Изобретение относится к прокатному производству и может быть использовано преимущественно для получения рессорной полосы переменного по длине сечения, а также для прокатки рессорных полос, поперечное сечение которых имеет участки разной толщины, но постоянно по длине (Т-образное, П-образное и другие).
Используя известное техническое решение, получают рессорный лист постоянной ширины с уменьшающейся от центра к концах листа толщиной.
Недостаток известного технического решения - сложность технологии прокатки. В известном техническом решении для получения постоянной ширины листа прокатываемую полосу предварительно обжимают по ширине в подготовительном калибре в вертикальных валках переменного радиуса, а затем - в окончательном (чистовом) калибре производят обжатие по высоте в горизонтальных валках переменного радиуса. Профилировка вертикальных валков выполнена с таким расчетом, чтобы обжатия по ширине в каждом сечении полосы были равны уширениям в этих сечениях при последующем окончательном обжатии по высоте в горизонтальных валках. Таким образом, для получения рессорного листа с использованием известного технического решения необходимы для периодических калибра; один на вертикальных валках, другой - на горизонтальных. Изготовление периодических калибров сопряжено с технологическими трудностями. В процессе прокатки начало профиля выходящей из вертикальных валков полосы должно совпадать при подаче в горизонтальные валки с началом профилировки последних. В известном техническом решении для этих целей предусмотрен достаточно сложный узел валков универсальной прокатной клети, обеспечивающий кинематическую связь между осями вертикальных валков и горизонтальными валками, а также соединение бандажей вертикальных валков со своими осями посредством храповых механизмов и снабжение бандажей тормозными устройствами.
От ряда указанных недостатков свободен способ получения рессорного листа, принятый в качестве прототипа, который позволяет получать рессорный лист переменного по длине сечения.
В известном способе заготовку постоянного по длине сечения, предварительно получаемую в подготовительном калибре, прокатывают за один проход в периодическом (чистовом) калибре. В процессе прокатки в периодическом калибре кромки заготовки деформируют с постоянным обжатием 50-70% по всей длине листа, а остальную часть поперечного сечения - с переменным обжатием, уменьшающимся от концов к центру листа. В результате получают лист постоянной ширины, поперечное сечение которого, за исключением концевых участков прямоугольной формы, имеет Т-образную форму с постоянной толщиной полок и с уменьшающейся от центра к концам листа высотой выступа. Постоянство ширины листа обеспечивается за счет вынужденного уширения полок профиля в центральной части листами свободного уширения, вызванного большей степенью равномерной по ширине заготовки деформации по концам листа.
Недостаток известного способа - низкое качество полосы, связанное с невыполнением геометрических размеров профиля вследствие утяжки в процессе прокатки. Явление утяжки наиболее сильно проявляется в центральной части листа, где имеет место наибольший перепад обжатий по ширине заготовки. Кромки заготовки, деформируемые с большим обжатием, стремятся к удлинению (вытяжке), чему препятствует слабо обжимаемая средняя часть поперечного сечения (выступ Т-образного профиля). В результате произойдет вынужденное уширение кромок и утяжка выступа профиля, приводящая к уменьшению ширины выступа, увеличению углов наклона боковых сторон выступа к вертикальной оси и увеличению радиусов сопряжений боковых сторон выступа с его верхним основанием.
Задачей изобретения является повышение качества полосы за счет увеличения точности выполнения геометрических размеров.
Техническое решение задачи достигается тем, что в способе прокатки полос, включающем предварительную прокатку заготовки в подготовительном калибре с постоянным обжатием ее по длине и последующую прокатку в чистовом калибре с неравномерным обжатием по ширине, при которой одни участки поперечного сечения заготовки деформируются с большим обжатием, а другие - с меньшим, на заготовке, согласно изобретению, при прокатке в подготовительном калибре формируют выступы высотой 0,015-0,15 ее толщины, расположенные на участках, деформируемых с меньшим обжатием в чистовом калибре, вдоль границы последних с участками, подвергающимися большему обжатию в чистовом калибре.
При прокатке Т-образной рессорной полосы переменной толщины согласно предложенному способу на заготовке в подготовительном калибре формируют выступы, расположенные так, что при последующей прокатке в чистовом (периодическом) калибре они оказываются на выступающей части Т-образного профиля вдоль их границы с полками профиля. При этом в зонах наибольшей утяжки появляются дополнительные объемы метала, компенсирующие вызываемое утяжкой изменение геометрических размеров выступающей части профиля. Кроме того, за счет локального увеличения обжатия в зоне выполняемых выступов уменьшается разность деформаций между полками и выступающей частью профиля, что также способствует уменьшению утяжки.
Уменьшение разницы деформаций и появление дополнительного смещаемого объема металла на границе участков профиля способствует вытяжке при прокатке, что благоприятно сказывается на выравнивании уширения по длине полосы.
