Изобретение относится к деревообрабатывающей промышленности.
Цель изобретения - повышение качества прессованных деталей за счет верхней подпрессовки массы.
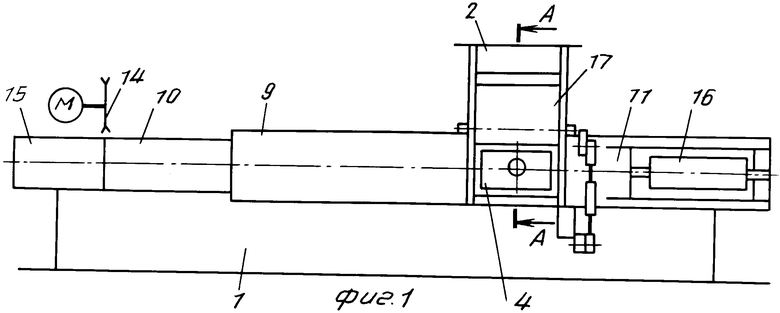
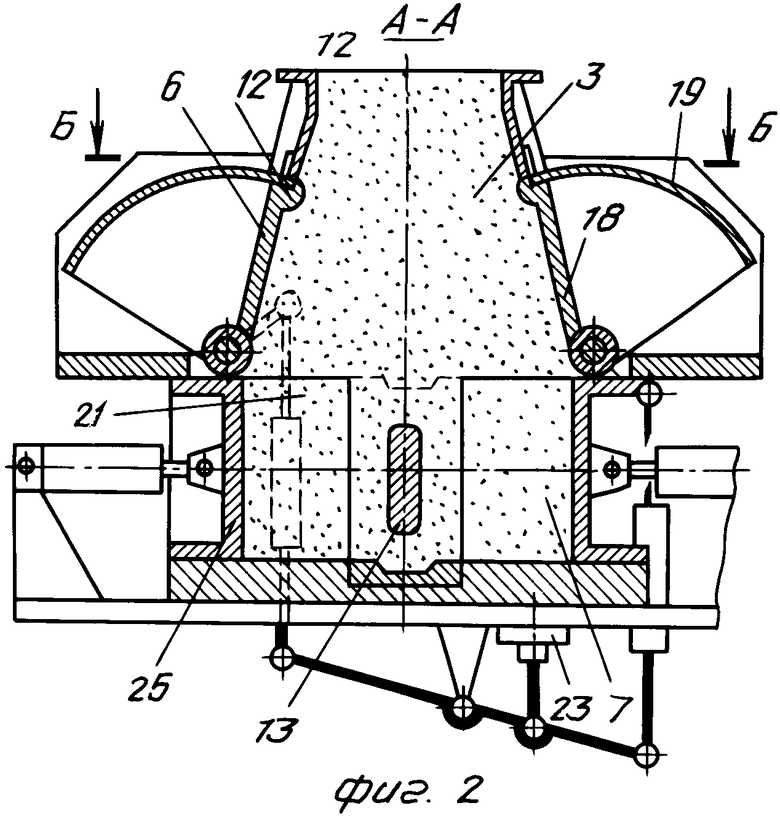
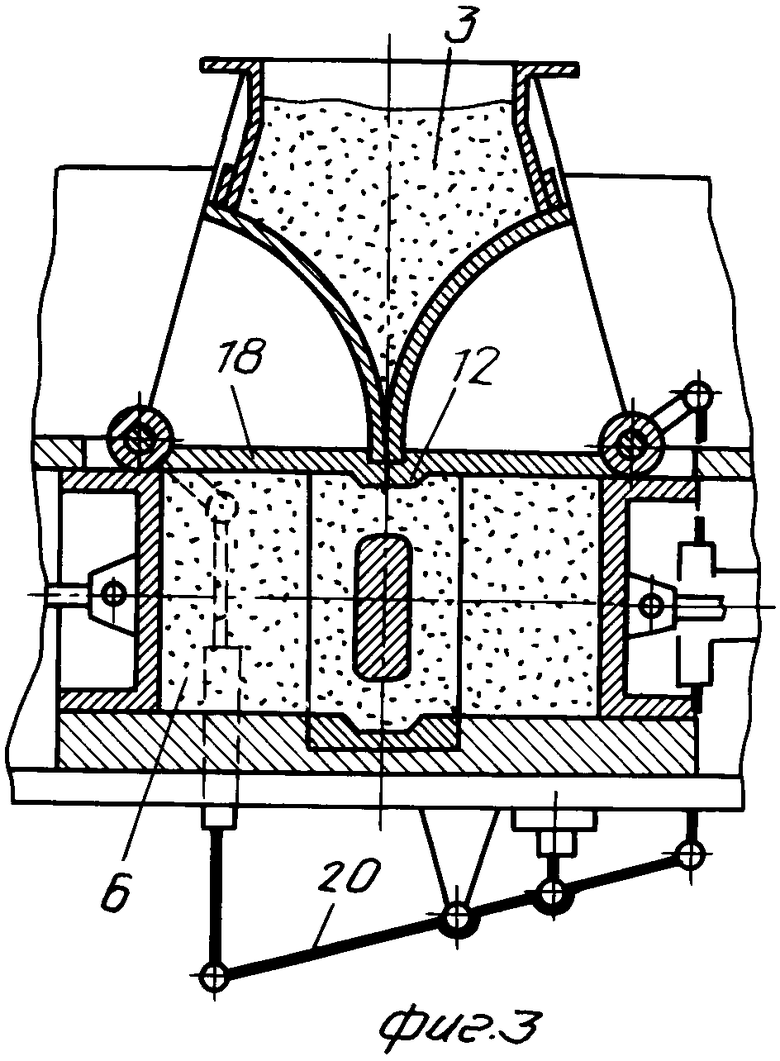
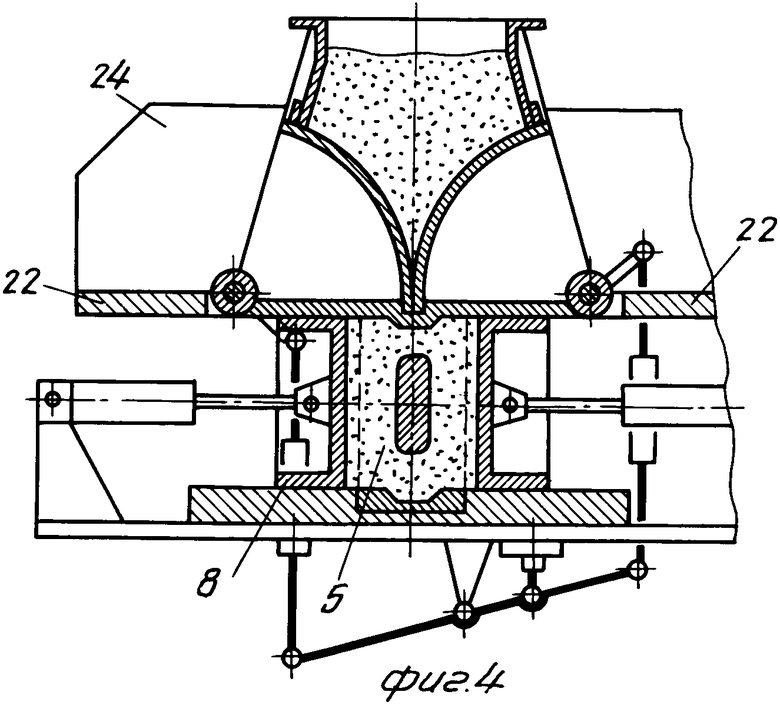
