Изобретение относится к деревообрабатывающей промышленности.
Цель изобретения - повышение качества прессованных деталей за счет снижения разноплотности.
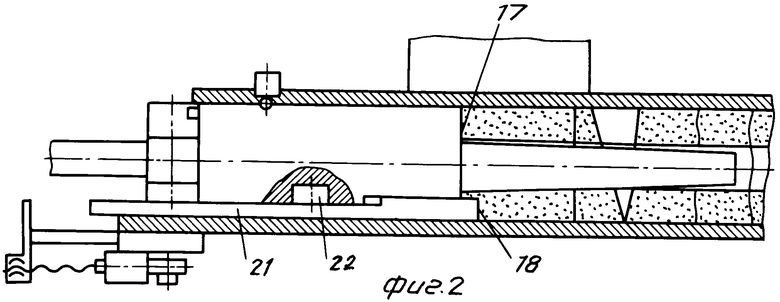
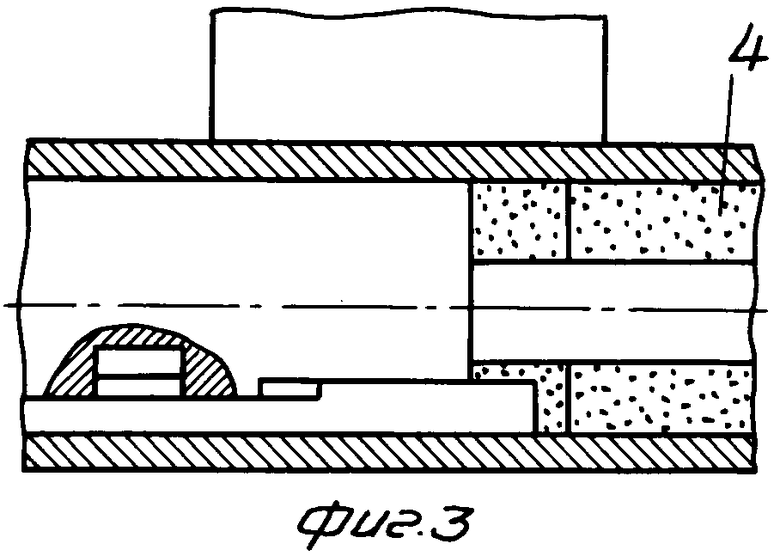
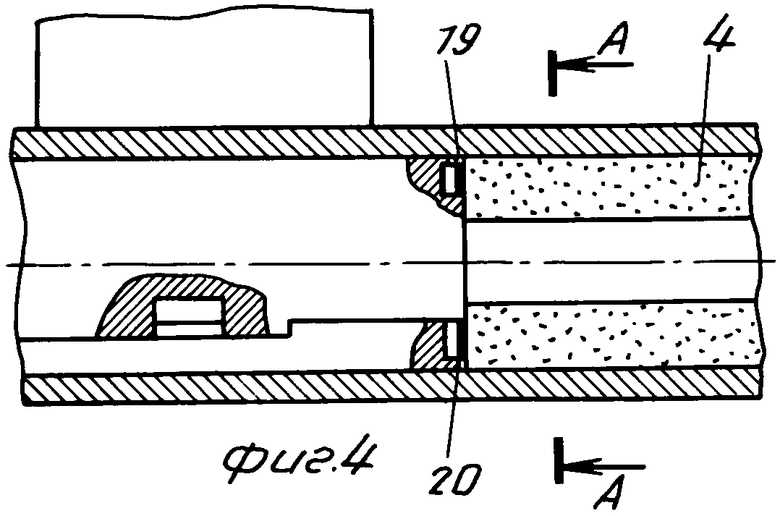
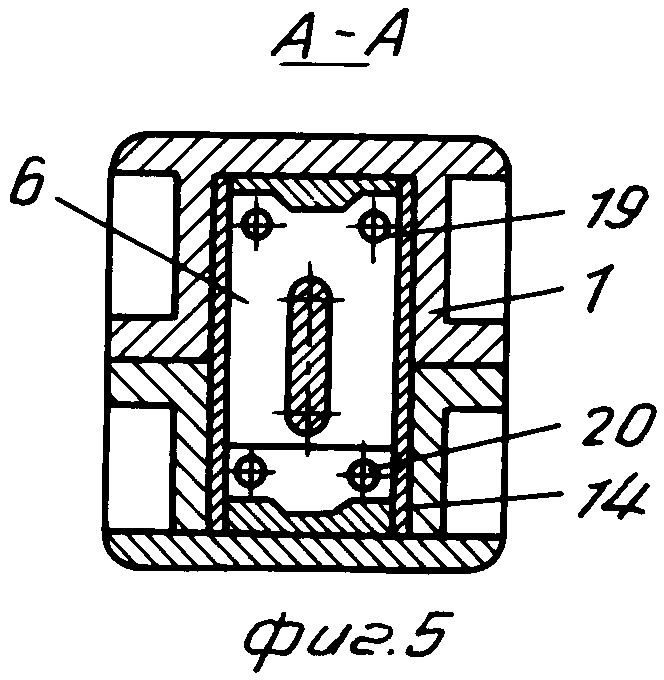
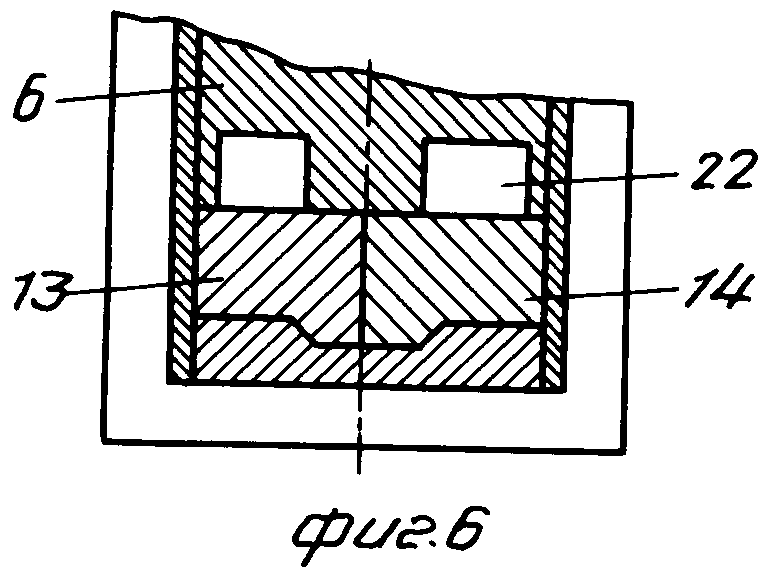
На фиг. 1 показано устройство; на фиг. 2 - процесс соединения порций в нижней части камеры с поджатыми ползунами; на фиг 3 - процесс соединения порций в верхней части камеры с разъединенными ползунами; на фиг. 4 - прессование заготовки с помощью пуансона и ползунов; на фиг. 5 - пуансон и ползуны с датчиками давления, сечение А-А на фиг. 4; на фиг. 6 - пуансон с прижимами для ползунов.
Устройство включает смонтированные на раме 1 узлы подачи 2 пресс-массы, прессования 3 непрерывной заготовки 4 с камерой 5, пуансоном 6 и пустотообразователем 7, разделения 8 заготовки 4 на детали 9, командоаппарат 10 и привод 11. Устройство снабжено размещенным внутри камеры 5 приспособлением 12 объемного перераспределения пресс-массы, которое выполнено в виде смонтированных под пуансоном 6 правого 14 и левого 13 ступенчатых ползунов, расположенных перед каждым ползуном и под камерой 5 прессования вдоль ее оси 15 горизонтально подвижных ограничительных упоров 16 и смонтированных на рабочих плоскостях (поверхностях) 17 и 18 пуансона 6 и ползунов 13 и 14 и соединенных с командоаппаратом 10 датчиков 19 и 20 давления, а пуансон 6 имеет установленные на нижней его плоскости 21 прижимы 22. Ограничительные упоры 16 имеют соединенные с командоаппаратом 10 дополнительные приводы 23. Прижимы имеют путевой выключатель 24, а пуансон - путевой упор 25.
Устройство работает следующим образом.