Дополнительный объем металла, находящийся в предлагаемых выступах, расходуется в центральных и прилегающих к центру участках рессорных листов на компенсацию утяжки, а уширение этих участков листов определяется вынужденным уширением кромок. На концевых участках листа, имеющих прямоугольное сечение, наличие выступов на заготовке увеличивает среднюю деформацию при прокатке в чистовом калибре, способствует увеличению уширения концевых участков.
Кромки заготовки, поступающей в периодический калибр, могут быть предварительно обжаты в подготовительном калибре с большей степенью, чем средняя часть поперечного сечения, что расширяет технологические возможности заявляемого способа и позволит добиться высокой точности выполнения геометрических размеров.
Заявляемый способ может быть использован при продольной периодической прокатке рессорной полосы, имеющей в центральной части П-образное сечение (канавка посредине и выступы по краям). В этом случае в периодическом калибре среднюю часть поперечного сечения заготовки деформируют с постоянным обжатием по длине листа, а кромки - с переменным обжатием, уменьшающимся от концов к центру листа. Неравномерность обжатия по ширине заготовки может приводить к утяжке, вызывающей изменение геометрии выступающих частей П-образного профиля.
Выполнение на заготовке предлагаемых согласно изобретению выступов на участках, соответствующих выступающим частям П-образного профиля, вдоль их границы с канавкой позволит уменьшить утяжку и увеличить точность выполнения геометрических размеров. В средней части поперечного сечения заготовки при обжатии в подготовительном калибре может быть сформирована выемка глубиной, не превышающей глубину канавки в центре готового листа. Выполнение такой выемки позволяет расширить технологические возможности заявляемого способа и добиться высокого качества рессорных листов.
Предлагаемый способ может быть также использован при прокатке полос постоянного по длине сечения, имеющих перепады по толщине в поперечном сечении, например, рессорных полос Т-образного или П-образного сечения.
