Изобретение относится к прокатному производству и может быть использовано при изготовлении периодических рессорных листов.
Цель изобретения повышение качества рессорного листа и экономия металла путем исключения переполнения калибра.
Это достигается тем, что заготовку предварительно подвергают обработке в подготовительном калибре с коэффициентом обжатия кромок заготовки, превышающим коэффициент обжатия средней части ее поперечного сечения на 25-55% Тогда при прокатке в периодическом калибре коэффициент обжатия кромок уменьшается до 25-45% вместо 50-70% и, как следствие, снижается влияние вынужденного уширения, стабилизируется размер по ширине периодической полосы, в результате чего обеспечивается возможность серийного производства периодического рессорного листа на прокатном стане для Т-образной рессорной стали постоянного сечения.
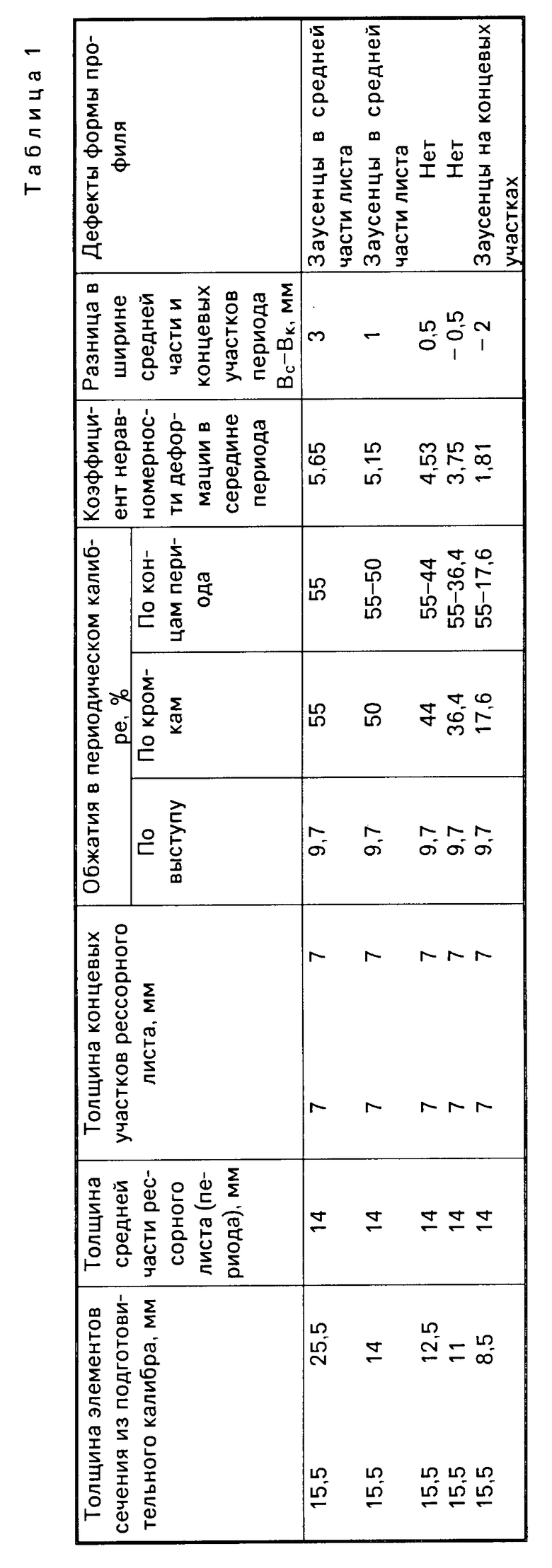
В табл.1 приведены результаты влияния формы подготовительного сечения на соотношение ширины средней части и концевых участков рессорного листа.
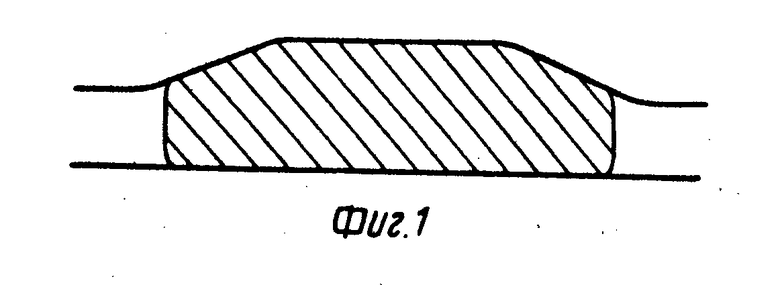
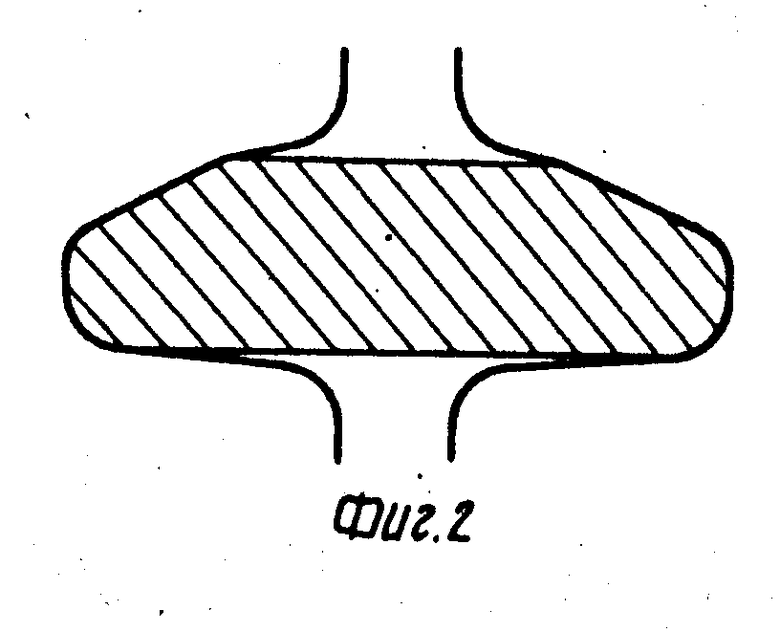
Предварительную обработку заготовки можно производить как в ребровых, так и в пластовых калибрах.