Смонтированный на раме 1 узел 2 подает пресс-массу в приемную камеру 5, причем внизу камеры 5, т. е. ниже продольной оси 15 пресс-масса за счет гравитации и обвала сверху вниз расположена более плотно, поэтому и нижняя часть заготовки оказывается спрессованной более плотно. Узел 3 с помощью привода 11 производит прессование в камере непрерывной заготовки 4. Рабочие поверхности 17 и 18 пуансона 6 и ползунов 13 и 14 при прессовании заготовки 4 одновременно давят на пресс-массу примерно с силой в 100 атмосфер, а датчики 19 и 20 определяют давление прессования заготовки и передают в командоаппарат 10. Для снижения разноплотности устройство снабжено приспособлением 12 объемного перераспределения пресс-массы в камере 5 в виде нижних ползунов 13 и 14, которые необходимы для регулирования количества пресс-массы в нижней части камеры. Если давление на нижних датчиках 20 выше, чем на верхних датчиках 19, то командоаппарат 10 с помощью привода 23 перемещает вдоль оси 15 к камере упоры 16, которые выдвигают на разную длину левый 13 и правый 14 ползуны в камеру 5. Привод 11 перемещает пуансон 6 с поджатыми прижимами 22 ползунами, которые перемещают пресс-массу до соприкосновения с заготовкой 4 (фиг. 2). Упор 25 нажимает на выключатель 24 для отключения электромагнитных прижимов 22, а пуансон 6 без участия ползунов 13 и 14 перемещает пресс-массу в верхней части камеры 5 (фиг. 3) до сцепления со ступенчатыми ползунами 13 и 14. Далее пуансон 6 с нижними ползунами 13 и 14 производит прессование заготовки 4, а датчики 19 и 20 фиксируют давление на рабочих поверхностях 17 и 18 и передают в командоаппарат 10, который с помощью приводов 23 осуществляет корректировку упоров 16.
Применение предлагаемого устройства позволяет повысить качество прессованных деталей за счет снижения разноплотности путем автоматического дозирования пресс-массы внутри камеры прессования.
Использование: деревообрабатывающая промышленность. Сущность изобретения: устройство включает смонтированные на раме узлы подачи пресс-массы, прессования непрерывной заготовки с камерой, пуансоном 6 и пустообразователем 7, разделения заготовки на детали. Устройство снабжено приспособлением объемного перераспределения пресс-массы, которое выполнено с левым и правым ползунами. 6 ил.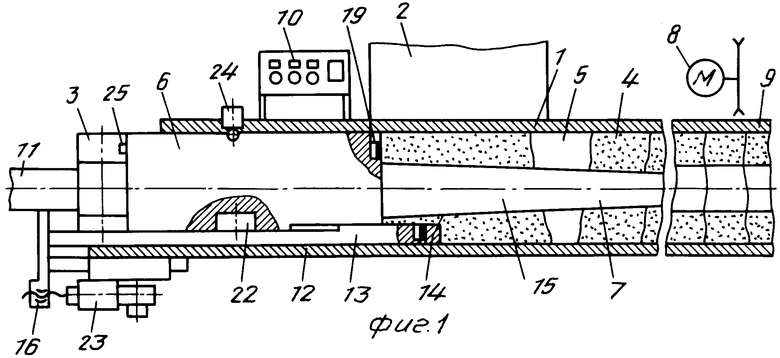
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ПРЕССОВАННЫХ ДЕТАЛЕЙ, включающее смонтированные на раме узлы подачи пресс-массы, прессования непрерывной заготовки с камерой, пуансоном и пустотообразователем, разделения заготовки на детали, командоаппарат и привод, отличающееся тем, что, с целью повышения качества прессованных деталей за счет снижения их разноплотности, устройство снабжено размещенным внутри камеры приспособлением объемного перераспределения пресс-массы, которое выполнено в виде смонтированных под пуансоном правого и левого ступенчатых ползунов, расположенных под камерой прессования вдоль ее оси горизонтально подвижных ограничительных упоров и смонтированных на рабочих плоскостях пуансона и ползунов и соединенных с командоаппаратом датчиков давления, а пуансон имеет установленные на нижней его плоскости прижимы.
| Устройство для изготовления прессованных брусьев | 1987 |
|
SU1449345A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
