Изобретение относится к сварке металлов, преимущественно алюминия и сплавов на его основе, применительно к изготовлению сварных конструкций с элементами соединения большой толщины. Наиболее широкое применение может найти при изготовлении шинопроводов электрометаллургических агрегатов большой единичной мощности, практическое применение - в химической и электротехнической промышленности, в цветной металлургии и специальных областях техники.
Известно применение пластинчатых электродов для сварки крупногабаритных изделий со швами небольшой протяженности, в случае сварки изделий, имеющих протяженные сварные узлы, наиболее экономично использование проволочных электродов [1].
Известна наплавка с использованием жидкого присадочного металла [2], при которой наплавляемая деталь предварительно нагревается в жидком флюсе. При последующей кристаллизации жидкого металла на поверхности наплавляемых кромок применяют специальный охладитель.
Однако, указанные способы сварки не смогут быть использованы в случае ограниченного доступа к соединяемым узлам. При выполнении сварочных работ в условиях монтажа нельзя использовать электрошлаковую сварку пластинчатым и проволочным электродом из-за недостатка оперативного пространства при размещении сварочного оборудования и подающих узлов для подачи электродного металла. С увеличением толщины свариваемого металла, особенно алюминия, резко возрастают энергозатраты. Кроме того, для обеспечения качественных сварных соединений требуется использование флюсов на основе щелочных и щелочноземельных металлов.
Известен способ сварки [3], при котором свариваемые заготовки погружают в электролит и включают в сварочную цепь в качестве катода, а заполнение зазора между соединяемыми кромками осуществляют металлом, осаждаемым из электролита под действием электрического тока. При пропускании через электролит тока на свариваемых кромках происходит осаждение металла равномерным слоем на всей поверхности детали и заполнение зазора между ними, в результате чего детали соединяются в одно целое.
Однако ввиду необходимости погружения свариваемых кромок целиком в электролит возможность сварки изделий большой толщины затруднительна, и наоборот, возникают большие капитальные затраты на осуществление процесса. Исключено применение этого вида сварки в монтажных условиях. Процесс весьма чувствителен к нарушениям состава электролита и различным примесям, а взаимное экранирование свариваемых кромок, особенно на начальном участке, резко снижает качество сварки. Необходимость применения конкретного электролита ограничивает выбор металлов для сварки.
С целью устранения указанных недостатков при соединении алюминия большой толщины рекомендуется способ сварки, не требующий сварочного оборудования и исключающий применение материалов в виде проволоки и дорогостоящих флюсов, а также предварительную подготовку жидкого металла. Сущность способа сварки заключается в использовании реакций электрохимического процесса, осуществляемых непосредственно в зазоре между свариваемыми кромками, т. е. включение электролита в электрическую цепь производят посредством электродов, и выделение при высокой температуре жидкого присадочного металла из раствора его соли, содержащей свариваемый металл, например алюминий, путем электролиза фторидного расплава с дополнительным содержанием оксида алюминия с последующей кристаллизацией и формированием сварного соединения. При этом свариваемые кромки только частично погружаются в электролит и соприкасаясь в процессе сварки с жидкой шлаковой ванной, нагреваются до температуры сварки и одновременно обрабатываются ею, т.е. подготавливаются к сварке. Последующее перемещение жидкого алюминия от поддона вверх способствует получению металлического контакта, а именно сварного соединения по всему сечению.
Принципиально электролизу подвергается расплав криолита Na3AlF6 с растворенным в нем оксидом алюминия (Al2O3). Электролиз ведут при температуре несколько выше температуры плавления расплава. В качестве катодов используются стойкие в криолитовой ванне угольные (графитовые) поддоны, аноды могут быть в виде графитовых электродов. При электролизе жидкий алюминий накапливается на поддоне и вместе с ним составляет катод, на аноде разряжаются кислородсодержащие ионы. Выделяющийся кислород окисляет углерод анода, образуя смесь СО и СО2. Таким образом, теоретически расходуется только оксид алюминия (глинозем) и углерод. Практически вследствие испарения и впитывания в футеровку расходуется также криолит и др. компоненты.
Процесс подчиняется закону Фарадея и, таким образом, количество выделившегося алюминия определяется по формуле:
q=n˙I˙τ, где q - количество алюминия, выделившегося на катоде (поддоне);
n - электрохимический эквивалент;
I - сила тока при сварке;
τ - время сварки (электролиза).
