Изобретение относится к деревообрабатывающей промышленности и, в частности, к производству прессованных изделий.
Известен способ производства прессованных изделий, состоящий из операций подготовки древесных частиц, смешивания их с вяжущим, формирования ковра и прессования изделий.
Известен также способ дискретного прессования, включающий операции измельчения биомассы, сортировки частиц, подачи их на смешивание с вяжущим и затворителем, подачу пресс-массы на прессование изделий с термообработкой и разделение непрерывной заготовки на изделия.
Недостатком известных способов является низкое качество изделий за счет формирования межпорционных трещин при прессовании из-за того, что при дискретном прессовании возникают значительные объемы межклеточных и внутриклеточных полостей, заполненных воздухом и парогазовой смесью, создающих как бы упругую подушку, которая приводит к возникновению растягивающих усилий, способствующих образованию поперечных трещин.
Цель изобретения повышение качества изделий за счет уменьшения объема межклеточных и внутриклеточных полостей пресс-массы.
Достигается это тем, что прессование производят с удалением воздуха и парогазовой смеси из межклеточных, межчастичных и внутриклеточных полостей, а подачу пресс-массы ведут с гравитационной укладкой частиц биомассы; подачу пресс-массы производят дискретно; удаление воздуха ведут в начале прессования; удаление парогазовой смеси выполняют при термообработке и прессовании и после них; подачу пресс-массы на прессование ведут по замкнутому контуру; подачу пресс-массы производят по боковым сторонам изделия; прессование производят при диаметрально противоположном расположении непрерывных заготовок; затворитель перед смешиванием подогревают; подачу частиц биомассы ведут с непрерывным сдвиганием ее; разделение заготовок на изделия производят сдвигом поперек заготовки.
Предложенное техническое решение соответствует всем требованиям критериев изобретения, а именно: "новизна", так как имеет новые операции удаления полостей и гравитационную укладку; "существенные отличия", так как предложена совокупность новых и известных признаков; "полезность", поскольку обеспечивается поставленная цель; "техническое решение задачи", так как относится к области техники.
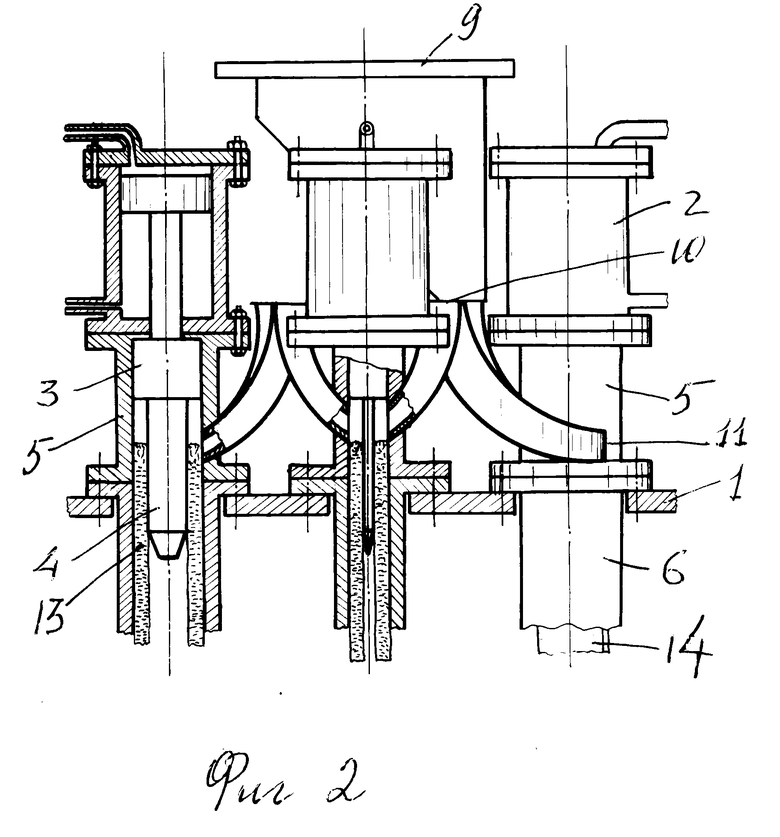
Способ дискретного прессования изделий выполняется с помощью прессового устройства, включающего корпус 1, с установленными на нем гидроцилиндрами 2, толкателями 3 с пустотообразователями 4, камерой формирования 5 и камерой прессования 6, направляющие 7 для подачи пресс-массы 8, узел подачи 9 пресс-массы с входными 10 и выходными 11 окнами, и узел разделения 12 непрерывных заготовок 13 на изделия 14 (фиг.1-3).