Величина выступов, выполняемых на заготовке в подготовительном калибре, принята в пределах 0,05-0,15 толщины заготовки. Выступы высотой менее 0,05 толщины заготовки малоэффективны, а выполнение выступов высотой более 0,15 толщины заготовки приводит к переполнению калибра и сильному неравномерному износу прокатных валков.
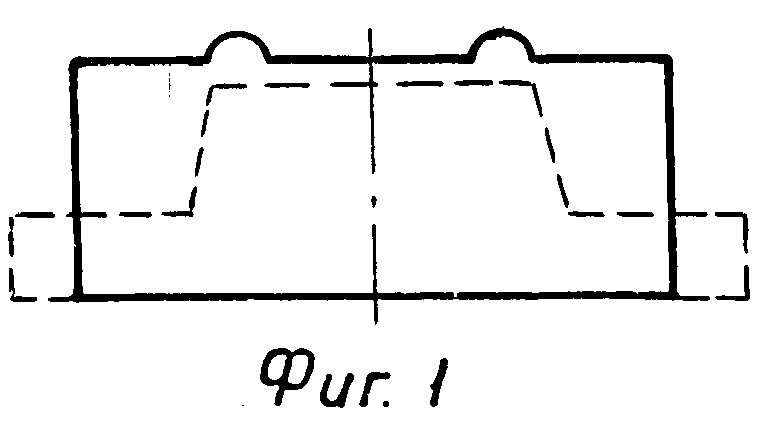
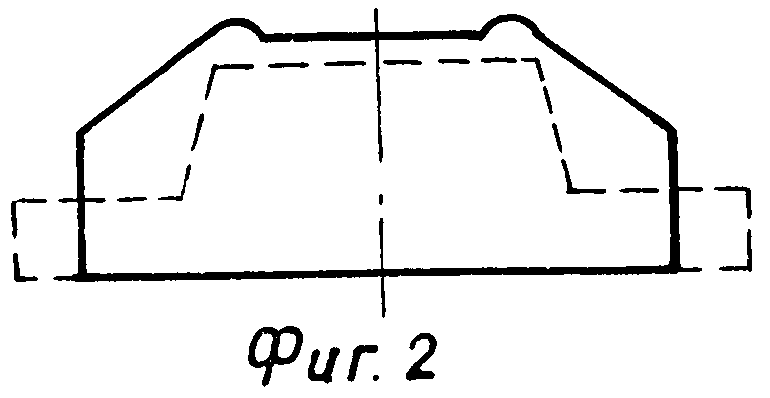
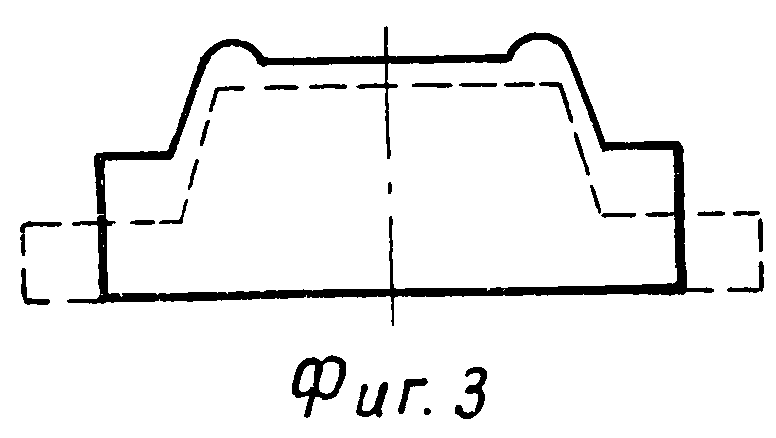
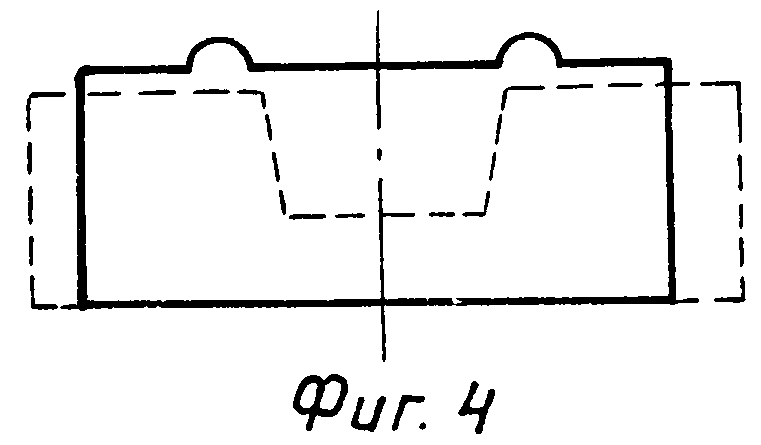
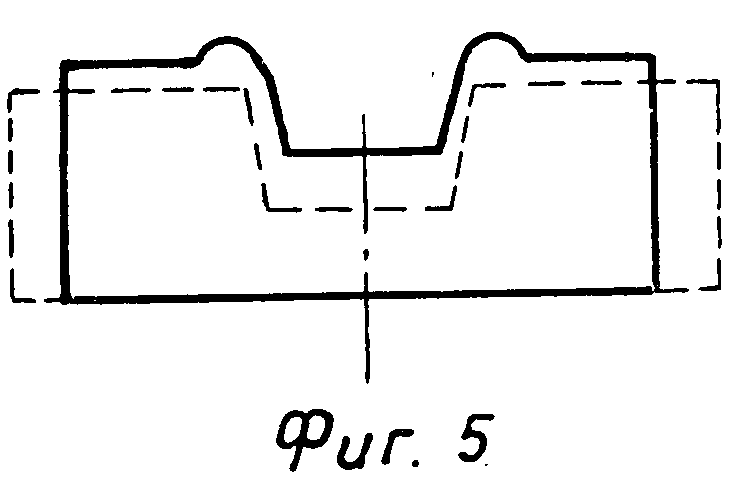
На фиг. 1 представлено поперечное сечение заготовки для прокатки Т-образного профиля по заявляемому способу; на фиг. 2, 3 - варианты выполнения поперечного сечения заготовки с предварительно обжатыми кромками для прокатки Т-образного профиля; на фиг. 4 - поперечное сечение заготовки для прокатки П-образного профиля; на фиг. 5 - вариант выполнения поперечного сечения заготовки с выемкой в средней части для прокатки П-образного профиля (профиль рессорных листов показан на чертеже пунктиром).
Прокатка по предлагаемому способу может осуществляться поштучно либо на непрерывном стане. В последнем случае на прокатанной полосе получают несколько листов (периодов) с последующей разрезкой на отдельные листы. Заготовка, выходящая из подготовительного калибра, имеет прямоугольное сечение с выступом высотой 0,05-0,15 толщины заготовки (фиг. 1). Выступы на заготовке расположены на участках, которые после обжатия в чистовом калибре образуют выступающую часть Т-образного профиля, вдоль границы последних с участками, из которых в чистовом калибре формируются полки профиля. Высота полок профиля постоянна по всей длине прокатанного листа, а высота выступа уменьшается от центра листа к его концам (концевые участки листа имеют обычно прямоугольное сечение высотой, равной высоте полок). Периодический калибр образован двумя горизонтальными валками. Нижний валок гладкий цилиндрический формирует нижнюю поверхность полосы, верхний валок имеет врез переменного радиуса, формирующий выступающую часть Т-образного профиля.