Если через шлаковую ванну пропустить постоянный электрический ток с использованием индифферентного электрода (графитового), то электролиз будет наблюдаться при определенном напряжении и, только тогда, когда оно достигает требуемого значения. Это минимальное напряжение, при котором идет процесс сварки, называется напряжением разложения. Необходимо также определить границу предельного тока в зависимости от толщины свариваемого металла. В этом случае будет преимущественно выделяться алюминий, в противном случае - совместно алюминий и натрий, наконец при значительных токах - только натрий.
В шлаковой ванне криолит полностью диссоциирован на ионы Na+ и AlF63-, а оксид алюминия (глинозем) Al2O Al3++AlO
Al3++AlO
Таким образом положительные ионы алюминия на начальном этапе в расплаве перемещаются к поддону (катоду), восполняют недостающие электроны и сосредотачиваются внизу в виде металлического алюминия. Поскольку он находится в жидком состоянии, он также выполняет роль катода. Принимая во внимание, что оксид алюминия является соединением алюминия с кислородом, то отрицательные ионы кислорода направляются к аноду, т.е. графитовому электроду, и соединяются с углеродом. В процессе сварки электрод постепенно сгорает и его необходимо постоянно опускать в шлаковую ванну; с другой стороны, по мере образования капель увеличивается объем жидкого алюминия на катоде, и он постепенно поднимается и заполняет весь сварочный зазор. Для того, чтобы процесс сварки не нарушался, необходимо сохранять постоянным расстояние между полюсами, т.е. между торцом электрода и поверхностью металлической ванны.
Другим отличием является то, что в качестве катода используется поддон, и иногда формирующие приспособления и свариваемые детали (т.е. свариваемые кромки подключены к отрицательному источнику электрического тока), а в качестве анода выбирают неплавящийся графитовый электрод и подключают его к положительному полюсу. При этом принимают во внимание, что анод должен быть индифферентен к шлаковому расплаву.
Еще одним отличием является поддержание температуры электролита (расплава) в пределах 930-960оС за счет перехода с параллельного подключения стыков на последовательное, и наоборот; источник тока выбирается так, чтобы его напряжение могло изменяться, но независимо от величины протекающего тока. При этом переключение осуществляют непосредственно в процессе сварки.
Отличием является также использование в качестве шлаковой ванны для получения жидкого алюминия солевого расплава (электролита), содержащего фториды щелочных и щелочно-земельных металлов с дополнительным введением оксида алюминия в пределах 5-10% от общего содержания ингредиентов. В качестве электролита (сварочной ванны) для сварки алюминия применяется солевой расплав, содержащий Na3AlF6-AlF3-CaF2-Al2O3. Причем соотношение NaF:AlF3 должно сохраняться менее 3. В этом случае состав шлаковой ванны соответствует расплавам тройной системы Na3AlF6-AlF3-Al2O3. Галогенидная часть этого флюса в расплавленном состоянии хорошо проводит электрический ток, т. е. является проводником второго рода - электролитом.
Такая шлаковая ванна хорошо растворяет оксид алюминия (Al2O3), что способствует также регулированию температуры шлаковой ванны в процессе сварки, так как при электролизе важно поддержать требуемую температуру. Это необходимо для снижения растворимости выделяющегося алюминия в шлаковой ванне и интенсивности испарения компонентов шлака, желательно потому поддерживать наиболее низкую температуру шлаковой ванны.
Однако ее температура, с другой стороны, должна быть выше температуры плавления выделяемого металла (алюминия). Необходимо исключить возможность застывания шлаковой ванны. Выбор температуры шлаковой ванны и ее состав осуществляют путем использования диаграммы плавкости солевых систем, в которые входит основной компонент, подвергающийся электролизу. В качестве шлаковой ванны могут быть использованы смеси из трех и более компонентов.
