧЕСКОЙ ДИАГНОСТИКИ, КОНТРОЛЬ | |||
| ДИАГНОСТИКА, №5, 1999, с.5-9 | |||
| Самоходная тележка | 1978 |
|
SU749726A1 |
| Устройство для контроля качества сварных швов цилиндрических изделий | 1972 |
|
SU442106A1 |
| Самоходный рентгеновский дефектоскоп | 1984 |
|
SU1436034A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ КОНСТРУКЦИЙ С ИСПОЛЬЗОВАНИЕМ γ-ИЗЛУЧЕНИЯ ОТ РАДИОАКТИВНОГО ИСТОЧНИКА | 1998 |
|
RU2152097C1 |
| US 3775612 A, 27.11.1973 | |||
| US 4283628 A, 11.08.1981 | |||
| Трал для лова водных организмов | 1985 |
|
SU1306535A1 |