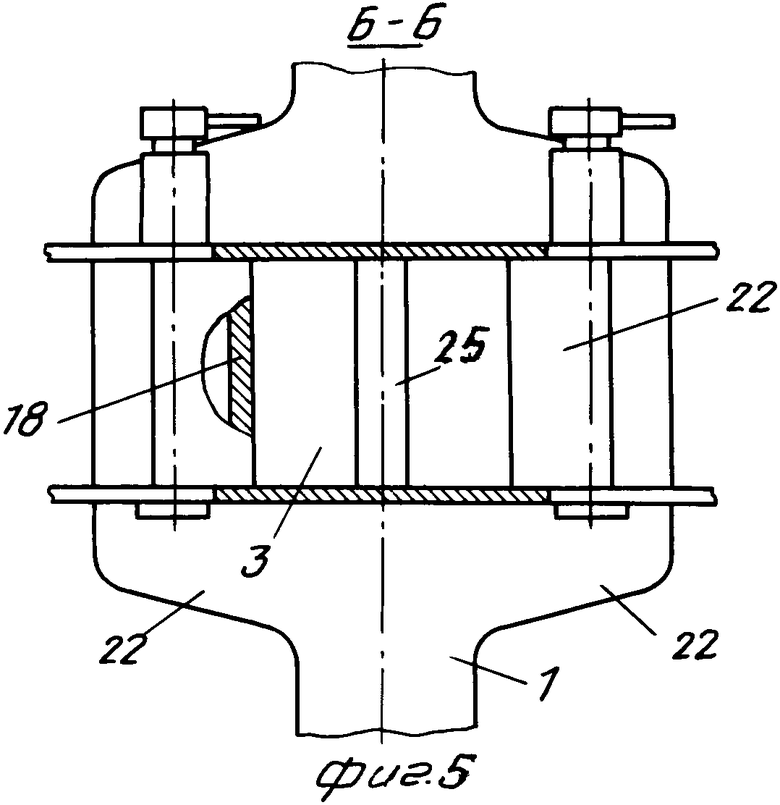
На фиг. 1 показано предлагаемое устройство; на фиг. 2 - узел формирования брикета с приспособлением выравнивания плотности брикета, сечение А-А на фиг. 1; на фиг. 3 - процесс верхней подпрессовки массы; на фиг. 4 - процесс формирования брикета; на фиг. 5 - загрузочное окно с опорными скобами, сечение Б-Б на фиг. 2.