Кроме того необходимо руководствоваться физико-химическими свойствами расплавленных компонентов, такими как электропроводимость, плотность, вязкость, поверхностное натяжение. В шлаковую ванну необходимо вводить такие компоненты, которые снижали бы ее температуру плавления, но одновременно увеличивали ее электропроводность и понижали вязкость. Плотность шлаковой ванны по рекомендуемому способу сварки должна быть меньше плотности алюминия. Введение в шлаковую ванну различных компонентов предусматривает положительное их воздействие на процесс сварки. Например, AlF3 снижает плотность расплава, что повышает скорость сварки; CaF2 увеличивает электропроводность шлаковой ванны, увеличение вязкости в этом случае незначительно. Na3AlF6 выполняет роль растворителя оксида алюминия. Сравнительно высокая растворимость оксида алюминия в расплавленном криолите, снижение плотности расплава при добавлении к криолиту оксида алюминия и др. факты свидетельствуют о том, что расплавы системы Na3AlF6_Al2O3 являются однородными системами из ионов Na+, Al3+, F -, O2-. Принимая во внимание многозарядность этих ионов, можно предположить, что происходит взаимодействие между компонентами с образованием комплексных ионов.
При рекомендуемом способе сварки необходимо обеспечить значительную катодную плотность, которая зависит от электропроводности шлаковой ванны. Увеличение катодной плотности сопровождается повышением производительности сварочных работ. Но это увеличение ограничено определенным пределом. Практически при рекомендуемом способе сварки она не превышает 1,5 а/мм2. Таким образом, при рекомендуемом способе сварки присадочный металл (алюминий) получают в жидком виде, поскольку температура шлаковой ванны превышает температуру плавления Al практически в два раза. Для обеспечения качественного соединения при рекомендуемом способе сварки необходимо обеспечить условия, чтобы количество оксида алюминия у катода (свариваемых кромок) всегда было достаточным ибо снижение его содержания приведет к нежелательным побочным процессам (образование губчатого металла, появление твердых частиц и т.п.).
Подводимый к свариваемым кромкам алюминий должен хорошо их смачивать и образовывать компактный слой. Рекомендуемый способ сварки представляет собой процесс практически с жидким катодом, причем выделяемый в процессе электролиза алюминий используется для соединения изделий также из алюминия. При этом повышение температуры процесса до определенного предела улучшает условия сварки, так как ускоряет диффузию. Однако катодная плотность должна быть согласована с процессом диффузии, поскольку выделяемый при большой плотности тока металл должен успевать диффундировать в глубь жидкого катода (металлической ванны).
В предлагаемом способе в качестве нерастворимого электрода используется угольный или графитовый анод. Одним из характерных явлений, наблюдаемых при сварке по рекомендуемому способу, является анодный эффект. Это явление характеризуется повышением напряжения на шлаковой ванне и уменьшением силы тока. Анодные газы как бы обволакивают анод и оттесняют от него шлаковую ванну. Между электродом и шлаковой ванной появляется световая полоса, состоящая из множества искр. Механизм анодного эффекта очень сложен, анодный эффект вреден для процесса сварки, так как увеличивает расход электроэнергии, снижает производительность сварочных работ, ускоряет разрушение электрода. Примеси мелкодисперсного углерода в электролите способствуют, с одной стороны, сильному пенообразованию, а с другой, - создают на границе раздела рыхлую углеродную корочку. Вместе это также нарушает процесс сварки. Для каждой шлаковой ванны существует определенная плотность тока, называемая критической, выше которой наступает анодный эффект. Наличие окислов в шлаковой ванне может предотвратить анодный эффект. В рекомендуемом способе сварки в качестве такого компонента используется оксид алюминия.
Способ сварки путем использования процесса электролиза в шлаковой ванне идет при высоких температурах, поэтому необходимо обеспечить условия ее поддержания в процессе соединения деталей. По рекомендуемому способу сварки подвод тепловой мощности осуществляется за счет джоулева тепла, развиваемого в шлаковой ванне при прохождении через нее электрического (постоянного) тока, т.е. тепловой режим поддерживается постоянным током.
Электрическая энергия, подводимая к шлаковой ванне расходуется на электрохимическое разложение и на ее нагрев; энергия на нагрев тем больше, чем выше напряжение.