Прокатку рессорных листов П-образного периодического профиля осуществляют следующим образом. Заготовка, выходящая из подготовительного калибра, имеет прямоугольное поперечное сечение с выступами, расположенными на участках, из которых в чистовом калибре формируются выступающие части П-образного профиля (фиг. 4). Чистовой периодический калибр образован нижним цилиндрическим валком и профилированным верхним валком, на котором выполнены два вреза переменного радиуса, формирующие выступающие части П-образного профиля, так чтобы их высота уменьшалась от центра к концам листа. Тонкая часть профиля (по канавке) имеет постоянную толщину (такую же толщину имеют обычно концы листа).
Форму выступа на заготовке целесообразно выполнять в виде дуги окружности или овала либо в виде выпуклой кривой с быстрым убыванием высоты выступа возле границы толстой части профиля с тонкой и плавным убыванием высоты с противоположной стороны выступа.
Предварительное обжатие кромок заготовки (см. фиг. 2, 3) либо средней части (см. фиг. 5) при прокатке соответственно Т- и П-образного профиля позволяет уменьшить перепад обжатий между тонкой и толстой частью профиля при последующей прокатке в чистовом проходе. Это позволяет повысить качество листа, уменьшить неравномерность износа прокатных валков, увеличить глубину выемок на готовых рессорных листах. Последнее обстоятельство способствует увеличению эффективности использования рессорной стали за счет перераспределения напряжений растяжения и сжатия при изгибе рессорных листов под действием вертикальных нагрузок в процессе эксплуатации рессор.
Результаты опытного опробования предлагаемого способа на стане 370 при прокатке Т- и П-образных профилей переменного сечения позволили определить численный интервал высоты выступа на заготовке (выступы выполнялись на заготовке прямоугольного сечения), использовалась рессорная сталь 50 ХГФА, температура прокатки в чистовом проходе 1050 - 1100оС, ширина прокатанного листа 90 мм, длина периодической части 1100 мм.
Результаты прокатки рессорных полос Т-образного сечения представлены в таблице. Как следует из таблицы, высота выступа на заготовке должна быть в пределах 0,05-0,15 Н, где Н толщина заготовки. Выступы высотой менее 0,05 Н неэффективны, а увеличение их высоты более 0,15 Н приводит к неудовлетворительному качеству профиля. Аналогичные результаты получены при опытной прокатке П-образной рессорной полосы.
Предлагаемый способ изготовления рессорного листа обеспечивает возможность серийного производства периодической рессорной полосы с улучшенным качеством.
Использование предлагаемого способа может быть осуществлено при прокатке рессорных полос Т- и П-образного постоянного по длине сечения, что позволит уменьшить количество проходов при прокатке и повысить производительность прокатного стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТ РЕССОРЫ | 1991 |
|
RU2011055C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕССОРНОГО ЛИСТА | 1990 |
|
RU1741338C |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕССОРНОГО ЛИСТА | 1987 |
|
SU1451942A1 |
| ЛИСТ ДЛЯ РЕССОРЫ | 1990 |
|
RU1769566C |
| Способ изготовления периодических профилей типа клиновых рессор | 1986 |
|
SU1447507A1 |
| Валковый узел прокатного стана | 1981 |
|
SU971541A1 |
| Способ получения периодических профилей постоянной ширины | 1990 |
|
SU1810199A1 |
| Способ горячей прокатки полос переменного поперечного сечения | 1987 |
|
SU1482739A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ПОДКЛАДОЧНЫХ ПОЛОС | 2019 |
|
RU2725547C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2070448C1 |
Использование: при прокатке полос со ступенчатым изменением толщины по ширине полосы, преимущественно рессорных полос переменного или постоянного по длине полосы сечения. Сущность изобретения: прокатку ведут в подготовительном и чистовом калибре. При этом в подготовительном калибре на заготовке формируют продольные выступы высотой 0,05 - 0,15 от толщины заготовки, располагая их на участках, подвергающихся меньшему обжатию в чистовом калибре, на границе их с участками, подвергающимися большему обжатию в этом калибре. 5 ил., 1 табл.
СПОСОБ ПРОКАТКИ ПОЛОС, включающий предварительную прокатку заготовки в подготовительном калибре с постоянным обжатием ее по длине и последующую прокатку в чистовом калибре с неравномерным обжатием по ширине, при которой одни участки поперечного сечения заготовки деформируются с большим обжатием, а другие - с меньшим, отличающийся тем, что, с целью повышения качества полосы за счет увеличения точности геометрических размеров, на заготовке при прокатке в подготовительном калибре формируют выступы высотой 0,05 - 0,15 ее толщины, расположенные на участках, деформируемых с меньшим обжатием в чистовом калибре, вдоль границ последних с участками, подвергающимися большему обжатию в чистовом калибре.
| Дерябин В.П., Сычев П.М., Вайсман И.М | |||
| Результаты поштучной прокатки периодических рессорных полос, М.: Машиностроение - Автомобильная промышленность, 1990, N 5, с.25-26. |