Устройство включает смонтированные на раме 1 узлы подачи 2 пресс-массы с окном загрузки 3, формирования 4 брикета 5 с боковыми приемными камерами 6 и 7 и толкателями 8, прессования 9 непрерывной заготовки 10 с пуансоном 11 и формирователями 12 и 13 паза и выступа соответственно, разделения 14 заготовки 10 на детали 15 и привод 16. Устройство снабжено размещенным на узле 4 формирования приспособлением 17 выравнивания плотности брикета 5, которое выполнено в виде шарнирно закрепленных над боковыми камерами 6 и 7 верхних подпрессовочных пластин 18 с ограничителями 19 подачи пресс-массы и шарнирно закрепленных на раме 1 рычагов 20 одновременно смыкания подпрессовочных пластин 18. Формирователь 12 паза выполнен составным и закреплен на продольных кромках 21 подпрессовочных пластин 18. Окно загрузки 3 выполнено с симметрично расположенными боковыми скобами 22. Приспособление 17 снабжено дополнительным приводом 23 и ограждением 24, имеется пустотообразователь 25.
Устройство работает следующим образом.
Смонтированный на раме 1 узел 2 подает пресс-массу в приемные камеры 6 и 7 узла 4 формирования и на пустотообразователь узла 9 прессования, причем внизу камеры пресс-масса благодаря гравитации укладывается более плотно. Привод 23 с помощью рычагов 20 одновременно поворачивает пластины 18 приспособлением 17, которые захватывают дополнительные порции в узле 2 и перемещают их в камеры 6 и 7, одновременно производя верхнее уплотнение в камерах и закрывание камер (фиг. 3).
Боковые толкатели 8 одновременно перемещают в камерах подпрессованную массу к пустотообразователю 25 и производят формирование брикета 5. Ограничители 19 перекрывают пресс-массу в узле 2 (фиг. 4), а формирователи 12 и 13 формируют в брикете 5 паз и выступ. Размеры пластины 18 определены такими, чтобы дополнительные верхние порции пресс-массы и верхнее подпрессовывание снижали разноплотность брикета 5 по сечению. Пуансон 11 с помощью привода 16 перемещает брикет из узла 4 формирования в узел 9 прессования, где происходит порционное прессование непрерывной заготовки 10. Узел 14 разрезает заготовку на мерные детали 15.
Применение предлагаемого устройства позволяет повысить качество прессованных деталей за счет верхней подпрессовки массы при формировании брикета.
Использование: в деревообрабатывающей промышленности, в производстве прессованных деталей. Сущность изобретения: устройство включает узлы подачи, формирования брикета, прессования непрерывной заготовки, разделения заготовки на детали. 5 ил.
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ПРЕССОВАННЫХ ДЕТАЛЕЙ, включающее смонтированные на раме узел подачи пресс-массы с окном загрузки, узел формирования брикета с боковыми камерами и толкателями, узел прессования непрерывной заготовки с пуансоном, формирователями паза и выступа, узел разделения заготовки на детали и привод, отличающееся тем, что, с целью повышения качества прессованных деталей за счет верхней подпрессовки массы, устройство снабжено размещенным на узле формирования приспособлением выравнивания плотности брикетов, которое выполнено в виде шарнирно закрепленных над приемными камерами узла формирования брикета верхних подпрессовочных пластин с ограничителями подачи пресс-массы и шарнирно закрепленных на раме рычагов одновременного смыкания подпрессовочных пластин, формирователь паза выполнен составным и закреплен на продольных кромках подпрессовочных пластин, а окно загрузки выполнено с симметрично расположенными опорными боковыми скобами.
| Устройство для изготовления прессованных брусьев | 1987 |
|
SU1449345A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