Расчет необходимого количества электроэнергии и, как следствие, тепловой мощности осуществляется по известным закономерностям. Напряжение на ванне определяется по формуле:
U = Eo+  + IRк+IRa+ I(Σ R1+ Σ R2), где U - напряжение на контактах, В;
+ IRк+IRa+ I(Σ R1+ Σ R2), где U - напряжение на контактах, В;
Ео - напряжение разложения, В;
I - сила тока, А;
ρ - удельное сопротивление шлаковой ванны, ом/см;
l - расстояние между электродами, см;
S =  - средняя геометрическая площадь электродов, см2;
- средняя геометрическая площадь электродов, см2;
Ra - сопротивление анода, Ом;
Rk - сопротивление катода, Ом;
ΣR1 - сопротивление анодных и катодных контактов, Ом;
ΣR2 - сопротивление шинопроводов, Ом.
Подбирая плотность тока и расстояние между электродами, можно получить необходимое джоулево тепло, которое бы компенсировало тепловые потери в шлаковой ванне в зависимости от толщины свариваемого металла. Для уменьшения тепловых потерь при рекомендуемом способе сварки необходимо применить хорошую тепловую изоляцию.
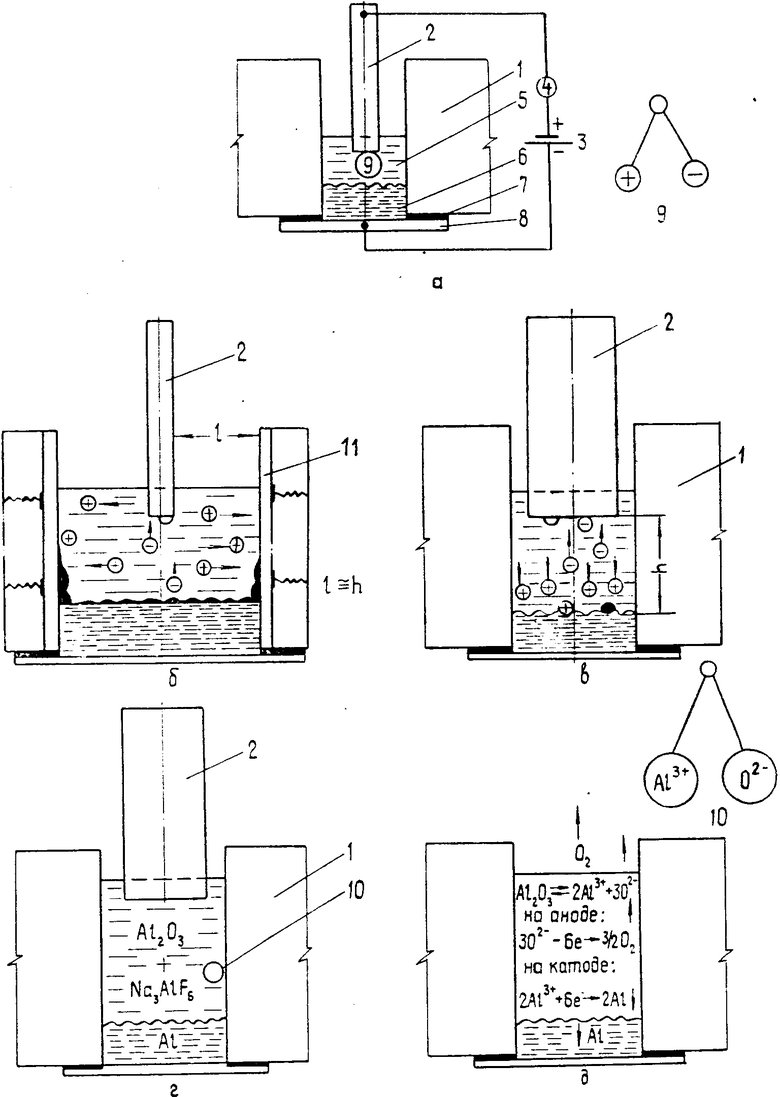
Способ поясняется чертежом, где 1 - свариваемые детали; 2 - индифферентный электрод (анод); 3 - источник постоянного тока; 4 - блок управления; 5 - солевой расплав, содержащий соединения свариваемого металла; 6 - жидкий металл; 7 - изоляция; 8 - катодный элемент (поддон из графита); 9 - условное обозначение процесса, происходящего в общем виде в шлаковой ванне; 10 - то же, при сварке алюминия; 11 - формирующее устройство.
Для осуществления процесса сварки - электролитической диссоциации, создается "электролизер", состоящий из двух свариваемых изолированных кромок 1, катодного элемента 8 и формирующих устройств 11.