Работа устройства происходит следующим образом.
Частицы биомассы загружают в смеситель и смешивают с вяжущим и затворителем и подают в узел подачи 9 пресс-массу 8, которая поступает по направляющим 7 и входным 10 и выходным 11 окнам в камеру формирования 5, после чего толкатель 3 обжимает пресс-массу 8 и она дискретно поступает в камеру прессования 6 и в виде непрерывной заготовки 13 перемещается к узлу разделения 12, где формируются изделия 14 и цикл прессования повторяют, при этом ведут его с удалением воздуха и парогазовой смеси из полостей пресс-массы 8, а подачу ведут с гравитационной укладкой частиц.

Изобретение относится к деревообрабатывающей промышленности. Сущность изобретения: прессование изделий производят с удалением воздуха и парогазовой смеси из межклеточных и внутриклеточных полостей. 10 з.п.ф-лы, 3 ил.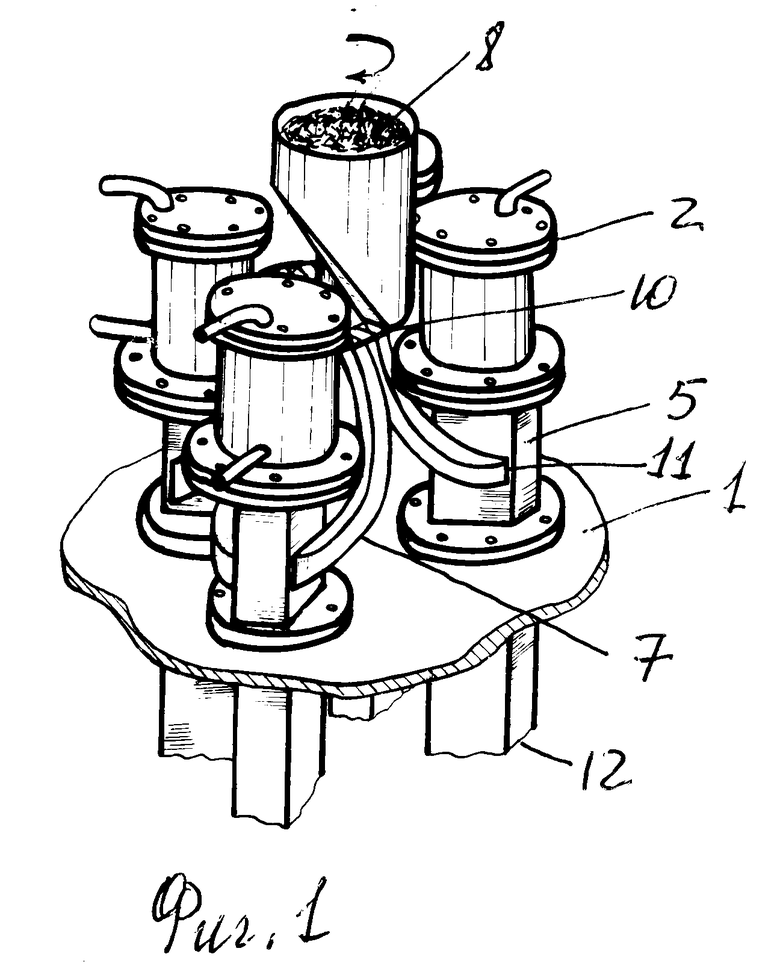
| Шварцман Г.М | |||
| Производство древесностружечннх плит | |||
| - М.: Лесная промышленность, 1986, с.206. |