На фиг.1 и 2 изображена примерная форма калибров.
На стане "370" был опробован предлагаемый способ изготовления рессорного листа.
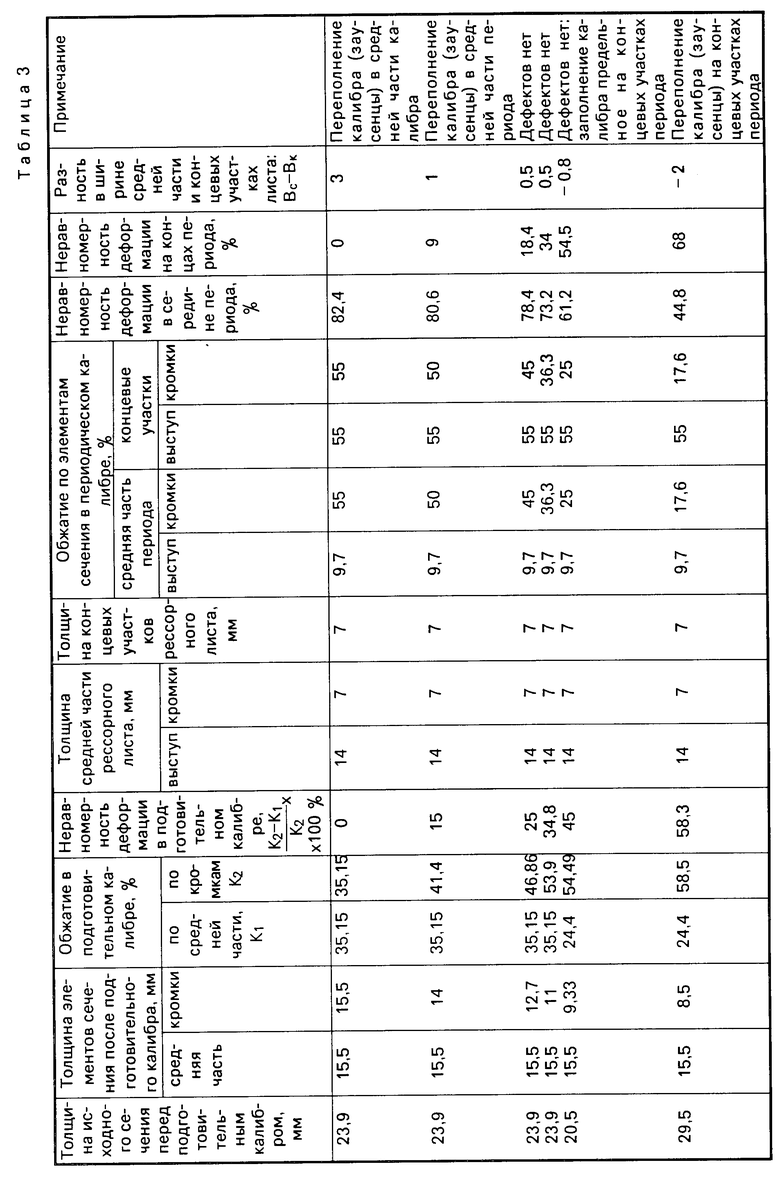
Результаты прокатки приведены в табл.2 и 3.
Из данных, приведенных в таблицах, видно, что предлагаемый способ изготовления рессорного листа обеспечивает возможность серийного производства перио- дической рессорной полосы, уменьшение потерь металла при настройке профиля, улучшение формы кромок, способствующее увеличению ресурсов готового изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПОЛОС | 1991 |
|
RU2014915C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕССОРНОГО ЛИСТА | 1990 |
|
RU1741338C |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| СПОСОБ ПРОКАТКИ ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 2017 |
|
RU2650464C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1999 |
|
RU2147259C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| СПОСОБ ПРОКАТКИ ПОЛОСЫ С КРУГЛЫМИ УТОЛЩЕНИЯМИ ПО КРОМКАМ | 2004 |
|
RU2257970C1 |

Изобретение относится к прокатному производству и может быть использовано для изготовления периодически рессорных листов. Цель изобретения - повышение качества рессорного листа и экономия металла путем исключения переполнения калибра. Периодический по длине рессорный лист формируется в калибре рабочей клети прокатного стана. В результате переменного обжатия средней части сечения и постоянного обжатия боковых участков образуется лист Т - образной формы в средней части периода и прямоугольной - по концам периода. Для уменьшения разности между шириной средней части и концом периодического листа раскат предварительно обрабатывается в подготовительном калибре трапециевидной или Т - образной формы с деформацией кромок, превышающей деформацию средней части на 25 - 55%, а обжатие кромок в периодическом калибре составляет 25 - 45%. Это обеспечивает возможность промышленного производства периодической рессорной полосы. 2 ил., 3 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ РЕССОРНОГО ЛИСТА, включающий продольную прокатку полосы в периодическом калибре с постоянным обжатием кромок заготовки, отличающийся тем, что, с целью повышения качества рессорного листа и экономии металла путем исключения переполнения калибра, заготовку предварительно деформируют в подготовительном калибре с деформацией кромок, превышающей деформацию средней части на 25 50% а обжатие кромок в периодическом калибре составляет 25 45%
| Авторское свидетельство СССР N 528719, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