Между свариваемыми кромками устанавливается индифферентный электрод, в зазор засыпается флюс, образующий требуемый солевой расплав. После его расплавления (теплом, которое выделяется при пропускании электрического тока) в расплав вводится то соединение, которое содержит необходимый для сварки металл. В отдельных случаях можно залить предварительно расплав в жидком состоянии. При обеспечении контакта жидкого расплава с электродом подается напряжение и пропускается постоянный электрический ток, в результате расплав нагревается до оптимальной температуры, при которой начинается процесс электролитической диссоциации (электролиз). В процессе электролиза на катоде выделяется жидкий металл. По мере накопления жидкого металла расплав поднимается, подготавливая свариваемые кромки к сварке. Постепенно количество жидкого металла увеличивается, весь объем сварочной ванны в зазоре перемещается вверх. Электрод имеет возможность также вертикального перемещения как вниз, так и вверх. Перемещение электрода вверх достигается путем сохранения постоянным межэлектродного промежутка. При сварке на протяжении всего процесса межполюсное расстояние между электродом и поверхностью металлической ванны остается неизменным.
Таким образом, процесс сварки осуществляется на основе прохождения электрохимических реакций между составляющими расплава компонентами под действием электрического тока. Стадии этого процесса следующие: Разложение компонентов электролита (расплава) на ионы; Образование капель жидкого металла в объеме шлаковой ванны; слияние капель жидкого металла и оседание их в общую металлическую ванну; Образование сварного соединения.
На чертеже (б) показан процесс сварки в случае, когда катодом являются формирующие приспособления (жидкий металл стекает на поддон); в процессе, когда в качестве катода выступает поддон (жидкий металл оседает).
П р и м е р. (см. фиг. 1 г, д). Осуществляли электролиз оксида алюминия Al2O3. В качестве опытных образцов были взяты квадратные бруски из технического алюминия, поперечное сечение образцов 36х36 мм. Шлаковой ванной (расплавом) служит солевой расплав, состоящий из следующих компонентов: Na3AlF6-AlF3-CaF2-Al2O3.
На фиг. 1г представлена основная часть шлаковой ванны, необходимая для осуществления электролиза и получения жидкого алюминия. В то же время один из компонентов, а именно Al2O3, позволяет поддерживать в шлаковой ванне температуру плавления ниже 1000оС. Al2O3 образует с криолитом и фторидом кальция эвтектику. Начало процесса осуществляли размещением в зазоре между свариваемыми кромками криолита и CaF2, после их расплавления при пропускании сварочного тока добавляли чистый Al2O3. Так как из компонентов расплава Na3AlF6-Al2O3 оксид алюминия обладает самым низким потенциалом разложения, принимают что оксид алюминия (диссоциированный на ионы Al3+ и О2-) при сварке (электролизе) разлагается первым по механизму, представленному на фиг. 1д. Сварка выполнялась на постоянном токе. Электродом служил графитовый стержень 2. Опытные образцы собирались с зазором 20 мм. Через шлаковую ванну пропускали постоянный электрический ток 1000 А. Реальное напряжение сварки (электролиза) для обеспечения заданной скорости сварки больше напряжения разложения Al2O3 на величину перенапряжений на электродах и сумму потерь в проводниках первого и второго рода. Практически напряжение было в пределах 12-16 В. В течение всего процесса сварки в шлаковой ванне обеспечивали содержание оксида алюминия в количестве 5-10%. Криолит Na3AlF6 нужен как растворитель Al2O3.
В результате прохождения постоянного электрического тока через шлаковую ванну начинался процесс электролиза с выделением капель жидкого алюминия. По мере слияния капель алюминия образовалась ванна. В процессе электролиза свариваемые кромки образцов подвергались предварительной обработке шлаковой ванной (удаление оксидной пленки с кромок, подогрев и др.). Подготовленные таким образом свариваемые кромки смачивались жидким алюминием и по мере подъема всего объема жидкого алюминия образовалось сварное соединение с минимальным проплавлением, близким к пайке. В процессе сварки температура шлаковой ванны не превышала 960оС. Межэлектродное расстояние было в пределах 30-40 мм. Выход по току достигал 80-85%. Подпитка оксидом алюминия производилась на поверхность шлаковой ванны, не исключается вариант подачи оксида алюминия через внутреннюю полость электрода.
Структура электрического и теплового баланса, а также механические свойства при рекомендуемом способе сварки представлены в таблице.
Рекомендуемый способ сварки с использованием явлений электролитической диссоциации может быть применен и при сварке конструкций и изделий из магниевых сплавов и др. металлов, из солей которых можно получить жидкий металл для их соединения с помощью сварки. Эти рекомендации значительно расширяют возможности способа и могут быть рационально использованы в различных областях техники.
При использовании предлагаемого способа сварки металлов уменьшается в 1,5-2 раза зазор между свариваемыми кромками и, как следствие, сокращается расход присадочного металла; расширяются области рационального использования сварочного процесса, особенно в труднодоступных местах, на монтаже, улучшается качество сварных соединений за счет устранения зоны слабины в центре шва; активизируются процессы дегазации сварочной ванны, за счет чего резко возрастает качество сварных соединений; улучшаются условия работы сварщика.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ПЛАСТИНЧАТЫМ ЭЛЕКТРОДОМ | 1990 |
|
RU2014978C1 |
| Способ электрошлаковой сварки разнородных металлов | 1989 |
|
SU1785857A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ | 1991 |
|
RU2071858C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СТРУЖКИ | 1991 |
|
RU2013457C1 |
| Способ электрошлаковой сварки пластинчатым электродом | 1989 |
|
SU1742009A1 |
| Способ вертикальной дуговой сварки под флюсом | 1991 |
|
SU1819199A3 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023557C1 |
| СПОСОБ ПЕРЕРАБОТКИ АЛЮМИНИЕВОГО ШЛАКА | 2009 |
|
RU2518805C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ ЭЛЕКТРОЛИЗОМ РАСПЛАВА | 2008 |
|
RU2415973C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1991 |
|
SU1817392A1 |
Изобретения касается соединения различных металлов на основе явлений электролитической диссоциации. В основу способа положен принцип получения жидкого присадочного металла непосредственно в процессе сварки и в объеме, ограниченном свариваемыми кромками и формирующими приспособлениями. Шлаковой ванной, например, для сварки алюминия служит криолито-глиноземный расплав. При пропускании через этот расплав при помощи погруженного в него электрода постоянного электрического тока в шлаковой ванне происходит электролиз. Образующиеся ионы, несущие на себе электрические заряды, направляются к соответствующим поверхностям, имеющим обратный заряд. Так, катионы Al3+ сосредоточиваются у поддона, на котором размещены заготовки, либо у формирующих устройств, имеющих отрицательный заряд. Нейтрализуясь , они образуют капли жидкого алюминия, который сосредотачивается на поддоне, образуя общую металлическую ванну. Постепенно с увеличением объема жидкого алюминия металлическая ванна перемещается вверх и образует сварное соединение. При сварке алюминия в качестве шлаковой ванны выбрана система: Na3Alf5-AlF3-CaF2-Al2O3. В качестве расплава, образующего электролит, используют следующий состав, (мас% ): криолит 75 - 92, фторид алюминия 2 - 10; фторид кальция 1 - 10; оксид алюминия 5 - 10. Соотношение фторидов натрия и алюминия менее 3. Температуру электролита поддерживают в пределах 930 - 960°С. 1 ил, 1 табл.
СПОСОБ СВАРКИ МЕТАЛЛОВ И СПЛАВОВ, при котором свариваемые заготовки включают в цепь питания электрическим током в качестве катода, а сварку ведут за счет осаждения металла шва на свариваемых кромках из электролита, который включают в цепь посредством неплавящегося электрода, отличающийся тем, что, с целью повышения эксплуатационной надежности сварных соединений алюминия, в качестве электролита используют расплав следующего состава, мас.%:
Криолит 75 - 92
Фторид алюминия 2 - 10
Фторид кальция 1 - 10
Оксид алюминия 5 - 10
при отношении фторида натрия к фториду алюминия менее 3, при этом к электролиту подводят ток при помощи погруженного в него индифферентного электролиту электрода, температуру электролита поддерживают в пределах 930 - 960oС, а ток к свариваемым кромкам подводят через поддон, на котором размещают свариваемые заготовки.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 0 |
|
SU284584A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
